| Titel: | Verbesserte Bereitung hölzerner Hohl-Maße in Frankreich. |
| Fundstelle: | Band 14, Jahrgang 1824, Nr. LXXV., S. 297 |
| Download: | XML |
LXXV.
Verbesserte Bereitung hölzerner Hohl-Maße
in Frankreich.
Aus dem Dictionnaire
technologique, in Hrn. Gill's technical Repository. Mai. 1824. S.
314.
Mit Abbildungen auf Tab.
VII.
Verbesserte Bereitung hölzerner Hohl-Maße in
Frankreich.
Um zu zeigen, welche Fortschritte die Boͤttcherkunst
seit der gesezlichen Einfuͤhrung neuer Maße gemacht hat, muͤssen wir
die Art und Weise erklaͤren, wie ehevor die hoͤlzernen Maße verfertigt
wurden.
Ehevor kauften die Maß-Fabrikanten die Maße roh aus
Eichen-Buchen- oder Wallnußholz gearbeitet in der Champagne. Das Holz
wurde zuvoͤrderst in duͤnne Brettchen gesaͤgt und mit dem Hobel
geschlichtet, dann in Wasser gesotten, und mittelst einer eigenen hierzu
verfertigten Maschine gebogen, noch waͤhrend es warm war.
Das auf diese Weise zubereitete Holz wurde an den Kanten mit dem
Boͤttcher-Messer geebnet. Hierauf wurden die Enden innenwendig und
auswendig zusammen genagelt, so daß dieser Theil doppelte Dike bekam, und dann
innenwendig an dem Maße eine kreisfoͤrmige Furche gezogen, in welche der
Boden eingezogen wurde. Lezteres geschah mittelst eines eigenen Werkzeuges, dessen
Blatt man nach Umstaͤnden verlaͤngern und verkuͤrzen
konnte.
Um den Boden zu bilden, zeichnete der Arbeiter auf einem Brette einen Kreis, dessen
Durchmesser gleich jenem der Furche in dem Hohlmaße war. Alle außer dem Kreise
gelegenen Theile schnitt er weg, rundete die Kanten des Bodens mit dem Hobel zu,
brachte den Boden in das Hohlmaß und trieb ihn in die Furche ein, unter welcher er
ihn mit Naͤgeln befestigte. Außen um das Hohlmaß ward ein eicherner Reif
angelegt. Hierauf schnitt er eiserne Baͤnder zu, die er unter rechten Winkeln
kreuzweise auf den Boden uͤber einander nagelte, und legte oben an der oberen
und unten an der unteren Kante einen eisernen Reisen an: zwischen beiden Reifen
wurden Streifen von Eisenblech in Ziz-Zag aufgenagelt, und das Hohlmaß war
fertig.
Da die neuen Hohlmaße in Frankreich vollkommen cylindrisch werden mußten mit
kreisfoͤrmigen Basen was bei den alten Maßen nicht der Fall war (indem die
beiden Enden einander bedeutend uͤbersprangen, und eine Art von Spirale
bildeten, die nach innen eine Dike von drei Millimeters betraͤgt), so ist es
offenbar, daß man mit den alten Maßen nicht mehr messen konnte, und auch nach dem
Geseze, nicht messen durfte.
Um nun diese Maße vollkommen cylindrisch zu verfertigen, wie es das Gesez befiehlt,
habe ich dieselben auf folgende Weise gearbeitet. Um z.B. ein Hohlmaß von 1 Litre zu
verfertigen (und was von dem Litre gilt, gilt von jedem anderen Maße) schneide ich
ein Brett 4 Millimeter dik zu, gebe ihm 123 Millimeter 3 CentimeterSo heißt es im Orig. Es sollte vielleicht Centimes heißen.A. d. Ueb. in der Breite, naͤmlich 2 Centimeter mehr als die innere Hoͤhe
des Litres; und 340m, 7c Laͤnge, naͤmlich eine seinem Umfange gleiche
Laͤnge, dessen Durchmesser 108,3, die Dimension des Litres mehr 6
Centimentern betraͤgt, welche das kleine Brett halten muß: in Allem, 400 M.
Ich lasse es in der Mitte 4 M. Pik, und gegen die Enden hin unmerklich bis auf 3. M.
sich verduͤnnen.
