| Titel: | Technologische Nachrichten über die Verfertigung der Nähnadeln; nebst Beschreibung des Polierwerkes und der Nadelschleife. |
| Fundstelle: | Band 5, Jahrgang 1821, Nr. VIII., S. 55 |
| Download: | XML |
VIII.
Technologische Nachrichten über die Verfertigung der Nähnadeln; nebst Beschreibung des Polierwerkes und der Nadelschleife.
Mit Abbildungen auf Tab. II.
Technologische Nachrichten über die Verfertigung der Nähnadeln, etc.
Die Verfertigung der Naͤhnadeln ist in den meisten
technologischen Schriften und selbst in Jacobsons technologischem
Woͤrterbuchs und in Poppe's technologischen Lexikon so oberflaͤchlich
beschrieben worden, daß ich hoffen darf, den Freunden der Technologie durch
Mittheilung ausfuͤhrlicherer Nachrichten einen Dienst zu erweisen.
Es giebt nicht leicht eine Fabrik, die das rohe Material in einen hoͤheren
Preis ausarbeiten kann, als die Naͤhnadel-Fabrik, welche ihre Waare in
der ganzen Welt absezt.
Deutschlands vorzuͤglichste Fabriken dieser Art sind izt zu
a) AachenVon dieser Fabrik findet man in dem
interessanten Werk: Voyage fait en 1813 et 1814 dans
les Pays entre Meuse et Rhin (a Paris
1818) P. 32 et 265. folgende
Nachrichten: J'ai suivi la manipulation des
aiguilles, qui passerent par soixante douze mains. Ici, ce sont des
ouvriers qui recuisent, etirent et arrondissent de grossiers cylindres
de fer, puis qui les trefilent en les passant graduellement dans les
trous inégaux d'une filière. La, d'autres artisans coupent
ce fil reduit a la grosseur qu' on veut donner aux aiguilles, en
morceaux de grandeur égale. On les recuit ensuite de nouveau, et
avec un poinçon on y forme le trou ou le chas. Plusieurs ouvriers
s'emparent encore de ces aiguilles imparfaites, jusqu'à ce que la
pointe étant amincie avec une lime, elles présentent
à peu près la forme de celles, qu'on voit dans le
commerce. Mais il faut encore les tremper et les polir; et la
première de ces opérations est la plus délicate.
C'est celle aussi où il nous est le plus difficile d'approcher
des Anglais. Le polissage est d'une exécution vraiment
surprenante. On faisait d'abord des rouleaux de 15000 aiguilles qu'on
liait fortement par les deux bouts, après les avoir
enveloppées dans un treillis garni de poudre d'emeri,
imbibée d'huile. On les roulait ainsi pendant vingt quatre
heures, sur une table de porphyre. Aujourd'hui l'on se sert d'une
machine, qui polit à la fois 600,000 aiguilles. Elles sont
disposées dans deux rouleaux, melées avec du sable
très-fin, ou de la sciure de bois, lorsqu'il s'agit de
donner le dernier poli, et enveloppées d'un treillis
épais. Un mouton à sonnettes, dont le moteur est une roue
hydraulique, met en action deux grillages qui roulent sans cesse les
aiguilles, et les pressent les unes contre les autres. Ce frottement,
répété pendant plusieurs heures, finit par leur
donner un poli éclatant.
. Hier werden folgende Sorten Nadeln verfertiget: Superfeine
englische Rund- und Langaugen Nr. 1–12, dergleichen a la Giec nach Pariser Art Nr. 1–7, dergleichen kurze dike Nr.
1–8. Lange Zajet- und Strumpfnadeln Nr. 1–4. Tatanne oder
kleine Stoppnadeln Nr. 00–8. Alle diese Sorten werden nach englischer Art
fein polirt und in violet englischem Papier versandt. Ferner gemeinere Sorten,
naͤmlich superfeine a Coupe Nr. AA–P in
violettem Papier. Dergleichen zweite Sorte Nr.
