| Titel: | Beschreibung der verschiedenen Prozesse, welche gewöhnlich in den Manufacturen bei der Verfertigung der verzinnten Eisenbleche vorgenommen werden. Von Samuel Parkes, F. L. S. etc. |
| Fundstelle: | Band 4, Jahrgang 1821, Nr. LVI., S. 441 |
| Download: | XML |
LVI.
Beschreibung der verschiedenen Prozesse, welche gewöhnlich in den Manufacturen bei der Verfertigung der verzinnten EisenblecheDaß die Kunst das
Eisenblech zu verzinnen aus Deutschland nach England kam, haben wir bereits aus
einer Vorlesung des Herrn Parkes in der Miszelle „Beitrag zur
Erfindung der Zinnplattirung, als ein Beweis fuͤr das
Eigenthuͤmliche der deutschen Industrie gegen den englischen
Kunstfleiß“ im 2 Bd. d. Journal
S. 247 mitgetheilt. Diesen Industriezweig haben die Englaͤnder
sehr vervollkommnet, wie diese sehr gruͤndliche Beschreibung ihres
Verfahrens und ihre Fabrikate es selbst beweisen. Es ist zu wuͤnschen,
daß sich die deutsche Fabrikanten von verzinnten Eisenblechen diese Vortheile
aneignen, und in der Folge ihre Fabrikate von gleicher Guͤte wie die
englische darstellen, wodurch dem Kontinente betraͤchtliche Summen,
welche jaͤhrlich fuͤr diesen unentbehrlichen Artickel noch nach
England gehen muͤssen, erhalten wuͤrden. D. vorgenommen werden. Von Samuel Parkes, F. L. S. etc.
Aus den Memoirs of the literary and philosophical Society of Manchester, im Repertory of Arts, Manufactures et Agriculture. II. Series. Jan. und Febr. 1820. S. 116.
Mit einer Abbildung auf Tab. V.
Sam. Parkes über die Verfertigung der verzinnten Eisenbleche.
Da die verschiedenen Prozesse bei Verfertigung dieses Artikels
zahlreicher und verwickelter sind, als man gewoͤhnlich glaubt, so scheint es
uns raͤthlich, dieser Beschreibung eine Aufzaͤhlung jener
Eigenschaften des Zinnes vorauszuschicken, welche zur Erklaͤrung des
Ursaͤchlichen bei den Haupt-Operationen der
Zinnblech-Fabrication am meisten geeignet sind.
Zinn hat zu mehreren anderen Metallen eine große Verwandtschaft, vorzuͤglich
zu Zink, Quecksilber, Kupfer, Spießglanz, Blei und Eisen, und dieser Verwandtschaft
verdankt es seine haͤufige Anwendung in den Kuͤnsten.
Zinn bilder mit Zink ein Metall von sehr dichtem Korne, welches zu vielen Arbeiten,
vorzuͤglich aber zu Erzeugung der Metallkomposition (Pewter) gebraucht wird. Zink ertheilt dem Zinne große Haͤrte, ohne
seine Dehnbarkeit zu vermindern.
Die Verbindung von Zinn und Quecksilber, in welcher das erstere von dem lezteren zu
einem weichen Amalgam aufgeloͤst wird, wird bekanntlich haͤufig zum
Belegen der Spiegel und zu anderen Zwecken in den Kuͤnsten angewendet. Ein
Zinn-Amalgam von groͤßerer Dichtigkeit ward ehevor im Museum zu Paris
zum Verschließen der Muͤndungen glaͤserner Gefaͤße angewendet,
in welchen verschiedene merkwuͤrdige und kostbare Praͤparate
aufbewahrt waren.
Auch Kupfer wird mit Zinn zu verschiedenem Gebrauche legirt. Man bedient sich dieser
Composition zu den sogenannten Bronze-Statuen, zu Glocken, Kanonen, auch zur
Verfertigung von Medaillen und Medaillons. Bei einigen dieser Mischungen wird das
Zinn mit dem Kupfer bloß wegen der Eigenschaft, die es besizt, lezteres leichter
fluͤssig zu machen, angewendet: dieß war auch wahrscheinlich die Ursache,
warum die alten Roͤmer dieses Metall dem groͤßten Theile ihrer
Kupfermuͤnzen zusezten. Der Verwandtschaft des Zinnes zum Kupfer verdankt man
es, daß groͤßere kupferne Gefaͤße, die man zum Gebrauche in der
Kuͤche oder zu anderen Zwecken bestimmte, mit einer duͤnnen Lage von
Zinn ausgekleidet werden, um sie vor der Einwirkung gewisser Substanzen zu
verwahren, welche das Kupfer angreifen wuͤrden, wenn es von aller
schuͤzenden Bedeckung frei bliebe. Die Verwandtschaft des Zinnes zum Kupfer
zeigt sich ferner deutlich bei dem Prozesse des Weißsiedens der Stecknadeln, wo
diese mit granulirtem Zinne in einer Lauge von Alaun und Weinstein gesotten
werden.
Eine sehr brauchbare Composition ist ferner die Verbindung des Zinnes mit Spießglanz:
sie ist sehr weiß, ausserordentlich hart, und nimmt eine sehr feine Politur an. In
dieser Hinsicht gebraucht man sie zur Verfertigung von Teleskop-Spiegeln, und
auch zu gestreckten Platten um Musik-Noten darauf zu graviren.
Dasjenige Metall, welches sich hierauf zunaͤchst mit Zinn verbindet, ist Blei.
Blei verbindet sich mit Zinn in jedem Verhaͤltnisse, und in den meisten
Verhaͤltnissen erhaͤlt es einen groͤßeren Grad von
Schmelzbarkeit durch seine Vereinigung mit Zinn. Diese Mischung ist es, welche das
gewoͤhnliche Loth (plennber's solder) gibt, das
jedoch das Zinn in verschiedenen Verhaͤltnissen beigemischt enthaͤlt,
je nachdem es zu verschiedenen Zwecken gebraucht wird. Das, was man Staniol,
Zinn-Folio (tin-foil) nennt, und zum
Ausfuͤttern von Theebuͤchsen, elektrischen Flaschen, und zu anderen
Zwecken braucht, wird gleichfalls aus einer Verbindung dieser beiden Metalle
verfertigt.
