| Titel: | Ueber einige Instrumente zur Uhrmacherei, von der Erfindung des Hrn. A. L. Ballet, Uhrmachers zu Paris, rue du Marché-aux Poirées. N. 16. |
| Fundstelle: | Band 18, Jahrgang 1825, Nr. LI., S. 273 |
| Download: | XML |
LI.
Ueber einige Instrumente zur Uhrmacherei, von der
Erfindung des Hrn. A. L. Ballet,
Uhrmachers zu Paris, rue du
Marché-aux Poirées. N.
16.
Aus dem Mercure technologique. Mai. 1825. S. 169.
Juni. S. 269.
Mit Abbildungen auf Tab.
VI.
Vallet, uͤber einige Instrumente zur
Uhrmacherei.
Gegenwaͤrtigen Erfindungen schenkte der unsterbliche Abraham Bréquet seinen vollen Beifall. Hr. Vallet, der
kein Geheimnißkraͤmer ist, ließ die Herausgeber des Mercure technologique diese Maschinen abzeichnen, und folgende
Beschreibung derselben bekannt machen.
1) Untersaz, um die Triebstoͤke vollkommen
zuzurunden.
Nachdem die Uhrmacher einen Triebstok vollkommen ausgearbeitet (estlanqué) und zugerundet haben, haͤrten
sie denselben, und lassen ihn blau herauskommen (le
reviennent bleu). Bei dem Haͤrten und Wiederanlassen wirft sich die
Achse des Triebstokes gewoͤhnlich, und hoͤrt auf, auf den beiden
Spizen, auf welchen sie abgedreht wurde, rund zu seyn. Der Arbeiter wird dann
gezwungen, mit der Feile die Spize auf die Seite zu bringen, wenn die Abweichung
gering ist, und die Dike der Spindel es gestattet. Im entgegengesezten Falle bessert
er die Spindel mit dem Schneide-Hammer auf einem vollkommen ebenen, kleinen Amboße
aus, indem er in die Hoͤhlung klopft, um diesen Theil zu verlaͤngern;
oder, was noch besser ist, er legt eine sehr feine Feile in den Schraubstok, so daß
sie mit ihrer gehauenen Seite oben auf kommt. Hierauf legt er die hohle Seite der
Spindel auf diese gehauene Veite, und schlaͤgt mit dem Kopfe eines kleinen
vollkommen ebenen Hammers auf die entgegengesezte Seite. Die seinen und dicht