AA–P in blauem Papier. Vierekige Rund- und Langaugen Nr.
1–13. Lange Zajetten oder Strumpfnadeln AA–H. Kurze Strumpfnadeln N. 1–7. Serette und kleine
Stopfnadeln N. 1–8. Die Addresse der hiesigen Fabrikanten findet man in der
Gothaischen Handl. Zeit. vom J. 1787. S. 154. und in
Gaͤdikes Fabriken- und
Manufakturen-Addreßlexikon (2te Aufl.) S. 242.
Die Schleif- und Poliermaschinen werden vom Wasser getrieben.
Die erste Naͤhnadel-Fabrik ward vor 300 Jahren von einem Spanischen
Niederlaͤnder, Namens Wolter Wolmar zu Aachen angelegt, weshalb dieses
Fabrikat unter dem Namen »Spanischer Nadeln« ins Ausland
abgesezt ward. Seit 1631 ist auf Befehl des Senats der Name »Aachner
Nadeln« eingefuͤhrt worden. Der jaͤhrliche Verbrauch an
Eisendraht zu diesen Naͤhnadeln wird auf 300,000 Pfund geschaͤzt; die
Verarbeitung desselben beschaͤftigt mehr als 2000 Menschen. Der
jaͤhrliche Ertrag an Gelde fuͤr Aachen allein laͤßt sich auf
eine Million Franken (250,000 Rthlr.) anschlagen.
Ausser diesen besizt Preußen noch Naͤhnadelfabriken
a) zu Altena in der
Grafschaft Mark. Die hiesige Nadelfabriken liefern jaͤhrlich 60 Millionen
Naͤhnadeln am Werth 24,000 Thlr. und beschaͤftigen uͤber 140
Menschen. Ihre Werke werden vom Wasser getriebenS. Jaͤgerschmids Bemerkungen uͤber
einige metallische Fabriken der Grafschaft Mark. 8. Durlach 1788, und Eversmann
Nachricht von
den in den Laͤndern zwischen der Lahn und Lippe gelegenen,
metallischen und unmetallischen Werken. 4. Dortmund 1804..
b) Breslau. Die hiesige
Naͤhnadelfabrik, welche von Schwabach im Jahr 1770 hieher gekommen,
beschaͤftiget 80 Arbeiter, worunter 45 Weiber und Kinder, welche
jaͤhrlich 3350 Rthlr. Arbeitslohn verdienen, und im Jahr 1790 aus 49 1/3
Zentn. Draht 7,137,000 Stuͤk Nadeln verfertigen.
c) Iserlohn in Westphalen.
Die von Conrad Puͤtter gestiftete Naͤh- und
Knopfnadel-Fabrik hatte bis zu Errichtung der Nadel-Fabriken in Altena
einen weit staͤrkern Absaz; demungeachtet lieferte sie noch 1788. durch 179
Arbeiter und mit 3 Schauermuͤhlen bloß ins Ausland fuͤr 20,000 Rthlr.
und zahlte nur aus Ausland zuruͤk 3273 Rthlr. so daß fuͤrs Land 16,727
Rthlr. als reiner Gewinn anzusehen sind.
Das Kaiserthum Oesterreich
St. von Kreß
Darstellung des Fabriks- und Gewerbswesens im
oͤsterreichischen Kaiserstaat. 8. Wien. 1820. hat zu Wien,
Wienerisch-Neustadt, Nadelburg, Neunkirchen und Ebenfurth große
Nadelfabriken.
Auch das Koͤnigreich Baiern hat eine
betraͤchtliche Naͤhnadel-Fabrikazion in der Stadt Schwabach im
Rezat-Kreise.