Was uns aber hier noch wichtiger ist, ist die chemische Verwandtschaft, welche
zwischen Zinn und Eisen Statt hat. Einer der deutlichsten Beweise dieser
Verwandtschaft ist der Umstand, »daß selbst Guß-Eisen so wie
geschlagenes Eisen verzinnt werden kann. Seit einigen Jahren werden gegossene
eiserne Pfannen und Toͤpfe von bedeutender Groͤße dauerhaft an
ihrer inneren Flaͤche verzinnt, um die darin gesottene
Fluͤssigkeit vor jeder dunkleren Farbe, welche sie durch theilweise
Aufloͤsung des Eisens erhalten koͤnnte, zu sichern. Mehrere andere
Artickel, wie Zaum-Gebisse, Steigbuͤgel, kleine Naͤgel etc.
werden jezt viel wohlfeiler, als ehedem verfertigt, da man sie aus
Guß-Eisen fertigt, und dann mit einer duͤnnen Lage Zinnes bedeckt,
indem man sie in eine heiße Masse dieses fluͤssigen Metalles
eintaucht.
Wenn man bedenkt, daß in allen diesen Fallen die Poren des Eisens zum Theile wirklich
vom Zinne durchdrungen werden, so wird man nicht zweifeln koͤnnen, daß diese
Wirkungen der chemischen Verwandtschaft zuzuschreiben sind.
Eine aͤhnliche Wirkung wird durch dieselben Mittel bei Verfertigung des
Zinn-Bleches hervorgebracht, welche ich jezt beschreibe. Gehoͤrig
zubereitete Elsenplatten werden in eine große Masse geschmolzenen Zinnes getaucht,
welches durch ein bestaͤndig darunter brennendes Feuer heiß erhalten wird:
auf diese Weise durchdringt das Zinn gewisser Massen das Eisen, und heftet neues
Zinn an sich, so daß hierdurch endlich die ganze Oberflaͤche des Eisens einen
vollkommenen Ueberzug von diesem Metalle erhaͤlt.
Da bisher noch keine genaue Beschreibung der verschiedenen Processe der
Zinn-Blech-Bereitung irgendwo gegeben wurde, so wird vielleicht
folgender Umriß den Mitgliedern ihrer sehr achtbaren Gesellschaft angenehm seyn.
Englisches Stangen-Eisen von der feinsten Qualitaͤt, das man
Zinn-Eisen (tin-iron) nennt, und
gewoͤhnlich mit Holzkohlen statt mit Coaks (abgeschwefelten Steinkohlen)
bereitet, wird mit der groͤßten Sorgfalt zu diesen Blechen hergerichtet, und
zuerst in der gehoͤrigen Laͤnge abgeschnitten. Hierauf wird es in
Muͤhlen auf eine ganz besondere Weise zu Platten von der gehoͤrigen
Duͤnne und zweckmaͤßigen Form gewalzen, und diese Platten werden mit
Handscheren in die auf verschiedenen Maͤrkten gesuchten Formen geschnitten.
Sowie der Schneider die Platten schneidet, schlichtet er sie auf Haufen, und legt
gelegentlich eine Platte quer auf, um jede Kuͤste besonders zu haben.
Zweihundert fuͤnf und zwanzig Platten heißen naͤmlich eine Kuͤste (box); sie
kommen aber jezt in diesem Zustande noch nicht in hoͤlzerne Buͤchsen,
sondern in die Haͤnde des Schuppers (Scaler), der sie aus dem Schneidhause hohlt, und jede
Platte in der Mitte in
Form einer verkehrten roͤmischen V (so Λ) beugt. Dieß geschieht als
Vorbereitung zu ihrer Reinigung vor dem Verzinnen, und um sie desto leichter in den
Abschupp-Ofen (scaling-furnace) einsezen
zu koͤnnen, wie wir unten umstaͤndlicher erklaͤren werden.
Dieser Ofen wird durch ein Flammen-Feuer geheizt, welches von einem Feuerherde
von besonderer Bauart in denselben schlaͤgt, und diese Platten schuppt. Die
Platten kommen in diesem Ofen reihenweise zu stehen, drei in jeder Reihe, bis der
Ofen voll ist. Es ist offenbar daß, wenn diese Platten flach auf dem Ofen
laͤgen, die Flamme nur an einer Seite derselben Hinspielen koͤnnte,
waͤhrend, wenn sie so, wie oben angegeben wurde, gebogen sind, das Feuer auf
beide Seiten derselben frei einzuwirken vermag. Ich muß hier bemerken, daß, eine
Sorte ausgenommen, die Form aller Zinn-Bleche ein Parallelogramm ist, und
daß, wenn ein Stuͤck steifes Papier oder Pappendeckel von 13 3/4 (engl.) Zoll
Laͤnge, und 10 Zoll Breite in der Mitte unter einem Winkel von
beilaͤufig 60 Graden gebogen, und dann an einem seiner beiden Enden
aufgestellt wird, wie die Form einer Platte Nr. 1. erhalten, wie sie fuͤr den
Abschupp-Ofen gehoͤrig gebogen ist.
Das sogenannte Reinigen (the cleansing
), welches dem Abschuppen vorausgeht, wird damit begonnen, daß man die Platten
vier oder fuͤnf Minuten lang in eine Mischung von Kochsalzsaͤure und
Wasser im Verhaͤltnisse von vier Pfund Saͤure auf drei Gallonen
WasserEin Gallon ist 3,264
Wiener Maß. A. d. Uebers. taucht. Diese Menge verduͤnnter
Saͤure wird im Allgemeinen auf achtzehn hundert Platten oder acht
Buͤchsen, jede zu 225 Platten, hinreichen.