Die Furche zur Aufnahme des Bodens hoble ich, noch waͤhrend das Brett flach
ist, mit einem eigens dazu verfertigten Hobel aus, indem dieß so leichter geschieht,
als wenn dasselbe bereits im Kreise gebogen ist. Die Furche bringe ich in einer
Hoͤhe von 17 M. an, und richte den Boden, der 3 M. dik seyn muß, so vor, daß,
da die Dike der Furche und des Bodens 20 M. betraͤgt, die Hoͤhe des
Maßes 103,3 wird, wie es vorgeschrieben ist.
Nachdem Alles auf diese Weise vorbereitet, und das Holz in heißem Wasser lang genug
geweicht wurde, um sich leicht biegen zu lassen, befestige ich dasselbe an einem
Ende auf dem Cylinder meiner Maschine (Fig. 20) und drehe dann
die Kurbel langsam, damit das Holz durch die Kraft des anderen Cylinders B gezwungen wird, sich an die Oberflaͤche des
ersteren anzuschmiegen.
Nachdem ich an das andere Ende des Holzes gekommen bin, befestige ich beide Enden auf
einander, und ziehe von dem Cylinder den hoͤlzernen Reifen ab, der das Maß zu
bilden hat; zuerst jedoch nehme ich die Eisenstange, o,
weg, durch welche es an einem Ende an dem Cylinder befestigt war, und halte es
mittelst einer hoͤlzernen Klammer, ADE,
(Fig. 21)
in seiner Form, worauf ich den beweglichen Cylinder gehoͤrig befestige, und
die Kreisform dieses Reifens mittelst zweier falschen Boden, Fig. 23, erhalte, deren
jeder genau von dem vorgeschriebenen Durchmesser ist. In dieser Lage lasse ich das
Holz troknen, und bringe die Eisenstange, o, wieder an
dem Cylinder A an, um die vorige Operation wieder an
einem neuen Maße vorzunehmen.
Nachdem der Reifen hinlaͤnglich troken geworden ist, bringe ich denselben auf
einen Model, d.i., auf einen Cylinder von hartem Holze, der 103 M., 3 C. im
Durchmesser und in der Hoͤhe haͤlt; Fig. 24. Dieser Model hat
an seinem unteren Ende eine Basis, deren Durchmesser um 4 Centimeter groͤßer,
und deren Hoͤhe um ein Decimeter geringer ist, als das Maß, damit man es
desto leichter hin und der bewegen kann. Der Reifen wird so auf den Model gesezt,
daß die untere Kante desselben und die Basis einander genau beruͤhren, und
ersterer wird auf dem Cylinder mittelst 2, 5 oder 4 gegliederten eisernen Reifen
gehoͤrig befestigt, (Fig. 26) nachdem
vorlaͤufig der Boden in der zu seiner Aufnahme bestimmten Furche eingesezt
wurde; dieser Boden kommt oben auf dem Model zu liegen, waͤhrend die andere
Kante des Reifens in vollkommenster Beruͤhrung mit der oberen
Oberflaͤche der Basis bleibt. Nachdem Alles so vorgerichtet ist, wird auf die
Verbindung das duͤnne Holzstuͤk (Fig. 27), das nach der
Form des Cylinders gebogen ist, aufgezogen, und Naͤgel werden in den Reifen
von der convexen Seite aus eingetrieben, damit die beiden Enden nicht mehr von
einander weichen koͤnnen. Zwei Furchen, EF
und GH, (Fig. 24) sind in dem
Model angebracht, und dienen zur Aufnahme der Spizen dieser Nagel, und zur
Erleichterung der Abnahme des Reifens. Hierauf werden hoͤlzerne Reifen auf
dem Maße angebracht, dasselbe wird von dem Model abgehoben, und die Spizen der
Naͤgel werden nach innenwendig vernietet. Auf diese Weise ist es dann fertig, und blechet die
regelmaͤßigste und genaueste Form dar. Zu allen diesen Vortheilen kommt noch
die Leichtigkeit in der Arbeit. Ist das Caliber und die Hoͤhe einmahl mit
Genauigkeit bestimmt, so bedarf es keiner weiteren Messung mehr; man schneidet das
Holz mechanisch fort, biegt es, befestigt es, und ist sicher seinen Zwek zu
erreichen.
