| Titel: | Verfahren zum Verzinnen oder Verzinken des Eisen- und Stahldrahtes; von A. D. Boucher und A. Müller in Paris. |
| Fundstelle: | Band 144, Jahrgang 1857, Nr. XXXI., S. 118 |
| Download: | XML |
XXXI.
Verfahren zum Verzinnen oder Verzinken des
Eisen- und Stahldrahtes; von A.
D. Boucher und A.
Müller in Paris.
Aus dem Practical Mechanic's Journal, Februar 1857, S.
291.
Mit Abbildungen auf Tab.
II.
Boucher's und Müller's Verfahren zum Verzinnen oder Verzinken des
Eisen- und Stahldrahtes.
Wir haben dieses Verfahren, den Eisen- oder Stahldraht mit einem Ueberzuge von
Zinn oder Zink zu versehen, so wie die Vorzüge desselben gegen das bisher bekannte,
bereits im polytechn. Journal Bd. CXLIII S.
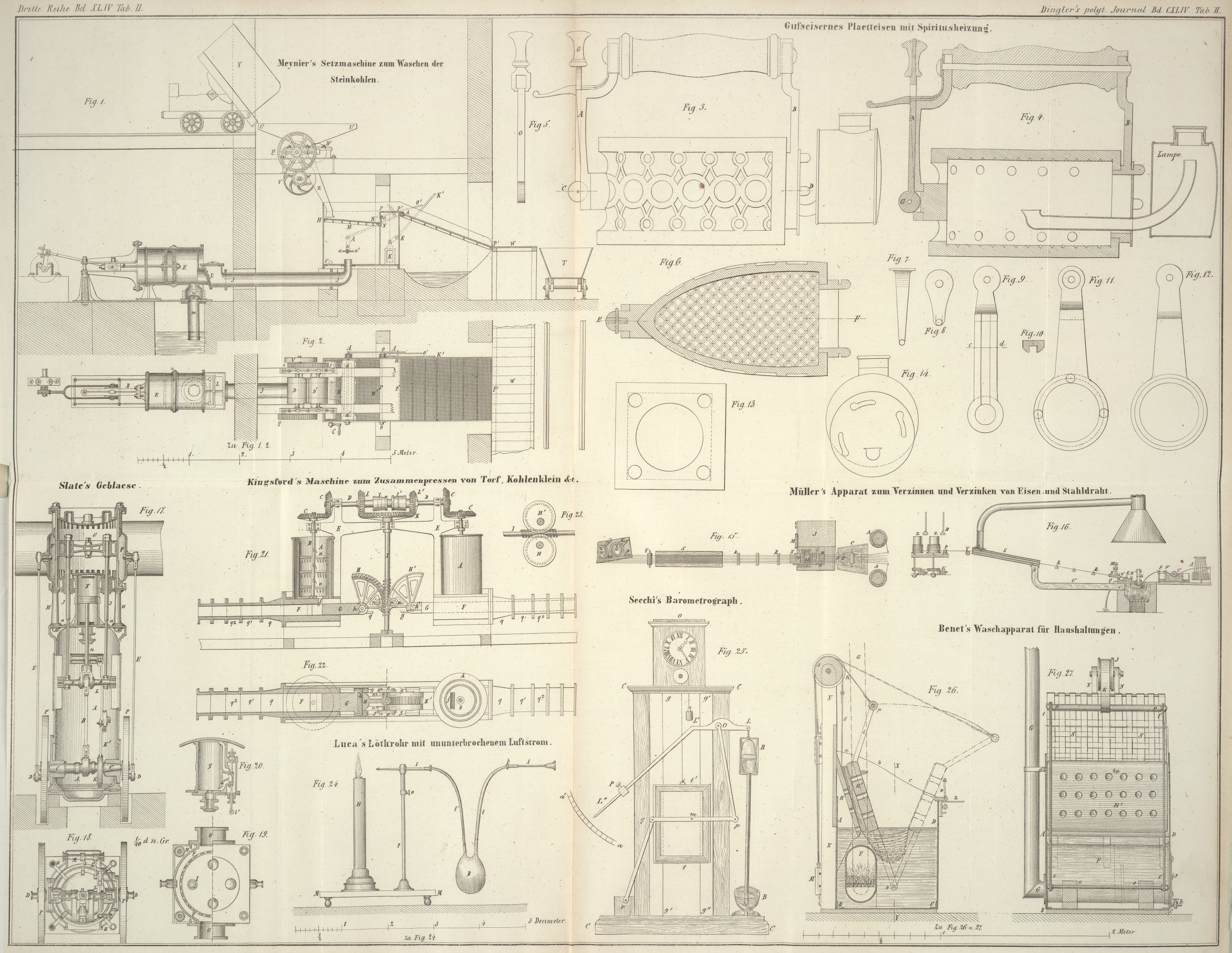
434 mitgetheilt; hier wollen wir den dabei angewendeten Apparat mit Hülfe
der Fig. 15
und 16
genauer beschreiben.Nach dem Patent, welches sich W. Johnson in London
und Glasgow, am 5. März 1855 für England ertheilen ließ. Sehr wesentlich ist der Umstand, daß der Draht sofort abgekühlt wird,
nachdem er das flüssige Metall verlassen hat, indem dadurch rauhe Oberflächen des
Drahtes, die sonst so leicht vorkommen, vermieden werden. Mittelst der Maschine,
welche den Ueberzug bewirkt, können mehrere Drähte auf einmal verzinnt oder verzinkt
werden.