Nachdem die Platten gehoͤrig eingetaucht wurden, kommen sie aus der
Fluͤssigkeit und werden auf den Boden gestellt, drei in eine Reihe. Man hebt sie
dann mit einer Eisenstange, die man unter ihnen durchfuͤhrt, und sezt sie in
einen bis zur Rothgluͤhe-Hize geheizten Ofen, in welchem sie so lang
bleiben, bis die Hize die aͤußere Schale oder die Schuppen abgezogen hat,
deren Beseitigung man durch diese hohe Temperatur zu bezwecken sucht.
Wenn dieses geschehen ist, nimmt man die Platten heraus, und stellt sie zum
Abkuͤhlen auf den Boden. Man biegt sie sodann gerade, und schlaͤgt sie
auf einem Blocke von gegossenem Eisen eben. Der Arbeiter erkennt aus dem Aussehen
der Platten waͤhrend dieser Operation, ob sie gehoͤrig abgeschuppt
wurden oder nicht: denn im ersten Falle, d.i., wenn der Rost oder das Oxyd, welches
an dem Eisen haͤngt, gehoͤrig entfernt wurde, werden sie beinahe so
wie marmorirtes Papier, blau und weiß gefleckt erscheinen. Diese hier so eben
beschriebene Operation heißt das Abschuppen oder Abschaͤlen (scaling).
Da es unmoͤglich ist, daß die Platten diese Operation aushalten
koͤnnen, ohne sich in gewisser Hinsicht werfen, oder auf irgend eine Weise
entstellt werden zu muͤssen, so werden sie nun zum zweiten male gewalzen, und
dieß zwischen zwei gehoͤrig gehaͤrteten und fein polierten Walzen von
gegossenem Eisen. Hierdurch werden die Platten auf beiden Seiten vollkommen geebner,
und gewisser Massen auf ihrer Oberflaͤche geglaͤttet. Die Walzen sind
ungefaͤhr 17 (engl.) Zoll lang, und halten 12–13 Zoll im Durchmesser:
ich glaube aber, daß wenn ihr Durchmesser groͤßerSeit ich obiges schrieb, theilte ich mein
Manuskript einem Manne mit, welcher eine sehr große
Zinn-Blech-Manufactur besizt. Er sagt mir, daß die kalten
Walzen, deren er sich bedient, 30 engl. Zolle im Durchmesser
halten. waͤre, die Platten noch flaͤcher werden, und
die Walzen in jeder Hinsicht besser arbeiten muͤßten.
Der technische Nahme dieses Apparates ist (in der englischen Sprache) rolls, nicht rollers. Alle Walzen, welche zum Walzen der Platten angewendet werden, sie
moͤgen heiß oder kalt seyn, heißen harte Walzen
(hard rolls): der
Unterschied zwischen einem Paare harter
Gußeisen-Walzen und einem Paare weicher Walzen
(soft rolls), obschon sie
beide aus einem und demselben Guße gekommen seyn moͤgen, ist eben so groß,
als zwischen Stahl und Eisen. Die Arbeiter versicherten mich, daß dieser Unterschied
einzig und allein von der Weise wie sie gegossen werden, abhaͤngt: die
weichen Rollen werden naͤmlich in Formen von Sand gegossen, waͤhrend
die harten in dicke Formen von Guß-Eisen gelassen werden, in welchen das
Metall, so wie es mit der kalten Form (the cold box
Siehe Ranson's
Patent-Pflug-Scharen. Repertory XV.
p. 209.) in Beruͤhrung kommt, hinlaͤnglich
abgekuͤhlt wird und erstarrt, um die ganze Oberflaͤche der Walze
vollkommen hart zu machen. Der Unterschied in der Haͤrte dieser beiden Arten
von Walzen ist so groß, daß wenn sie auf die Drehebank kommen, um daselbst
vollkommen zugedrehet zu werden, die Drehspaͤne der weichen oft ein
Achtel-Zoll in der Dicke betragen, waͤhrend die der harten nicht
groͤßer als kleine feine Nadeln sind. Der Umstand, daß die Haͤrte des
Gußeisens so sehr von dem Model abhaͤngt, in welchen dasselbe gegossen wird,
scheint mir die Aufmerksamkeit aller derjenigen zu verdienen, welche sich mit
Verfertigung einer Menge anderer in den Kuͤnsten nothwendiger Werkzeuge aus
diesem Metalle beschaͤftigen.
Diese Walzen werden nicht gehizt, wohl aber so enge an einander geschraubt, daß die
Platten mit genauer Noth zwischen denselben durchlaufen koͤnnen, und auf
diese Weise den
moͤglich groͤßten Druck erhalten. Diese lezte Operation nennt man das
Kalt-Walzen (Cold
rolling).
Nachdem die Platten diese Operation erlitten, kommen sie Stuͤck vor
Stuͤck in Troͤge, welche mit einer Fluͤssigkeit, die man die
Lauge nennt (the lies) angefuͤllt sind.
Diese Lauge besteht bloß aus Wasser, in welchem acht bis zehn Tage lang Kleien so
lang eingeweicht wurden, bis dasselbe dadurch einen hinlaͤnglichen Grad von
Saͤuerung erhalten hat. Die Absicht, warum man die Platten einzeln in die Troͤge legt, ist diese, damit die
Fluͤssigkeit desto sicherer zwischen dieselben gelangt, und beide Seiten
jeder Platte gleichfoͤrmig in der Lauge anziehen. In dieser
Fluͤssigkeit bleiben sie zehn bis zwoͤlf Stunden lang auf der Kante
stehend, werden aber waͤhrend dieser Zeit ein mal umgekehrt oder
gestuͤrzt. Dieß heißt man in der Lauge arbeiten (working in the lies).
Die naͤchst folgende Operation ist das Eintauchen der Platten in eine Mischung
von Schwefelsaͤure und Wasser, wobei jedoch die Einsicht des Arbeiters das
Verhaͤltniß dieser beiden Fluͤssigkeiten gegen einander bestimmt.