Die Nadelfabriken, welche zuerst im Jahr 1633 aus der Reichsstadt Weissenburg hieher
gekommen, beschaͤftigten im Jahr 1792 bei 216 Meister und Wittwen, worunter
57 Verleger (deren Addressen und Zeichen von Gaͤdike a. a. O. S. 243. angegeben sind) und 153 Heimarbeiter, 174
Meistersfrauen, 102 Gesellen, 58 Lehrjungen, 321 Meisterskinder, 30
Meisterstoͤchter, 30 Schleifer, 80 Dienstmaͤgde zur hellen Arbeit und
Schoren, 200 Kinder ausser der Zunft zum Nadelbohren, uͤberhaupt 1205
Personen. Sie verarbeiteten im Jahr 1792. 750 Zentner Draht fuͤr 27,000 fl.
wovon sie 2/3 aus Altena in Westphalen, und 1/3 aus der Huͤttlingerischen
Fabrik beziehen, 8400 Ellen Zwillich aus Schwaben fuͤr 980 fl. 1050 Pfund
Schmiere fuͤr 385 fl. – 6300 Pfund Fett fuͤr 1260 fl. und
verfertigten in gedachtem J. 142,957,000 runde- und Schneidnadeln an Werth
95,304 2/3 fl. welche nach Frankreich, Italien und der Levante verschikt wurden. Es
werden hier alle bekannte Sorten von Naͤhnadeln, naͤmlich: 21 Sorten
von runden Naͤhnadeln, von Lit. A. bis S
inclusiv. alle moͤgliche Sorten von
Schneid- als Seegel- Einbind- und Matrazen-Nadeln, in
allem 15 Sorten der Groͤße nach mit 1 bis 15 mal A benennet, alle Sorten von Beutler- Kirschner-
Schuster- und Tapeten-Nadeln, allerlei Strik-Nadeln und
Strumpfwirkerstuͤhl-Nadeln. Das hiesige Nadlerhandwerk besizt eine
Schor- oder Poliermuͤhle in Schwabach mit 14 Schorbaͤnken, und
eine viertel Stunde unterhalb der Stadt die im Jahr 1780 erkaufte
Roͤßleinsmuͤhle mit 8 Schleifsteinen; der Nadelfabrikant Jacobi hat eine besondere Schleif- und
Schormuͤhle zu Penzendorf, eine Stunde von Schwabach.
Ausser Schwabach werden auch zu Monheim, Pappenheim, Weissenburg, Roͤglingen
und Kleinabenberg Naͤhnadeln verfertiget, und unter dem Namen:
»Schwabacher Nadeln« verkauft.
In England sind verschiedene Orte in Warwikshire ihrer
schoͤnen Nadeln wegen, im Rufe.
In Frankreich liefern diese Waare vorzuͤglich:
Aigle und Erponse in der Normandie. Bois amand bei Rugles. Bourg in Perche.
Francheville bei Verneuil. Herponnay und Inignette bei Rugles. Moreuil bei
Montdidier. Troyes und Nogent le roi in Champagne.
Die auswaͤrtigen Handelsleute ziehen die Nadeln, welche sie aus den Algier
Fabriken beduͤrfen, vor den Maͤrkten, die zu Rugles nicht weit von
Aigle gehalten werden. Paris insbesondere verbraucht von dieser Waare
ausserordentlich viel. Im Jahr 1810. bestanden in Frankreich 23
Naͤhnadelfabriken, welche 7500 Menschen beschaͤftigten, und
fuͤr 960,000 Franken Waaren lieferten. Jezt, da Aachen wieder von Frankreich
getrennt ist, duͤrfte diese Summe sich bedeutend vermindert haben.
Ich gehe nun zur Verfertigung der Naͤhnadeln uͤber, welche in den
deutschen Fabriken auf folgende Art geschiehet:
1.) Wird der Draht mit dem Kerbeisen nach den Nummern oder ABC
ausgekerbt.
2.) Wird die erste Sorte aufgemacht, und gezaͤhlt.
3.) Wird dieser Draht ausgestrekt oder mit der Hand gerad gemacht.