stehenden Einschnitte der Feile wirken als eben so viele kleine Meißel oder
Schneidehaͤmmer, und die Spindel wird dadurch schneller und
regelmaͤßiger ausgebessert.
Wenn dieß geschehen ist, dreht der Arbeiter die Spizen zu, dreht dann die Spindel,
und polirt sie, wie auch die Fluͤgel des Triebstokes.
Man findet bei den Kaufleuten, die mit Theilen der Uhren handeln, ganz fertige und
polirte Triebstoͤke von verschiedener Laͤnge und Zahl der
Blaͤtter, die man leicht den gewoͤhnlichen Uhren anpassen kann. Diese
Triebstoͤke sind aber selten rund, und muͤssen gut gepruͤft
werden, ehe man sie einsezt, um die Fehler zu verbessern, wenn welche da sind, oder
sich zu uͤberzeugen, daß keine vorhanden sind. Hierzu taugt folgendes
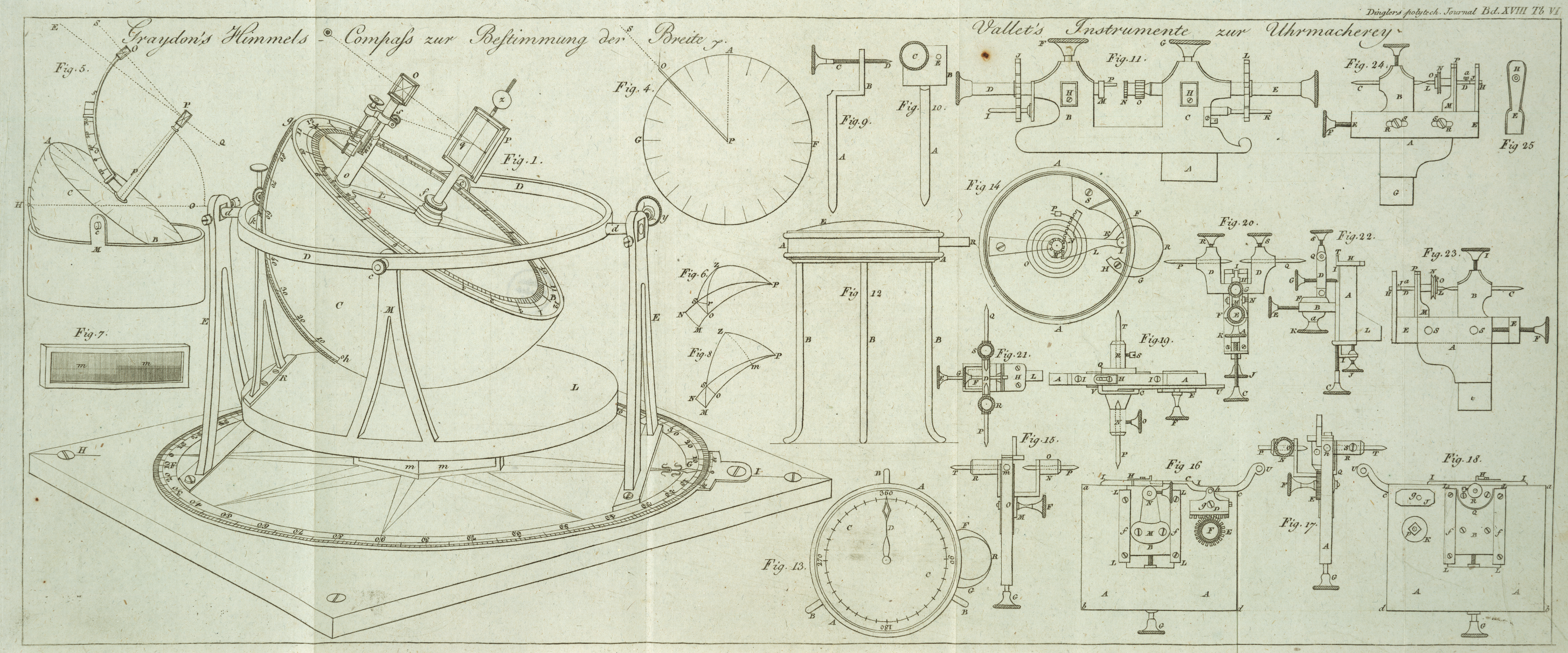
Instrument, welches Fig. 9. im Profil, Fig. 10. von vorne
darstellt: dieselben Buchstaben bezeichnen dieselben Gegenstaͤnde.
Das Instrument ist nichts anderes, als ein Untersaz einer Polir-Drehebank. Die Spindel, A, paßt in den
Haͤlter des Untersazes, den wir fuͤr uͤberfluͤßig halten
hier zu beschreiben. Sie wird durch die Schraube des Untersaz-Haͤlters auf
der gehoͤrigen Hoͤhe erhalten. Die Tafel, B, ist unter einem rechten Winkel geneigt, auf dem oberen Theile der
Spindel, A, aufgenietet, und naͤhert sich den
Spizen der Drehebank so ziemlich nahe. Sie ist von mehreren Loͤchern, E, E, E, durchbohrt, die innenwendig denselben
Schraubengang zur Aufnahme der Schraube, C,
fuͤhren, welche man, indem man sie an ihrem geraͤndelten Kopfe
mittelst des Zeigefingers und Daumens faßt, an einem schiklichen Puncte
einfuͤhrt. Diese Schraube, die so wie die uͤbrigen Theile der Maschine
aus Messing ist, endet sich bei D, in eine Spize. Der
Arbeiter waͤhlt eines von den Loͤchern, E,
welches ihm am bequemsten scheint. Dieses Instrument ist in natuͤrlicher
Groͤße dargestellt, und wird auf folgende Weise angewendet.