Der Trog, in welchem diese Arbeit geschieht, ist aus starkem Blei verfertigt, und
innenwendig durch bleierne Scheidewaͤnde abgetheilt. Jede dieser Abtheilungen
heißt in der Sprache der Arbeiter ein Loch (a hole), und jedes dieser Loͤcher haͤlt
ungefaͤhr eine Buͤchse Platten. In der verduͤnnten
Schwefelsaͤure, welche sich in den verschiedenen Loͤchern befindet,
werden die Platten ungefaͤhr eine Stunde lang hin und her bewegt, oder
solang, bis sie vollkommen glaͤnzend und von allen schwarzen Flecken, welche
bei dem ersten Eintauchen noch immer auf denselben sich finden, vollkommen frei
geworden sind.
Diese Operation hat indessen ihre eigene Feinheit; denn wenn die Platten zu lang in
der Saͤure bleiben, so werden sie gefleckt, oder, wie die Arbeiter sagen, blatterig (blisterd): Erfahrung sezt jedoch den aufmerksamen
Werkmeister bald in den Stand, die Zeit, wann die Platten herausgenommen werden
sollen, gehoͤrig zu bestimmen. Allein immer bleibt diese Arbeit eine der
schwierigsten bei der ganzen Zinn-Blech-Fabrication, da wenige sich
gern mit derselben abgeben, obschon, soviel ich weiß, ein guter Beizer (Pickler) von seinem Herrn sehr geachtet wird, und hohen
Lohn erhaͤlt. Ich muß hier nothwendig bemerken, daß diese Arbeit, sowie die
vorige in dem saͤuerlichen Wasser, dadurch sehr beschleunigt wird, daß man
diesen Fluͤssigkeiten eine etwas erhoͤhte Temperatur gibt, und dieß
geschieht durch geheizte Roͤhren, welche man unter jedem Troge hinlaufen
laͤßt. Im Sommer braucht man nur wenig kuͤnstliche Waͤrme, da
90–100 Fahrent. (25 bis 30 Reaum.) eine hinreichend hohe Temperatur
fuͤr diese beiden Arbeiten ist.
Wenn die Planen aus der Beize kommen, werden sie in reines Wasser gethan, und darin
mit Hanf und Sand gescheuert, um jedes uͤbrig bleibende Oxyd, oder jeden
Eisenrost, der noch immer daran haͤngen geblieben seyn konnte, davon zu
entfernen: denn wo immer ein Theilchen Rost oder selbst nur Staub noch auf denselben sizt, da wird das Zinn nicht kleben bleiben.
Hierauf kommen sie in frisches Wasser, um daselbst zu dem Verzinnen aufbewahrt zu
werden. Die Absicht, warum man die Platten in reines Wasser bringt, nachdem sie aus
dem sauren gekommen sind, ist, zu hindern, daß sie sich nicht neuerdings oxydiren:
denn man weiß aus Erfahrung, daß sie nach diesen Operationen keinen Rost bekommen,
wenn sie auch ein Jahr lang unter Wasser bleibenDieses bestaͤtigt auch Hr. Gay-Lussac bei dieser Stelle
in den Annales de Chimie et de Phisique.
D..
Man wird einsehen, daß alle diese Processe nichts mehr sind, als vorlaͤufige
Maßregeln zu jener Operation, welche jezt folgen soll, naͤmlich zu dem Verzinnen.
In dieser Hinsicht wird ein eiserner Topf mit einer Mischung von geschmolzenem Block- und Korn-Zinn (block et grain-tin)
beinahe voll gefuͤllt, und soviel Talg oder Fett, als im fluͤssigen
Zustande noͤthig ist, das geschmolzene Metall vier Zoll hoch zu bedecken,
zugesezt. Da einige Leser mit dem Unterschiede zwischen Block- und Korn-Zinn nicht
bekannt seyn duͤrften, so will ich bemerken, daß das im Handel unter dem
Nahmen Block-Zinn vorkommende Metall entweder aus
dem Erze, das man Zinnstein (tin-stone) nennt, oder aus dem einzig in Cornwallis bekannten Zinnkies (tin-pyrites)
gewonnen wird, waͤhrend das sogenannte Kornzinn
aus einem Erze geschmolzen wird, das in aufgeschwemmtem Boden, in Niederungen, in
welche es im Laufe von Jahrhunderten von den Huͤgeln durch
Regenstroͤme herabgewaschen wurde, gefunden wird, und in Koͤrnern
unter dem Nahmen Strom-Zinnerz (Stream-tin)Wahrscheinlich das sogenannte Wascherz. A.