Um dem Maße mehr Festigkeit zu geben, wird es oben und unten mit Reifen von
Birkenholz umfangen: der obere Reifen ist 4 Millimeter dik und 4 Centimeter breit;
der untere ist um zwei Centimeter breiter, und traͤgt sehr viel zur
Verstaͤrkung jenes Theiles bei, um welchen die Furche in der Naͤhe des
Bodens laͤuft. Da diese beiden Reifen außen liegen, so kommt es nicht darauf
an, ob die beiden Enden uͤber einander liegen, und eine doppelte Dike bilden,
oder nicht, da es sich lediglich darum handelt, daß die Genauigkeit des inneren
Raumes dabei nicht leidet.
Wenn es noͤthig ist, so kann das Maß auch noch durch Eisen verstaͤrkt
werden, und dann wird das uͤberfluͤßige Holz weggenommen,
Eisenbaͤnder werden an der Stille desselben eingelegt, und diese auf das Holz
aufgenagelt.
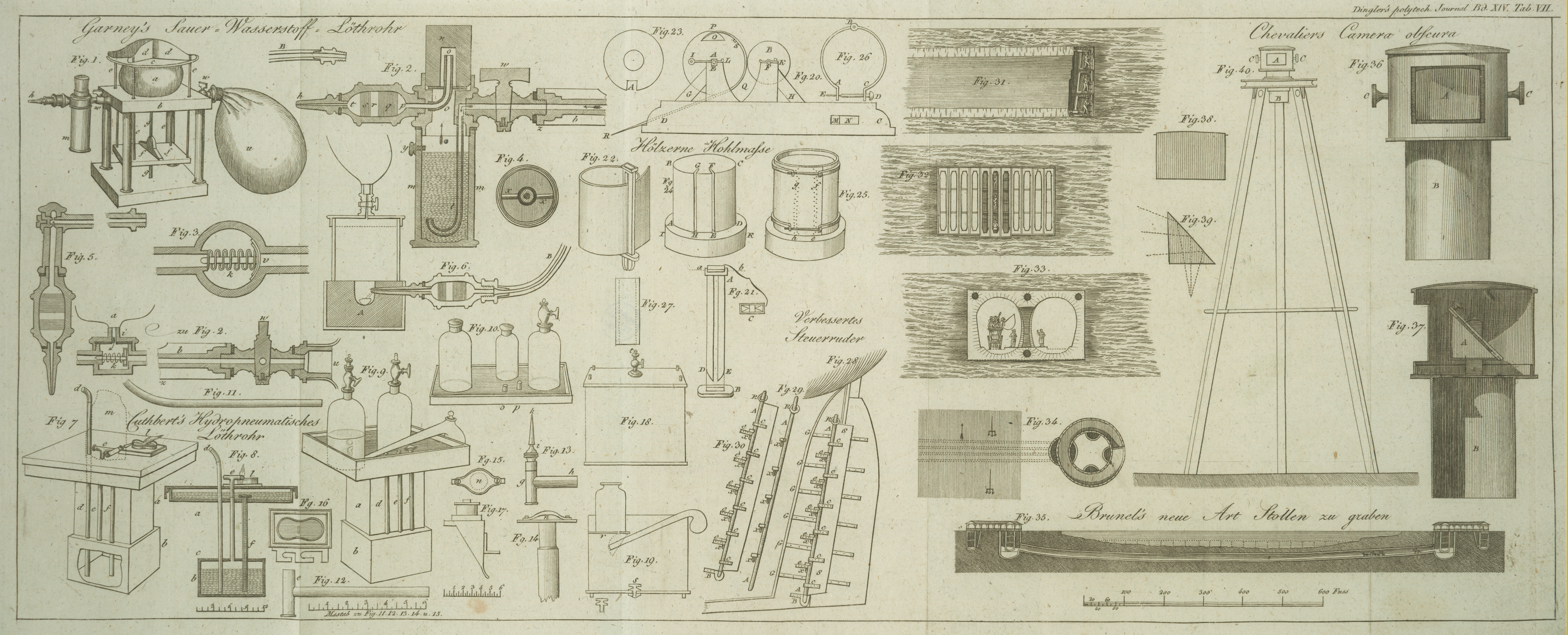
Erklaͤrung der Figuren20bis27.