4.) Wird er in die Laͤnge zweier Nadeln nach einem Modell durch eine große an
einem Stok befestigte Scheere zugeschnitten.
5.) Von diesem geschnittenen Draht, welcher nun Schachten heißt, werden mehrere
hundert Stuͤk in einen eisernen Ring fest eingezwaͤngt.
6.) Im Feuer gluͤhend gemacht, und
7.) gluͤhend gerippelt, das ist, auf einem Heerd
mit einer Feuerzange hin und her gewaͤlzt.
8.) Tausendweis gezaͤhlt.
9.) Auf der unten beschriebenen Schleifmuͤhle, welche vom Wasser getrieben
wird, werden oben und unten an den Schachten runde oder ekige Spizen geschliffen,
welches bloß dadurch geschiehet, daß man ihnen auf den Schleifraͤdern
zwischen den Fingern eine andere Wendung gibt. Dieses geschiehet auch von einzelnen
Meistern auf dem Spizrade. Auf der Schleifmuͤhle kann bei
hinlaͤnglichem Wasser ein fertiger Nadelschleifer taͤglich 30,000
Nadeln schleifen, und damit von 2 1/2 kr. bis 3 kr. vom Tausend 1 fl. 15 kr. bis 1
fl. 30 kr. verdienen. Von
den kleinen werden immer 30–40 von den groͤßern 20–24 auf
einmal zwischen die Finger genommen.
10.) Wenn die Nadeln von der Schleif kommen, werden sie mit der Schrotscheere in der
Mitte durchschnitten.
11.) Hierauf wird der obere Theil, wo das Nadeloͤhr hinkommt, gepfloͤkt, d.i. mit einem Hammer etwas breit
geschlagen.
12.) Dann werden sie wieder in einen Ring gethan, und
13.) im Feuer gluͤhend gemacht.
14.) Nun werden sie auf einem Einschlagstok eingeschlagen, d.i. es wird auf einem
spizigen Stift, welcher in einem Schraubstok befestiget ist, ein spiziger Punkt
eingeschlagen, wohin das Nadeloͤhr kommen soll. Neben der Spize dieses Stifts
sind Widerlagen angebracht, welche genau das Mittel bestimmen, welches das
Nadeloͤhr bei der Auflage auf demselben haben muß.
15) Sodann werden die Loͤcher aus freier Hand mit kleinen spizigen oder langen
Meiseln, je nachdem die Sorte der Nadeln werden soll, vollends durchgeschlagen (ausgehakt) oder mit dem Nadelbohrer die runden Oehre
gebohrt. Beide Arbeiten werden gewoͤhnlich von Kindern verrichtet.
16.) Mit der Feile geweißt, d.i. man befeilt das Oehrende
mit einer krummen Feile, und gibt diesem Ende auf beiden Seiten des Kopfs mit der
naͤmlichen Feile einen Strich. Sie werden hierauf
17.) wieder in einen Ring gethan, und
18.) aus dem Feuer gluͤhend gerippelt;
19.) mit Leinoͤl eingeoͤlt, hernach
20.) in ein Stoßbrett gethan, und zusammen gestoßen,
21.) auf ein Brett gelegt, und mit Haͤrte, d.i. mit
Ochsenklauen und klein gestoßenen Eierschaalen bestreuet, hierauf
22.) in einem Scherben oder vierekigten Topf, welcher mit Thon verschnuͤrt und
auf Kohlen gesezt wird, so lang gegluͤhet, bis sie weis aussehen; alsdann
werden sie
23.) in einen Kuͤbel Wasser gesezt.
24.) Wenn sie dann bei dem Feuer in einer Pfanne abgetroknet worden sind, werden
sie
25.) wieder in ein Stoßbrett gethan und zusammen geglichen, hienach
26.) auf einem Tisch die krummen von den geraden abgesondert.