d. Uebers. vorkommt. Das erstere, welches in der groͤßten
Menge erzeugt wird, ist stets mit einer gewissen Menge Eisen, Schwefel, und mit
anderen nachtheiligen Substanzen verbunden, und wird daher nur zu gemeinem Gebrauche
verwendet, waͤhrend das Korn-Zinn, welches beinahe von jedem fremden
Zusaze frei, und gewoͤhnlich um 20–30 Shilling im Zentner theurer ist,
vorzuͤglich beim Faͤrben, und uͤberall dort gebraucht wird, wo
reines Zinn erforderlich ist. Ich glaube ferner noch
bemerken zu muͤssen, daß nach meiner Meinung es fuͤr den Besizer einer
Zinn-Blech-Manufaktur weit vortheilhafter waͤre, wenn er Korn-Zinn allein, oder hoͤchstens Korn-Zinn mit jener Art von Zinn, welche man verfeinertes Zinn, „refined Tin“ nennt, vermengt gebrauchen wollte, weil diese
Arten nicht nur weniger Schaum enthalten, sondern auch, wie ich aus eigener
Erfahrung weiß, zu einem mehr fluͤssigen Metalle schmelzen, und folglich
waͤhrend der Operation des Verzinnens leichter an den Platten herablaufen, so
daß man dann weniger Zinn noͤthig hat. Gegenwaͤrtig braucht man in
diesen Manufakturen Block- und Korn-Zinn zu gleichen TheilenHr. Professor Gilbert, welcher im 4 Bd. Heft 3
seiner geschaͤzten Annalen der Physik einen kurzen Auszug dieser
Abhandlung gibt, machte bei dieser Stelle folgende Anmerkung uͤber
die Verschiedenheit des Zinn: „Auch Klaproth's Analysen zu Folge
scheint der aus schwaͤrzlichen oder hellern Koͤrnern
bestehende Seifen-Zinnstein (so nennt er den in den Kornwaller
Seifenwerken ausgewaschenen Zinnstein in Koͤrnern), das reinste
Zinnerz zu seyn. Der von Alternon gab ihm aus 100 Gewth. 77 1/2
Gthl. Zinn, 1/4 Gthl. Eisen und 3/4 Gthle. Kieselerde; die uͤbrigen
21 1/2 Gthle. waren nach Klaproth Sauerstoff. Vermuthlich ist dieser
Seifen-Zinnstein aus Zinngraupen, das heißt aus krystallisirtem
Zinnstein entstanden, und aus dem Grunde vielleicht reiner als der nicht
krystallisirte Zinnstein. Zinnkies oder Schwefel-Zinn, findet sich
nur an einer einzigen Stelle in Cornwall, im Kirchspiele St. Agnes, macht
hier aber in Verbindung mit Kupfererzen einen 9 Fuß maͤchtigen Gang
aus; Klaproth fand darin auf 34 Th. Zinn, 36 Th. Kupfer, 2 Th. Eisen und 35
Th. Schwefel, so sorgfaͤltig er auch alles Kupfererz von der Probe
getrennt hatte. Holzzinn oder faseriger Zinnstein, der ebenfalls in
Koͤrnern in Seifenwerken vorkoͤmmt, ist eine große Seltenheit,
und enthaͤlt nach Vauquelin auf 91 Gth. Zinnoxyd 9 Gth. Eisenoxyd.
Zwischen dem aus den verschiedenen Zinnerzen ausgeschmelzten Zinn der
Cornwaller Huͤttenwerke scheint keine so große Verschiedenheit Statt
zu finden, als man nach dem hier angefuͤhrten glauben sollte, dieses
geht aus Thomsons Analyst hervor. Sollte indeß die Meinung der Verzinner von
dem Vorzuge des Koͤrner-Zinns vor dem Block-Zinn bloßes
Vorurtheil seyn? Folgendes findet sich in Hrn. Prof. Normann's vollst. Woͤrterb. der
Produkten- und Waarenkunde Artikel Zinn: „Man unterscheidet
das englische Zinn in das reine (grain tin)
auch glattes Zinn genannt, und in klingendes, welches einen Zusaz hat.
Das leztere erhaͤlt man im Handel entweder in Stangen von 33 bis
35, oder in Faͤssern von 400, oder in Bloͤcken von 250 bis
380 Pfund, und in Tafeln.“ D..
Nachdem der Zinn-Topf auf oben erwaͤhnte Art gefuͤllt wurde,
wird das Metall in einem Feuerherde von unten auf, und durch Zuͤge, die um
den Topf gehen, so sehr erhizt, als es ohne Entzuͤndung des an seiner
Oberflaͤche schwimmenden Fettes nur immer moͤglich ist. Der Nuzen des
Fettes besteht darin, das Zinn vor der Einwirkung der atmosphaͤrischen Luft
zu sichern, und folglich die Oxydation zu hindern. Wenn man etwas Zinn oder Blei in
einem eisernen Gießloͤffel schmilzt, und nachdem der Schaum abgenommen wurde,
ein Stuͤckchen Talg auf die metallische Fluͤssigkeit legt, so wird die
Wirkung des Talges in Reinigung der Oberflaͤche des Metalles bald offenbar
werden. Die Arbeiter versichern auch, daß der Talg die Verwandtschaft des Eisens zu
dem Zinne vermehrt, oder daß, wie sie sich ausdruͤcken, es die Eisenplatte
das Zinn besser annehmen macht.
Es ist merkwuͤrdig, daß gebranntes Fett, oder irgend eine Art von
empyreumatischem Fette zu diesem Zwecke weit besser ist, als reiner frischer
Talg.
Ein anderer an der Seite des Zinntopfes befindlicher Topf ist bloß mit Fett
gefuͤllt, und in diesen werden die zubereiteten Bleche Stuͤck vor
Stuͤck eingetaucht, ehe sie mit Zinn behandelt werden, und wenn der Topf
endlich voll davon geworden ist, so laͤßt man sie so lang darin, als der
Aufseher es noͤthig findet. Wenn sie eine Stunde lang im Fette bleiben, so
nehmen sie das Zinn besser an, als wenn sie nur eine kuͤrzere Zeit in
demselben gelassen werden.
Aus diesem Topfe kommen sie mit allem noch anhaͤngenden Fette in den kurz
vorher erwaͤhnten Zinntopf in das geschmolzene Zinn, und zwar in senkrechter
Richtung. Drei hundert und acht und dreisig oder dreihundert und vierzig Platten
werden gewoͤhnlich auf ein mal in diesen Topf gebracht, und damit sie
durchaus verzinnt werden, bleiben sie gewoͤhnlich anderthalb Stunden lang in
demselben: zuweilen ist jedoch eine noch laͤngere Zeit noͤthig um
diese Operation zu vollenden.
Nachdem die Platten eine hinlaͤngliche Zeit uͤber im geschmolzenen
Zinne eingetaucht waren, werden sie herausgenommen, und auf einen eisernen Rost
gelegt, damit das uͤberfluͤssige Metall davon ablaufen kann; allein,
ungeachtet dieser Vorsicht, haͤngt, nachdem sie kalt geworden sind, immer
mehr Metall an denselben, als nothwendig ist: dieß wird durch eine darauf folgende
Operation, die man Waschen (washing) nennt, weggeschafft. Da diese Operation etwas zusammengesezt ist,
so wird es noͤthig, dieselbe mit einer gewissen Kleinlichkeit zu
beschreiben.