Fig. 20 zeigt
die Maschine zur gleichfoͤrmigen Beugung des Holzes von vorne. Der Cylinder
kann, nach dem erforderlichen Maße, dessen Durchmesser er mit der groͤßten
Genauigkeit haben muß, nach Belieben gewechselt werden, und man braucht so viele
verschiedene Cylinder, als man verschiedene Maße verfertigen will. Der zweite
Cylinder, B, wird nie gewechselt. Diese beiden Cylinder,
A und B, ruhen auf der
festen Basis, DCEFGH; es ist jedoch zu bemerken,
daß jeder Cylinder auf einem besonderen Gestelle aufgezogen werden muß. Das Gestell
EGDC ist lediglich fuͤr den Cylinder
A allein bestimmt. Das zweite Gestell, FH, traͤgt den Cylinder B. Dieses zweite Gestell, FH, schiebt sich in dem Piedestale DC.
Bei M sieht man eine Oeffnung, oder einen Einschnitt,
N, um den Cylinder B
weiter von dem Mittelpunkte des Cylinders A entfernen
oder demselben naͤher ruͤken zu koͤnnen, je nachdem lezterer
groͤßer oder
kleiner ist. Der Cylinder B wird mittelst doppelter
Keilen in dem Ausschnitte, N, festgehalten. Dieselbe
Vorrichtung findet sich auch an der gegenuͤberstehenden Seite. Die Zapfen der
Cylinder laufen in Lagern, welche von LK bedekt
werden, die sich oben auf den senkrechten Stuͤzen, EF, befinden.
Der Griff, J, ist an dem Ende der Achse des Cylinders A befestigt, welcher auf einem unbeweglichen Gestelle
zur groͤßeren Befestigung angebracht ist. Das Stuͤk Eisen, o, ist an der Außenseite zugerundet, und erstrekt sich
nach der ganzen Laͤnge des Cylinders hin. Es ist seiner ganzen Laͤnge
nach mit einer Menge von Spizen besezt, damit das Ende des Brettchens, aus welchem
das Maß verfertigt werden soll, dadurch gehoͤrig festgehalten wird. Das
Brettchen, PQR, wird zwischen den zwei Cylindern
stark zusammen gedruͤkt, so daß es sich stets an dem Cylinder A anlegt.
Nachdem man den Griff, I, gedreht hat, bedekt das Ende
R des Brettchens den Theil P in mehreren Centimetern; vielleicht bis gegen S hin; und hier werden die beiden Enden des Brettchens mir drei bis vier
Naͤgeln befestigt, welche mit ihren Spizen in die kleine Furche S fallen, die in dem Cylinder parallel mit seiner Achse
angebracht ist, und die Naͤgel vor dem Eingreifen in denselben sichert, was
die Abnahme des Reifens von demselben hindern wuͤrde. Nachdem dieß geschehen
ist, wird der Cylinder von seiner Stuͤze abgenommen; das Stuͤk Eisen,
o, wird herausgezogen, und mit diesem zugleich das
Maß, welches ich, solang es noch keinen Boden hat, Trommel (tambour) nenne; und diese Trommel wird von den Spizen des Eisens, o, abgezogen.
Fig. 21
stellt eine hoͤlzerne Klammer vor, die entweder aus Nußbaum- oder aus
Eichenholz verfertigt ist. Sie besteht aus zwei Schenkeln, D und E, und aus einem kleinen
Mittelstuͤke, welches die beiden vorigen in einer Entfernung, die der
doppelten Dike des Brettchens gleich ist, von einander haͤlt. Ein eiserner
Ring, A, haͤlt die ganze Vorrichtung fest. c zeigt diese Klammer im Durchschnitte nach der Linie
ab. Die beiden Enden der Klammer DE treten in den Ring B ein, damit sie nicht von einander weichen koͤnnen: auf diese Weise vermag sie die
Trommel fest zu halten.
Fig. 22 zeigt
die Trommel von dem Cylinder abgenommen, und durch die Klammer Fig. 21 in Form eines
Reifens festgehalten.
