| Titel: | Verbesserte Methode, metallne Röhren und Cylinder mittelst Anwendung einer Maschine zu verfertigen, worauf Joh. Hague in Great-Pearl-street, Spitalfields, Middlesex am 29. Jäner 1822 sich ein Patent ertheilen ließ. |
| Fundstelle: | Band 11, Jahrgang 1823, Nr. XXIV., S. 177 |
| Download: | XML |
XXIV.
Verbesserte Methode, metallne Röhren und Cylinder
mittelst Anwendung einer Maschine zu verfertigen, worauf Joh. Hague in Great-Pearl-street,
Spitalfields, Middlesex am 29. Jäner 1822 sich ein Patent ertheilen ließ.
Aus dem London Journal of Arts. N. 26. S.
76.
Mit Abbildungen auf Tab.
IV.
Hague's verbesserte Methode, metallne Röhren zu
verfertigen.
Diese Verbesserung besteht in einer Methode,
Metall-Roͤhren zu gießen, indem man das Metall in einem
walzenfoͤrmigen Model treibt, der innewendig mit einem Kerne versehen ist.
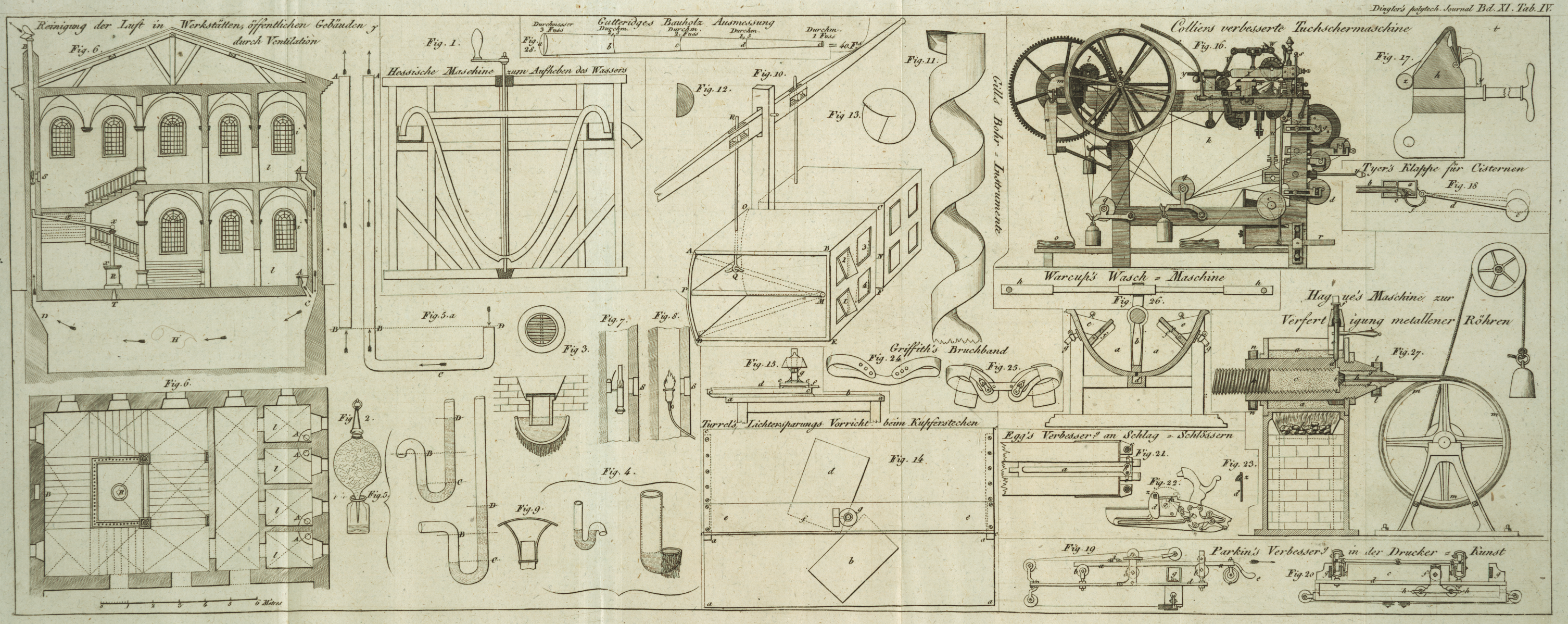
Fig. 27
zeigt einen Durchschnitt dieser Vorrichtung; a, ist ein
Trog oder eine Pfanne, in welchem das Metall geschmolzen wird; b, der Ofen oder Feuerherd unter demselben; c, ein hohler Stiefel, der mit dem fluͤssigen
Metalle gefuͤllt werden muß, was durch die Oeffnung d geschieht. Wenn dieser Stiefel, c,
gefuͤllt ist, wird der Zapfen, e, durch die
Schraube, f, niedergedruͤkt; g, ist der Model, der den Kern enthaͤlt. Solcher
Kerne muß man mehrere von verschiedener Dike im Vorrathe besizen, die dann in das
Ende des metallnen Stiefels eingeschraubt werden, um Roͤhren von
verschiedenem Durchmesser aus derselben Maschine zu erhalten. h ist ein solcher eiserner oder staͤhlerner Kern, der mit der
Hoͤhlung des Models an dem kegelfoͤrmigen Theile, i, verbunden, und mit Furchen an diesem Theile versehen
ist, um das geschmolzene Metall durchzulassen. Dieser wichtige Theil ist jedoch in
der Erklaͤrung des Patentes nicht naͤher beschrieben.
Wenn der Stiefel mit geschmolzenem Metalle gefuͤllt ist, wird der
Schrauben-Staͤmpel, k, durch irgend eine
schikliche mechanische Kraft vorwaͤrts geschoben, und dadurch das
geschmolzene Metall durch den engen Raum zwischen dem Model g, und dem Kerne h durchgepreßt. An dem Ende
des Models befindet sich eine Buͤchse, l, mit
kaltem Wasser, um das Metall, so wie es durch den Model durchging, erstarren zu
machen, so daß, wie der Schrauben-Staͤmpel vorruͤkt, das in den
Model gedruͤkte fluͤssige Metall den bereits gebildeten Theil der
Roͤhre fortstoͤßt, der dann auf dem Cylinder oder aus der Trommel, m, aufgewunden wird.
Wenn das Metall von der Art ist, daß es sich biegen laͤßt, so wird das Ende
der Roͤhre an der Peripherie der Trommel, und ein Seil an dem Bloke der Achse
befestigt, das uͤber eine Rolle laͤuft, und mit einem Gewichte an
seinem untersten Ende versehen ist: auf diese Weise windet sich die Roͤhre,
so wie sie gegossen ist, um die Trommel. Auch an dem Hintertheile des
Schrauben-Staͤmpels befindet sich eine Buͤchse, n, die mit kaltem Wasser gefuͤllt wird, um das
Metall erstarren zu machen, und zu hindern, daß es zwischen den
Schraubengaͤngen durchschwizt. Auf diese Weise werden sehr gute
Metall-Roͤhren leicht gegossen.
Tafeln