Zuerst richtet der Waͤscher einen eisernen Topf her, den er mit dem besten
Korn-Zinne im fluͤssigen Zustande beinahe voll fuͤllt; dann
einen anderen Topf mit reinem geschmolzenen Talge oder ungesalzenem Specke; einen
dritten leeren Topf, der nichts als einen Rost zur Aufnahme der Platten
enthaͤlt; und einen vierten, den man den Leistentopf (listing pot) nennt, mit etwas geschmolzenem Zinn am Boden, und zwar nur
soviel als noͤthig ist, denselben ein Viertel-Zoll hoch zu bedecken.
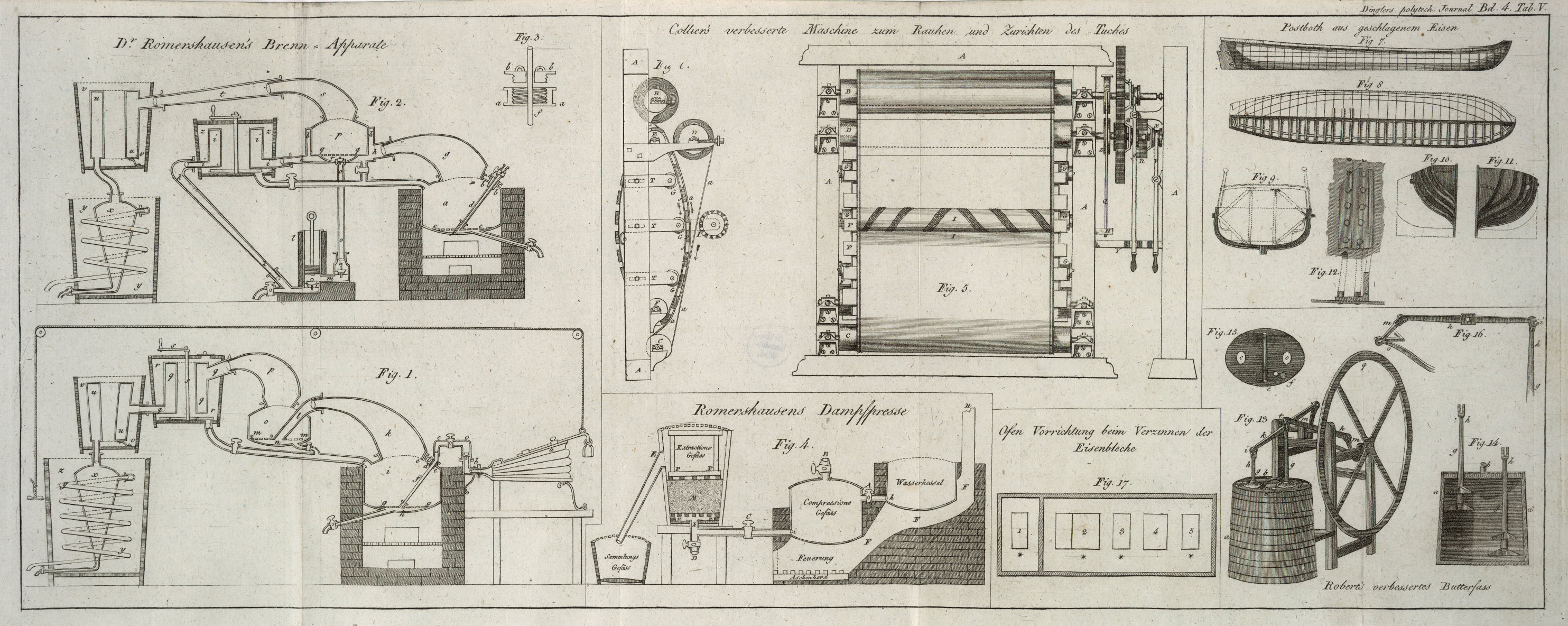
Man wird dieß alles deutlicher durch Ansicht folgender Zeichnung begreifen, welche
diese verschiedenen Gefaͤße in jener Ordnung darstellt, in welcher sie in der
Manufaktur von Ziegelmauerwerk gestuͤzt dastehen.
Das Mauerwerk, in welchem diese Toͤpfe sich befinden, heißt der
Behaͤlter (the Stow).
Die Bleche werden von der Rechten zur Linken in diesem Behaͤlter bearbeitet, wie aus dem
Gebrauche der verschiedenen Toͤpfe erhellt.
Nr. 1. Fig.
17. Tab. V. stellt den Zinntopf dar.
Nr. 2. den Waschtopf mit der darin enthaltenen Scheidewand.
Nr. 3. den Fetttopf.
Nr. 4. die Pfanne mit dem Roste am BodenDiese
Pfanne dient zur Aufnahme der Bleche, so wie sie der Knabe aus dem Fetttopfe
nimmt. Sie hat kein Feuer unter sich. A. d. O..
Nr. 5. den Leistentopf.
Die Zeichnung stellt die Oberflaͤche der Toͤpfe dar. Die Sternchen
bezeichnen die Stelle, wo die Arbeiter stehen, und zugleich jene Toͤpfe,
welche geheizte Zuͤge unter sich haben. Nr. 4. hat kein Feuer unter sich.
Die Abtheilung in dem Waschtopfe Nr. 2. ist eine neuere Erfindung. Der Zweck
derselben ist den Schaum des Zinnes von jenem Theile des Gefaͤßes abzuhalten,
wo die Bleche zum lezten male eingetaucht werden. Wenn man bei dem ersten Prozesse
des Verzinnens gemeines Zinn nimmt, so bleibt an der
Oberflaͤche der Bleche vieles Oxyd oder Schaum haͤngen, und dieses
laͤuft in den Waschtopf ab, und kommt an der Oberflaͤche des neuen
Metalles zum Vorscheine: diese Scheidewand sezt aber den Arbeiter in den Stand zu
vermeiden, daß es sich nicht uͤber die ganze Oberflaͤche des Topfes
verbreite. Wenn diese Scheidewand nicht zugegen ist, muß der Waͤscher das
Oxyd von dem fluͤssigen Metalle jedesmal vorher abschaͤumen, ehe er
die Platten in dasselbe eintaucht.