Fig. 23 zeigt
den falschen Boden aus Eichen- oder Nußbaumholz und 2 Centimeter dik. Ein
solcher kommt auf jedes Ende der Trommel (Fig. 22). Diese falschen
Boden haben genau die Groͤße des Maßes, so daß das Holz bei dem Troknen
nichts verlieren kann. A stellt eine Furche vor, in
welche die Klammer, Fig. 21, zu stehen kommt. Diese falschen Boden werden so lang an ihrem
Plaze in der Trommel gelassen, bis diese vollkommen troken ist. Man muß also deren
mehrere im Vorrathe haben, indem man fuͤr jede Trommel sogar zwei derselben
bedarf.
Fig. 24. Der
Cylinder ABCD, der als Model fuͤr das Maß
gebraucht wird. Seine Hoͤhe ist AB, und
sein Durchmesser BC ist, nach dem Geseze, der
Hoͤhe gleich. IK ist eine dichte Basis, und
EF, GH, sind Furchen zur Aufnahme der Spize
der Naͤgel.
Fig. 25. Wenn
das Holz troken geworden ist, hat die Trommel ihre Form in aller Genauigkeit
angenommen. Die beiden Enden derselben, wo sie an einander stoßen, oder sich
uͤber einander legen, werden, nachdem sie zuerst auf dem Cylinder A mit Naͤgeln uͤber einander befestigt
wurden, nun an einander geschlossen, und mit eisernen Reifen, welche mit Schrauben
und Angeln versehen sind, Fig. 26, fest auf dem
Model aufgebunden. In Fig. 25 sind zugleich
durch punctirte Linien die zwei Furchen in dem Model, ef, gh, angedeutet, um die Lage derselben zu zeigen, wenn das Maß auf dem
Model sich befindet. Wenn dieses, wie oben angegeben wurde, genau auf den Model
gestellt, und mit den zwei Schraubenreifen befestigt ist, muß es umgekehrt, und der
obere Theil vollkommen genau auf die kreisfoͤrmige Basis des Models aufgepaßt
werden, und die Furche zur Aufnahme des Bodens des Maßes wird rings umher
uͤber dem oberen Ende des Models, wie zeigt, zum Vorscheine kommen.
Fig. 26 ist
ein eiserner Reifen mit einem Gelenke bei B. Der eine
Arm C hat ein rundes Loch zur Aufnahme des
Koͤrpers der Schraube, in welchem diese frei sich drehen kann,
waͤhrend an dem anderen Ende des Armes A eine
weibliche Schraube sich befindet. DE ist die
Schraube in ihrer gehoͤrigen Lage. Da es zuweilen geschieht, daß die beiden
Enden der Trommel, obschon sie nahe aneinander gepaßt sind, einen Winkel bilden so
gibt man ihnen ihre kreisformige Form auf folgende Weise. Das kleine Brettchen, Fig. 27, wird
auf die Zusammenfuͤgung aufgelegt, ohne mit Naͤgeln befestigt zu
werden; man bringt zwischen den beiden an jedem Ende des Cylinders bereits
befestigten Reifen noch zwei oder drei andere an, und druͤkt sie dadurch fest
zusammen. Man muß jedoch dafuͤr sorgen, daß die Gelenke dieser Reifen auf
jene Seite zu liegen kommen, wo die Schrauben der beiden ersteren stehen. Hierauf
wird das Brettchen oder die Tromel in der Naͤhe dieser Reifen festgenagelt,
und diese werden der Laͤnge der Trommel nach aufgeschoben, um noch Mehrere
Naͤgel einzuschlagen, bis endlich die ganze Trommel genagelt ist. Ehe dieß
jedoch geschehen kann muß die Trommel geoͤffnet und der Boden in die
dafuͤr bestimmte Furche eingesezt werden, so daß er oben auf dem Model zu
ruhen koͤmmt. Nun wird der hoͤlzerne Reifen, der innenwendigWhich is placed in the interior
. Es muß aber offenbar beissen: außen.A. d. Ueb. eingelegt wird, unter der Furche an dem Boͤden des Maßes
gehoͤrig angebracht, und haͤlt dann Alles zusammen. Die
aͤußeren Reifen Werden endlich abkommen, und das Maß wird von dem Model
abgehoben: die Naͤgel werden innenwendig vernietet, und die Arbeit ist
fertig. Wenn man das Maß mit Eisen binden will, so muß das Holz abgenommen und das
Eisen dafuͤr aufgelegt werden. L.
Tafeln