27.) Wieder in eine Pfanne gethan und auf dem Kohlfeuer mit Schmalz abgelassen,
28.) in einem Stoßbrett wieder zusammengestoßen,
29.) meinen Kasten in Tuͤcher gelegt, und Sand und Schmalz daran gethan,
dann
30.) zu einem Ballen eingedrehet, welcher
31.) gebunden,
32.) verstrikt, und
33.) auf die unten beschriebene Schormuͤhle oder Polierwerk gebracht wird.
Hier muß
34.) der Ballen fleisig umgewandt werden, damit derselbe nicht auf der einen Seite
besser, als auf der andern geschort (gescheuert) werde.
35.) In 12 oder 14 Stunden geschmalzen und
36.) wieder verstrikt werden. Dies wird
37.) nach 10 Stunden noch einmal und
38.) zwei Stunden, ehe er nach Hause getragen wird, zum lezten mal wiederholt.
39.) Nach diesem wird der Ballen aufgeschnitten, und die Nadeln werden
40.) in einem Faß gescheuert.
41.) Aus dem Faß kommen sie in eine Mulde, wo sie ausgeschwungen oder von der
Kleie abgesondert werden. Man stoͤßt sie sodann
43.) wieder zusammen. Hierauf werden die Arbeiten von 29 bis 43 wiederholt, welches
schon
57.) Arbeiten sind. Dann werden die naͤmlichen 14 Geschaͤfte wieder
– aber anstatt des Sandes bloß mit Schmalz vorgenommen, welches
71.) Arbeiten sind. Hierauf werden diese Geschaͤfte noch ein mal aber anstatt
des Schmalzes bloß mit Kleien wiederholet, welches mithin
85.) Arbeiten ausmachen. Hierauf werden die Nadeln
86.) wieder zusammengestoßen und in papierene Kaͤstchen gethan.
87.) Die Sorten wieder ausgelesen,
88.) angeglichen,
89.) die spizigen ausgesucht, daß keine stumpfe darunter sind.
90.) Hernach werden die Spizen brauniret, d.i. zugeschliffen.
91.) Zulezt hundertweiß gezaͤhlt, die Hunderte mit Zeichen versehen, und auf
Tausende verpakt.
Da die Naͤhnadeln demnach 91 mal durch die Haͤnde passiren
muͤssen, so wuͤrde es nicht moͤglich seyn, sie im Durchschnitte
das Tausend fuͤr einen Gulden zu verkaufen, wenn solches nicht durch die
Theilung der verschiedenen Arbeiten und durch die Beihilfe von Kinderhaͤnden
und Maschinen moͤglich gemacht wuͤrde.
Ich beschließe diese Nachrichten mit einer Erklaͤrung der anliegenden
Abbildungen des Schor- oder Polierwerks und der Nadelschleife, wovon weder in
Beyers
Theatro machinarum molarium noch in sonst einem
mechanischen oder technologischen Werke eine Abbildung oder Beschreibung enthalten
ist.