Wenn die Toͤpfe, von welchen ich hier die Zeichnung lieferte, alle zur Arbeit
hergerichtet sind, so beginnt der Waͤscher seine noch uͤbrige Arbeit
damit, daß er die, den verschiedenen bisher beschriebenen Operationen bereits
unterzogenen, Bleche in den Topf mit Korn-Zinn bringt, den man Waschtopf (wash-pot)In
diesen Topf wird kein anderes Zinn als Kornzinn gethan, denn alles gemeine
Zinn, welches in diesen Zinnblech-Manufakturen verbraucht wird, wird
zu dem ersten Processe, naͤmlich zum sogenannten Verzinnen verwendet.
A. d. O. nennt. Die Hize einer so großen Menge geschmolzenen
Zinnes schmilzt sehr bald alles lose Zinn an der Oberflaͤche dieser Bleche,
und verdirbt die ganze Masse so sehr, daß, wenn einmal sechzig oder siebzig
Buͤchsen in demselben gewaschen wurden, man gewoͤhnlich einen ganzen
Block oder 300 Pfund herausnimmt, und den Waschtopf wieder mit einem frischen Blocke
von reinem Korn-Zinne anfuͤllt. Diese Toͤpfe halten jeder
gewoͤhnlich drei Bloͤcke, oder ungefaͤhr eine halbe Tonne2000 Pf. nach Johnson, 1200 nach anderen. A. d. Uebers. an Gewicht.
Was aus dem Waschtopfe ausgenommen wurde, wenn er mit reinem Metalle wieder
gefuͤllt wird, kommt dem Verzinner (tin-man) zu, um es in seinen Topf zu thun.
Wenn die Bleche aus dem Waschtopfe herausgenommen worden sind, werden sie auf beiden
Seiten sorgfaͤltig mit einer besonderen Hanfbuͤrste
abgebuͤrstet, die ausschließlich zu diesem Zwecke bereitet ist. Da dieser
Theil der Arbeit eine besondere Geschicklichkeit und Fertigkeit erfordert, so ist es
vielleicht der Muͤhe werth etwas bei demselben zu verweilen, um ihn mehr im
Detail zu erklaͤren.
Der Waͤscher nimmt zuerst einige Platten aus dem Waschtopfe, und legt
dieselben vor sich hin auf den Behaͤlter; er ergreift dann mit der linken
Hand mittelst einer Zange eine dieser Platten, und reibt mit einer Buͤrste in
seiner Rechten eine Seite dieser Platte; dann wendet er sie, und buͤrstet die
andere Seite, und taucht sie alsogleich noch Ein mal in das heiße fluͤssige
Metall in dem Waschtopfe, und, ohne sie aus der Zange zu lassen, zieht er sie alsogleich wieder
zuruͤck, und taucht sie in den Fetttopf (Nr. 3.), welcher neben dem
Waschtopfe steht, aus dem er sie so eben genommen hat.
Wer diese Operation nicht gesehen hat, kann sich nur eine hoͤchst
unvollkommene Idee von der Geschicklichkeit machen, mit welcher sie verrichtet wird:
Uebung gibt dem Arbeiter so viele Behendigkeit, daß er im Stande ist hohes Taglohn
zu verdienen, obschon er fuͤr das Buͤrsten und Waschen im Metalle von
225 Blech-Platten nur drei engl. Pfennige (three
pence) erhaͤlt. Man hat mir gesagt, daß ein geschickter
Waͤscher, wenn er recht fleißig arbeitet, 25 Buͤchsen, also 5625
Blechplatten, binnen zwoͤlf Stunden waschen kann, obschon jede Platte auf
beiden Seiten gerieben, und zwei mal in den Topf mit geschmolzenem Zinne eingetaucht
werden mußDieß gaͤbe
also 25 Threepence, wovon 4 einen Shilling geben; also gewinnt der
Waͤscher in 12 Stunden einen Dollar, 1 Shill. 3 D. A. d.
Uebers..
Die Ursache, warum die Platten waͤhrend dieses Theiles ihrer Bearbeitung zwei mal
Rechnet man das Eintauchen in den Fetttopf
dazu, so wird jede Platte von dem Waͤscher drei mal eingetaucht.
Rechnet man hierzu das Buͤrsten der Platte auf beiden Seiten, so
kommen nach der Angabe des Hrn. Vfs. 5 Bewegungen der Arme in 12 Stunden
5625 mal wiederholt, oder 5625 × 5 = 28125. Die Arme des
Waͤschers muͤssen also in einer Stunde 28125/12 = 2343, also
in einer Minute 2343/60 = 39,5 Bewegungen machen: wahrlich eine unglaubliche
Behendigkeit. A. d. Uebers. eingetaucht werden muͤssen,
wird vielleicht einige Erklaͤrung fordern. Man muß sich erinnern, daß die
Blechplatten beinahe heiß gebuͤrstet wurden, und ehe das Zinn sich sezte:
wuͤrde man sie also nicht noch ein mal eintauchen, so wuͤrden die
Spuren der Buͤrste sichtbar seyn. Ueberdieß nimmt die Buͤrste wieder den
groͤßten Theil des Zinnes mit sich fort, so daß, kaͤmen die Platten zu
dem Fetttopfe, ohne vorher wieder eingetaucht worden zu seyn, das heiße Fett auch
noch dasjenige wegnehmen wuͤrde, was uͤbrig geblieben ist.
Der einzige Zweck des Gebrauches des Fetttopfes ist, alles
uͤberfluͤssige Metall, das auf den Blechen haͤngen bleiben
moͤchte, wegzunehmen: allein, diese Operation fordert große Aufmerksamkeit,
da, indem die Platte in das Fett eingetaucht wird, waͤhrend das Zinn im
Schmelzen oder wenigstens in einem weichen Zustande auf derselben ist, ein Theil
desselben abrinnen muß, und das, was uͤbrig
bleibt, immer weniger und weniger wird, solang die Platte darin bleibt: wenn also
diese Platten laͤnger in dem geschmolzenen Talge bleiben sollten, als es
durchaus nothwendig ist, so muͤßten sie nothwendig zum dritten male in das
Zinn eingetaucht werden. Wenn hingegen die Platten nicht in das Fett gebracht
wuͤrden, wuͤrden sie zuviel Zinn behalten, wodurch Verlust fuͤr
die Manufaktur hervorgehen muͤßte, und uͤberdieß das ganze Zinn auf
dem Eisen in Wellen erscheinen wuͤrde.