Nachdem der Arbeiter ein Schrauben-Kuͤpferchen (cuivrot
à vis) auf einer der Spindeln des Triebstokes befestigt bat, bringt
er dasselbe zwischen die beiden Spizen der Drehebank, und laͤßt ihn langsam
mittelst eines Bogens aus Roßhaar laufen, den er leicht zwischen seinen Fingern
haͤlt. Er schiebt nach und nach die Schraube so weit vor, daß die Spize die
Fluͤgel des Triebstokes streift. Wenn diese Spize nicht alle Fluͤgel
gleich beruͤhrt, so gibt er einen sehr leichten Stoß mit der Feile auf die Spize der
Spindel des Triebstokes gegen das Ende des Durchmessers, welcher dem Zahne, der
beruͤhrt, gegenuͤbersteht, um die Spize gegen jenen Zahn hinzubringen,
wo sich der Fluͤgel befindet, der allein beruͤhrt. Ist die Spindel
falsch geworden, so verbessert er sie durch die angezeigten Mittel.
Die Uhrmacher haben sich bisher eines aͤhnlichen Mittels bedient, welches aber
nicht so sicher ist. Sie nehmen eine kupferne Spize, z.B., eine große Steknadel,
stuͤzen sie auf den Haͤlter der Drehebank, und naͤhern die
Spize der Fluͤgel des Triebstokes; da es aber hier nicht moͤglich ist
den Abstand auf eine unwandelbare Weise zu fixiren, so reicht diese Methode nicht
hin, um mit Genauigkeit zu arbeiten. Der selige Bréquet hatte große Freude an dieser kleinen Maschine.
„Es ist nichts um dieses Instrument.“ sagte er,
„allein es beweiset auf eine unlaͤugbare Art das Talent des
Kuͤnstlers, der die Nichtigkeit dieses festen Punctes erkannte; ich werde
es benuͤzen, und in meinen Werkstaͤtten ausfuͤhren
lassen.“
2) Neue Methode, die Zapfen
abzurunden.
Daß eine gute Drehebank zum Abrunden der Zapfen eines der kostbarsten Instrumente in
unseren Tagen ist, wo die Uhrmacherkunst so ungeheuere Fortschritte gemacht
hat,Das Chronometer des Hrn. R. Widenham, East-street,
Red-Lionsquare, welches von der Admiralitaͤt nach jahrlanger
Pruͤfung auf der Sternwarte zu Greenwich den Preis von 300 Pfund
Sterl. erhielt, wich, in einem ganzen Jahre, nur um 1 80/400 Secunde in
ihrem Gange ab. Fruͤher erhielt Hr. Harrison fuͤr sein Chronometer von der Regierung nicht
weniger als 10,000 Pfund, A. d. Ueb. ist ein, leuchtend. Die in den Docken zur Aufnahme der Spizen befindlichen
Loͤcher muͤssen einander auf das vollkommenste gegenuͤber, und
vollkommen in gerader Linie seyn; so daß, wenn man eine Spize aus einer Puppe in die
andere bringen wollte, dieß eben so leicht geschehen koͤnnte, als wenn diese
Loͤcher nur die Fortsezung eines und desselben Cylinders waren. Ferner muß
noch jener Theil der Spize der Drehebank, der das Ende der Achse aufnimmt, welches
demjenigen Ende gegenuͤbersteht, das den Zapfen traͤgt, auf welchem
man arbeiten muß, in
vollkommen gerader Linie mit der kleinen Kerbe stehen, die an dem Ende der anderen
Spize parallel mit der Achse dieser Spize angebracht ist: denn, wenn dieß nicht
waͤre, wuͤrde entweder der Zapfen bei dem Fuße abgeschnitten, oder er
wuͤrde kegelfoͤrmig, oder er bricht, waͤhrend er gedreht
wird.