Fig. 15 ist
ein Grundriß des im Betriebe stehenden Apparates, und Fig. 16 ein senkrechter
Längendurchschnitt desselben.
Der Draht ist, wie gewöhnlich, in Ringen aufgewickelt und auf Haspel A gelegt, die sich frei um ihre stehenden Wellen drehen.
Der von den Haspeln abgewickelte Draht geht durch ein doppeltes Gefäß C, welches mit einer Auflösung von
Chlorzink-Salmiak oder mit verdünnter Salzsäure gefüllt ist. In dem Gefäße
ist eine Walze der Art angebracht, daß sie zum Theil in der Flüssigkeit steht, und
daher die Drähte nöthigt, durch die zu deren Reinigung dienende erwähnte Lösung oder
verdünnte Säure zu gehen. Die äußere Abtheilung des Gefäßes dient dazu, die an den
Drähten hängende Flüssigkeit aufzunehmen, welche durch die den Draht trocknenden
Kissen F, die aus Wolle oder einer andern ähnlichen
Substanz bestehen, abgewischt wird. Die Wände, sowohl des inneren als auch des
äußeren Gefäßes, sind innerhalb mit Bleiblech bekleidet. Die aus den Kissen
hervortretenden Drähte werden durch die senkrechten Gabeln G genöthigt, durch das geschmolzene Zinn oder Zink zu gehen, welches in dem gußeisernen
Gefäße H befindlich ist. Dieses Gefäß ist unmittelbar
über dem Ofen J angebracht, dessen Temperatur der Art
ist, daß das Metall flüssig bleibt. Das Gefäß kann aber auch aus einem andern
Material bestehen, z.B. aus Eisenblech, welches mit einem feuerfesten Ueberzuge
versehen ist. Wenn die Drähte aus dem flüssigen Metall hervortreten, so sind sie
überall mit einem vollkommenen Ueberzuge versehen; und damit sie nicht mehr Metall
aus dem Gefäß aufnehmen als nothwendig ist, gehen sie durch stählerne Zieheisen K, welche sie von dem überflüssigen Metall befreien und
die Oberflächen glatt und eben machen.
Auf diese Weise nun verzinnt oder verzinkt, werden die Drähte sogleich abgekühlt,
indem sie durch die aus Weißblech bestehenden Röhren N
gehen, welche durch fortwährend hindurchgehende Wasserstrahlen kühl erhalten werden.
Diese Einrichtung ist eben so zweckmäßig als vortheilhaft, indem sie das
Zusammenlaufen des Metallüberzuges zu Tropfen und Knoten verhindert und der
überzogene Draht vollkommen glatt, weiß und glänzend bleibt, weil jede Oxydation
verhindert wird.
Das Wasser wird dem Apparat mittelst einer metallenen Röhre M zugeführt. Die Röhren, durch welche das kalte Wasser fließt, laufen an
dem einen Ende in ein enges Mundstück und am andern Ende in eine kleine Glasröhre
V aus, indem Glas erforderlich ist, um den
Drahtüberzug nicht mit Riefen zu beschädigen. Der Wasserzufluß wird mittelst kleiner
Hähne regulirt, die nach Erforderniß geöffnet oder ganz verschlossen werden können.
Alles benutzte Wasser fällt auf eine Platte Q, die es
abführt. Nach dem Abkühlen werden die Drähte gehörig getrocknet. Dieß geschieht,
indem man sie durch die Kissen R, welche aus
vulcanisirtem Kautschuk bestehen und dann durch den Trockenapparat S gehen läßt, der aus sechs parallelen Eisenblechröhren
besteht, welche von einem äußern Mantel umgeben sind. In den Mantel werden die aus
dem Ofen (der mit jedwedem Brennmaterial gefeuert werden kann) entweichenden heißen
Gase durch die Röhre U geführt, während der Rauch durch
eine Röhre ausströmt, welche mit der Esse X in
Verbindung steht; diese Esse führt auch die aus den Säuren und von dem Metall sich
entwickelnden Dämpfe ab.
Der aus dem Trockenapparate hervorkommende Draht geht über die Walze Y, deren Zweck es ist, die Richtung des Drahtes zu
verändern und ihn auf die senkrecht stehenden Leiern Z
zu leiten, welche ihn aufwickeln, nachdem er noch durch die Kämme oder Strecker P gegangen ist. Jenen Leiern wird, wie dieß gewöhnlich
bei denen der Drahtziehereien der Fall ist, eine continuirlich drehende Bewegung
mitgetheilt, dadurch, daß man die Spindel nach unten verlängert und eine
Schnurscheibe, mit einer Kehle auf dem Rande, daran befestigt, welche mit einer
andern, von dem Motor
bewegten Scheibe durch eine Schnur in Verbindung steht. Eine Kurbel B dient dazu, die Leier mittelst einer Frictionsrolle
nach und nach in Bewegung zu setzen, und wenn die Bewegung aufhören soll, so wird
der Keil E gegen den Boden der Rolle gedrückt.
Die Leiern werden gewöhnlich mit einer Geschwindigkeit von 150 bis 200 Umläufen in
der Minute umgetrieben, und die Länge des mit Zinn oder Zink überzogenen Drahtes
kann daher aus der Größe der Leiern berechnet werden. Von den Leiern kann der Draht
als vollkommen trocken, glatt, regelmäßig und glänzend, in den Handel gebracht
werden. Soll der Draht gehärtet werden, so braucht er nur mehrmals durch ein
Zieheisen gezogen zu werden, indem man ihn vor dem Durchgange mit Talg oder einer
andern fettigen Substanz versieht.
Tafeln