Eben so nothwendig ist es ferner auf die Temperatur des geschmolzenen Talges
Ruͤcksicht zu nehmen, welcher, in dem Verhaͤltnisse als die Platten
dicker oder duͤnner sind, auch heißer oder kuͤhler seyn muß: denn,
wenn der Talg die gehoͤrige Temperatur fuͤr eine duͤnne Platte
hat, und eine dicke in denselben eingetaucht wird, so wird sie nicht, wie es seyn
sollte, zinnweiß sondern goldgelb aus dem Topfe hervorgehen. Die Ursache hiervon ist
offenbar. Eine dicke Platte haͤlt mehr Hize als eine duͤnne, und
verlangt folglich eine niedrigere oder kuͤhlere Temperatur. Wenn im
Gegentheil eine Parthie duͤnner Platten in einem fuͤr dicke
zugerichteten Fetttopfe bearbeitet werden sollte, so wuͤrde dieser Topf nicht heiß
genug seyn, um die beabsichtigte Wirkung hervorzubringen.
Es ist eine allgemein bekannte Sache, daß in unseren meisten Manufakturen, und in
allen chemischen Arbeiten Theorie und Praxis meistens von einander abweichen: es
gibt aber vielleicht wenige Manufakturen, in welchen so viele Kleinigkeiten
vorkamen, die der Aufmerksamkeit eines zufaͤlligen Beobachters
gaͤnzlich entgehen, auf welche man jedoch sorgfaͤltig
Ruͤcksicht nehmen muß, um das erwuͤnschte Resultat zu erhalten, wie
z.B. in dem so eben beschriebenen Falle. Wenn die Lektuͤre dieser
Blaͤtter auch nur einen Leser, der auf dem Punkte stand etwas zu unternehmen,
womit er nur theilweise bekannt war, veranlaͤßt still zu stehen, so habe ich
durch meine Zeilen einen wohlthaͤtigen Zweck erreicht.
Doch wir wollen zu unserem Processe zuruͤck. Nachdem die Platten
hinlaͤnglich abgebuͤrstet wurden, werden sie wieder Stuͤck vor
Stuͤck in den Topf mit geschmolzenem Zinne, wie wir bereits bemerkten,
eingetaucht, und unmittelbar darauf in den oben erwaͤhnten Fetttopf. In
diesem Topfe sind innerhalb desselben Stifte so angebracht, daß die wechselseitige
Beruͤhrung der Blechplatten dadurch gehindert wird, und dieser Theil des
Processes wird auf folgende Weise geleitet.
Nachdem der Waͤscher fuͤnf Platten durch das geschmolzene Zinn
durchgefuͤhrt, und von da in den oben erwaͤhnten Fetttopf gebracht
hat, ergreift ein Junge eine derselben, und stellt sie zum Abkuͤhlen in den
leeren Topf: der Waͤscher sezt die sechste Platte ein. Der Junge nimmt dann
die zweite Platte heraus, und legt sie gleichfalls auf die Kuͤhle, und der
Waͤscher sezt die siebente Platte ein; in dieser Ordnung geht es
regelmaͤßig fort, bis die ganze Partie aufgearbeitet ist.
Da die Platten senkrecht in das geschmolzene Zinn eingetaucht wurden, so entsteht
immer, nachdem sie kalt geworden sind, ein Faden oder Draht von Zinn an dem unteren
Ende einer jeden Platte, welcher nothwendig weggenommen werden muß, und dieß
geschieht auf folgende Weise.
Ein Junge, den man den Leistenjungen (list-boy)
nennt, nimmt die Platten, nachdem sie kalt genug geworden sind um gehandhabt zu
werden, und stellt sie mit ihrer unteren Kante Stuͤck vor Stuͤck in
den Leistentopf, den wir oben beschrieben, und von welchem wir bemerkt haben, daß er
nur etwas weniges Zinn enthaͤlt: er ist mit Nr. 5. bezeichnet. Wenn der Faden
oder Draht durch dieses lezte Eintauchen weggeschmolzen ist, nimmt der Junge die
Platte heraus, und gibt derselben mit einem duͤnnen Stocke einen starken
Schlag, wodurch der Faden oder Draht von dem uͤberfluͤssigen Metalle
los wird, und durch das Abfallen nur einen undeutlichen Streifen an jener Stelle
zuruͤcklaͤßt, wo er angeheftet war. Dieser Streifen kann an jeder
verkaͤuflichen Platte wahrgenommen werden, und die Arbeiter in der Manufaktur
nennen denselben die Leiste (the
list).
Nun bleibt nichts anderes mehr uͤbrig, als die Platten vom Talge zu reinigen.
Dieß geschieht mittelst Kleien, und so wie sie gereinigt sind, kommen sie entweder
in starke hoͤlzerne Kisten, oder in Kisten aus Eisen-Blech, in welche
sie genau passen. Auf diese Weise ist nun die ganze Arbeit vollendet. Jede Kiste
enthaͤlt eine bestimmte Anzahl von Blech-Platten, und folgende Tabelle
zeigt die, verschiedene Groͤße aller in Groß-Britannien erzeugten
Zinn-Bleche nebst den Zeichen, unter welchen jede Art im Handel bekannt
ist.
Textabbildung Bd. 4, S. 460
Im Originale ist nicht angegeben ob das Pfunde, Lothe etc. sind. A. d.
Uebers.
Rahmen; Größe; Zeichen auf der Kiste
Current-Liste der Zinn-Bleche im Großen zu London im September
1817.
Textabbildung Bd. 4, S. 460
Sorten; Gewicht; Preise einer Kiste; zahl
Tafeln