Hr. Vallet hat allen diesen Schwierigkeiten durch folgende
Drehebank abgeholfen, die in Fig. 11. von vorne
dargestellt, und an dem Fuße, A, in dem Schraubstoke
befestigt ist. Die beiden Docken, B, und G, sind von den gewoͤhnlichen
Drehebank-Zapfendocken in nichts unterschieden. Sie fuͤhren die zwei Spizen,
D, und E, die mittelst
der Schrauben, F, und G,
welche sich auf die Lager, HH, stuͤzen, wie
an den gewoͤhnlichen Drehebaͤnken, in der gehoͤrigen Lage
befestigt sind. Jede Docke fuͤhrt eine Spindel, I,
K, deren Nuzen man alsogleich einsehen wird. Jede Spize der Drehebank ist
mit einer Art Rad, LL, versehen, welches in 12
große Zaͤhne getheilt ist, und die beiden Spindeln, J,
K, passen genau in den leeren Raum, welcher zwischen zwei und zwei Zahnen
uͤbrig bleibt, um die Spize der Drehebank genau so zu befestigen, daß sie
sich nicht drehen kann, waͤhrend die obere Schraube, F, und G, sie weder vor- noch
ruͤkwaͤrts laͤßt.
Die Spize D, endet sich innen in der Drehebank, in eine
staͤhlerne Scheibe, M, die mittelst einer starken
Schraube auf dem Ende dieser Spize befestigt ist. Diese Scheibe, M, ist gegen das Ende eines seiner Durchmesser mit einem
Loche versehen. Dieses Loch ist vollkommen walzenfoͤrmig und parallel mit der
Achse, und nimmt eine Spize, P, auf, die zur Bezeichnung
der correspondirenden Loͤcher in der Scheibe, N,
dient, von welcher wir alsogleich sprechen werden, und die endlich eines der Enden
der Achse stuͤzt, an deren anderem Ende sich der Zapfen befindet, den man
abrunden will.
Der Stift, P, paßt als Cylinder sehr genau in das Loch
der Scheibe, M; der aͤußere Theil desselben ist
kegelfoͤrmig, und sehr fein zugespizt. Er ist gehaͤrtet, und wird nach
dem Haͤrten, und nachdem man ihn blau anlaufen ließ, gehoͤrig
gestellt. Nachdem er auf der Scheibe, N, zur Bezeichnung
der 12 Loͤcher gedient hat, von welchen wir sogleich sprechen werden, feilt man seine Spize
leicht zu, und sticht im Mittel-Puncte ein kleines seichtes Loch ein, welches in der
Folge zur Aufnahme des Endes der Achse des Stuͤkes dient, das an seinem
anderen Ende den Zapfen traͤgt, den man zurunden will.
Die andere Spize, E, traͤgt zwischen den beiden
Puppen zwei Stuͤke, N, O. Der Theil der Spize,
welcher von den zwei Stuͤken, N, und O, verfielt ist, ist walzenfoͤrmig zugedreht, wie
ein Zapfen, der kleiner ist, als die Spize, jedoch dik genug, um ein Schraubenloch
und eine starke Schraube aufzunehmen. Die Scheibe, O,
ist ein Aermel, der die Art Zapfen, von welchem wir so eben sprachen,
gaͤnzlich bedekt. Die Scheibe N, hat nur ein Loch
von der Groͤße der schraube, die alles befestigt, und deren Kopf in der Dike
der Scheibe selbst versenkt ist; denn dieser koͤnnte hinderlich fallen, wenn
er unter gewissen Umstaͤnden hervorragte.
Die Scheibe, N, hat, in ihrem Umfange, zwoͤlf
groͤßere oder kleinere, mehr oder minder tiefe, Einschnitte nach der Dike der
Zapfen, die man zurunden will. Diese Einschnitte, muͤssen sehr
sorgfaͤltig verfertigt werden, sehr genau mit der Achse der Spize parallel
laufen, und vollkommene Halbkreise bilden.
Um diese Einschnitte genau der Spindel, P, gegen
uͤber zu bringen, muß man sich erinnern, daß dieselbe vollkommen spizig ist.