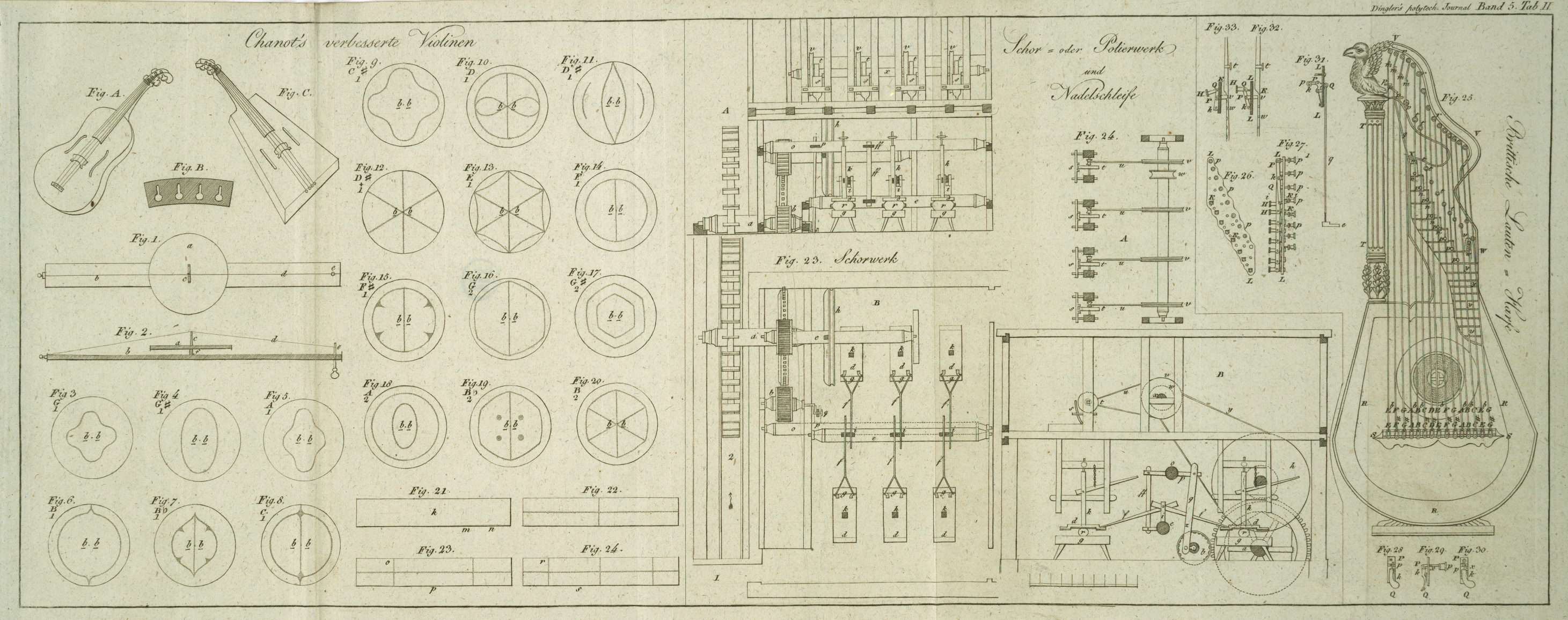
Fig. 23.
Tab. II. Abbildung des Schor- oder Polierwerks.
A. Durchschnitt.
B. Grundriß desselben.
1. Der Lauf des Wassers.
2. Die Schußrinne auf das Wasserrad.
aaa) Das Wasserrad, das Kammrad und die Welle.
b) Der Trilling an dem Kammrad mit dem Kurbelzapfen zu
dem Polierwerk.
o) Die Welle mit der Hauptscheere p welche durch die Hauptstange q von dem
Kurbelzapfen getrieben wird, und dadurch die Welle e mit
denen Scheeren oder Doken i in Bewegung sezt, durch die
Stange ff, welche in der Welle o in einer Scheere ff
angemacht ist, daß also die obern Baͤnke d mit
ihren Schubstangen f gezogen werden, worunter der Ballen
r auf der Bank g
lieget.
Fig. 24. A. Abbildung des Schleifwerks.
ss) Die Brusteisen vor den Schleifsteinen, welche
zur Sicherheit der Schleifer, damit diese nicht durch die manchmal zerspringende
Steine beschaͤdiget werden, dienen.
tttt) Die Schleifsteine.
uuuu) Die Riemen von den Steinen auf die
Scheiben
vvvv) welche an der Welle x angemacht sind.
w) Die Stolle, welche durch die Hauptscheibe h und den Riemen g getrieben
wird, die in der Welle c der mittlere Trilling auf dem
Kammrad treibet.
B. Durchschnitt eines mit einander verbundenen
Schleifwerks in der obern- und eines Polierwerks in der untern Etage.
Tafeln