Die Spize, D, greift in die Spindel, I, mittelst eines Zahnes des Rades, J, ein; die Spindel, E,
greift gleichfalls mittelst eines Zahnes des Rades, L,
in die Spindel, k, ein. Man schlaͤgt auf den Kopf
der Spindel, D, deren Drukschraube, F, nicht angezogen ist, und bestimmt einen Punct auf der
Scheibe, N. Man dreht das Rad, L, und auf diese Weise dreht sich die Spize, E, um ein Zwoͤlftel; man bezeichnet hierauf einen anderen Punct, u.s.f.
bis alle zwoͤlf Puncte bezeichnet sind. Man sticht bei jedem Puncte ein koch
genau parallel mit der Achse mittelst Bohrer, die mit der Dike der Zapfen, die man
zurunden will, im Verhaͤltnisse stehen. Nachdem diese Loͤcher gemacht
sind, feilt man die Scheibe, N, in Facetten, so daß man
die Haͤlfte des Cylinders wegnimmt, welchen dieses Loch bildet, so zwar, daß die
Flaͤche dieser Facette senkrecht auf die senkrechte Flaͤche steht, die
durch die Achse der Spize liefe, und daß der Einschnitt, welchen das aufgedekte Loch
bildet, diese Facette in zwei gleiche Theile theilt. Man wird einsehen, wie viele
Aufmerksamkeit nothwendig ist, um dieß gehoͤrig auszufuͤhren.
Die Scheibe, 0, ist in Facetten gefeilt, welche mit der Achse der Spize parallel
laufen; sie hat deren zwoͤlf, die desto wehr oder minder von dieser Achse
abstehen, je mehr der Zapfen, vor welchem sie sich befinden, feiner oder
groͤber werden muß. Die Mitte jeder dieser Facetten muß mit der Mitte des
Einschnittes correspondiren, vor welcher sich dieselbe befindet. Die Facetten sind
bestimmt, die Zapfen-Feile oder den Polir-Stahl zu halten, die sich auf dieselbe
vollkommen stuͤzen muͤssen, so daß die Feile parallel mit der Achse
laͤuft, wenn der Einstich vollendet ist, der folglich vollkommen
walzenfoͤrmig seyn muß.
3) Neuer Zapfen-Zirkel.
Hr. Berthoud hat in seinem gelehrten Versuche uͤber
die Uhrmacherkunst (Essai sur l'horlogerie) erwiesen,
wie nothwendig es bei Maschinen ist, durch welche die Zeit bemessen werden soll, die
Dike der Zapfen so in denselben zu vertheilen, daß die Raͤder, die sich am
schnellsten drehen muͤssen, die duͤnnsten Zapfen bekommen. Er hat die
Regeln festgestellt, nach welchen man zuerst die Dike der Zapfen der Hemmung, und
nach und nach die aller uͤbrigen Raͤder, die mehr und mehr von dieser
entfernt stehen, bestimmt, und die desto diker werden, je weiter sie sich davon
entfernen. Dieser gelehrte Uhrmacher hat hierzu ein Instrument vorgeschlagen, mit
welchem man aber nicht zufrieden war, und das man aufgegeben hat.
Hr. Vallet, uͤberzeugt von der Wichtigkeit eines
solchen Instrumentes, hat einen neuen Versuch gewagt, der ihm vollkommen gelungen
ist. Fig. 12.
zeigt dieses Instrument in natuͤrlicher Groͤße und im Aufrisse; Fig. 13. zeigt
es im Vogelperspektive; Fig. 14. zeigt den
inneren Bau desselben. Dieselben Buchstaben bezeichnen dieselben Gegenstaͤnde
in allen drei Figuren.
Die Maschine gleicht einem Uhrgehaͤuse, AA,
das auf drei Fuͤßen, BBB, steht, damit man
mit aller Bequemlichkeit an demselben arbeiten kann. Der innere Bau dieser Maschine
ist mit einem Zifferblatte, C, bedekt, welches, in
Decimale, in 360 Theile getheilt, von einem sehr leichten. Zeiger, D, durchlaufen wird, der die Oeffnung des Zirkels
andeutet. Dieses Blatt ist mit einem Glase, wie ein Uhrglas, bedekt: E. An der Seite bemerkt man zwei Kreisbogen, F und G, welche die Arme des
Zirkels bilden, aus polirtem Stahle sind, und sich nicht ehe entfernen, als bis
irgend ein Koͤrper dazwischen kommt. Das Instrument ist so empfindlich, daß
ein Haar die beiden Arme entfernen kann, und der Zeiger zeigt alsogleich die Dike
des Haares auf dem Zifferblatte.
Dieses Instrument ist so eingerichtet, daß, wenn man den beweglichen Arm nur um drei
Linien des alten koͤnigl. Fußes entfernt, der Zeiger das ganze Zifferblatt
umlaͤuft. Es wird folglich eine Linie in 120 mathematisch gleiche Theile
getheilt.
In Fig. 14.,
welche den Mechanismus dieser Maschine zeigt, nachdem man das Zifferblatt abnahm,
ist ein Arm des Zirkels, G, in dem Gehaͤuse
mittelst einer Schraube, H, und zwei Fuͤßen
befestigt. Der andere Arm, F, ist beweglich. Er hat
innerhalb des Gehaͤuses einen Hebelarm, k, dessen
Mittelpunct der Bewegung sich in I, befindet. Dieser
Hebelarm ist auf einer senkrechten Achse aufgenietet, die sich auf zwei
sorgfaͤltig gearbeiteten Zapfen bewegt, die in dem Lager und in der
Bruͤte S, laufen. Dieselbe Achse fuͤhrt
einen Rechen, L, dessen Zahne, N, in die Fluͤgel eines Triebstokes, M,
eingreifen, dessen Zapfen gleichfalls von zwei Bruͤken getragen werden. Einer
dieser Zapfen erhebt sich uͤber das Zifferblatt, und fuͤhrt die Nadel,
D. Eine Spiral-Feder, O,
die stark genug ist, um den ganzen Mechanismus auf seine vorige Stelle
zuruͤkzufuͤhren, ist mit einem Ende an einer Zwinge befestigt, die von
dem Triebstoke, M, getragen wird, und stekt mit dem
anderen in einer Ringschraube, P. Alles ist so geordnet,
daß, wenn die beiden Arme des Kreises sich beruͤhren, der Zeiger auf 360
steht. Um nun die Dike des Zapfens kennen zu lernen, bringt man denselben zwischen die
beiden Anne des Kreises bei dem Puncte, R, und
verduͤnnt denselben so lang, bis der Weiser den Punct zeigt, auf welchem man
stehen bleiben muß.
Hr. Bréquet hat diese Instrumente bei der
Ausstellung im J. 1823 sehr gelobt.
Lange schon haben die Arbeiter, die sich mit der Cylinder-Hemmung
beschaͤftigen, Werkzeuge gewuͤnscht, mit welchen sie bei Verfertigung
der Cylinder-Raͤder sicher und genau arbeiten koͤnnten. Man
vervollkommnete den Cylinder, und dachte weniger auf das Rad. Man begnuͤgte
sich mit den Instrumenten des beruͤhmten Ferd. Berthoud, und vernachlaͤßigte die Bedingungen, die die
verschiedenen Theile des Zahnes eines Rades erfordern, der mit dem Cylinder in
vollkommenen Einklange stehen muß. Hr. Ballet bemerkte
1), daß die schiefe Flache eines jeden Zahnes an jedem vollkommen gleich seyn muß,
damit die Hebungen immer dieselben bleiben; 2) daß die Zaͤhne immer
vollkommen gleich lang seyn muͤssen, damit die Faͤlle immer dieselben
bleiben; daß 3) der Hintertheil eines jeden Zahnes eine schiefe Flache seyn muß,
damit jeder Zahn an der Spize dieselbe Dike bekommt, und folglich auf den beiden
Flaͤchen des Cylinders dieselbe Reibung erzeugt, die uͤberall gleich
seyn muß; daß endlich 4) die kleinen Saͤulen, welche die Zaͤhne
tragen, alle gleich und gehoͤrig geglaͤttet seyn muͤssen, so
daß der Cylinder nie, in keinem Falle, sie erreichen kann, wodurch die
hoͤchste Unregelmaͤßigkeit im Gange der Uhr entstuͤnde.Nichts ist in dem gesammten Fabrik- und Gewerbswesen wichtiger, als das
Fabrikwesen der Instrumente, mittelst welcher man Maschinen verfertigen,
oder in den Gang bringen kann: diesem allein haben die Fabriken und
Manufacturen in England ihre Riesengroͤße zu danken, mit welcher sie
die Industrie eines jeden anderen Volkes erdruͤken. Wenn wir auch
ihre Maschinen zu uns heruͤber schwaͤrzen, so koͤnnen
wir doch von denselben nicht den Gebrauch machen, dessen sie sich erfreuen,
weil es uns sogar noch an Kuͤnstlern fehlt, die die Theile dieser
Maschinen ausbessern koͤnnen, wenn sie in Unordnung gerathen, was
nothwendig fruͤher oder spaͤter geschehen muß. Woher kam es,
das unser Friedberg, das einst durch seine Uhrmacher so bluͤhend war,
jezt zum
beinahe leblosen Landstadtchen herabgesunken ist? – Weil seine
Uhrmacher nicht so klug waren, wie die Schweizer: und zumahl die
Genfer-Uhrmacher; weil sie nicht fabrikmaͤßig, wie diese arbeiteten;
ihre Arbeiten nicht zu vertheilen und nicht die dazu nothwendigen
Instrumente sich zu verfertigen wußten. Doch wo haͤtten sie dieß
lernen sollen? Zu Alten-Oetting, wohin die Friedberger Uhrmacher eine
Opfertafel gegen die schlechten Zeiten gestiftet haben. A. d. Ueb.
Zur Verfertigung der Cylinder-Raͤder nach diesen Grundsaͤzen hat nun
Hr. Vallet folgende Werkzeuge erfunden:
1. Werkzeug, um den Cylinder-Raͤdern gleiche Neigung zu geben. Fig. 1, 2, 3, 4, 5. Tab. VI.
Fig. 15.
zeigt das Werkzeug im Aufrisse und im Profile von der Seite a, b, der Fig. 2.
Fig. 16.
stellt dasselbe von vorne und von jener Seite dar, an welcher der Arbeiter sich
waͤhrend der Arbeit befindet.
Fig. 17. ist
Aufriß und Profil dieses Werkzeuges von der Seite, c, d,
gesehen.
Fig. 18.
zeigt dasselbe von der dem Arbeiter gegenuͤberstehenden Seite.
Fig. 19. ist
dasselbe von oben herab, im Vogel-Perspektive gesehen.
Dieselben Buchstaben bezeichnen in allen Figuren dieselben Gegenstaͤnde.
Das ganze Instrument ist aus Kupfer mit Ausnahme einiger Stuͤke, die aus Stahl
sind, und die wir angeben werden.
Das Gehaͤuse, AA, ist beinahe vierekig, und
mit einer Oeffnung, LLLL, versehen, in welcher
sich ein Stuͤk von derselben Form bewegt, und von derselben Dike, wie das
Gehaͤuse; es ist jedoch nicht so lang, als der Einschnitt, damit es sich
leicht auf und nieder bewegen kann, wenn es von der Stellschraube, G, hierzu veranlaßt wird. Die vier Stahlbaͤnder,
f, f, f, f, von welchen zwei vorne und zwei
ruͤkwaͤrts, jede mittelst 2 Schrauben, an diesem Instrumente befestigt
sind, bilden den Falz, in welchem sich der Schlitten, B,
bewegt. Dieser Schlitten hat einen Steg, an dessen Ende eine Doke, N, aufgenietet ist, die eine kleine Drehspize, P, aufnimmt, welche man mittelst der Drukschraube, O, an dem gehoͤrigen Puncte befestigt. Der Steg
ist auf dem Schlitten mittelst zweier Drukschrauben und eines Fußes oder zweier
Fuͤße befestigt.
Der Schlitten, B, hat auf seiner anderen Flache (Fig. 11, 12 und 13.) eine
Platte, Q, auf welcher eine andere Doke, R, aufgeschraubt ist, die die Spize, T, aufnimmt, welche man mittelst der Drukschraube, 8,
befestigt. Es ist kaum noͤthig zu bemerken, daß die beiden Spizen, P, und T, einander
vollkommen gegen uͤber stehen muͤssen, wie wir im ersten Theile dieses
Aufsazes bei der Drehebank zum Abrunden der Zapfen bemerkten, und daß man an dem
Ende einer jeden Spize ein kleines, nicht gar tiefes, Loch zur Aufnahme der Enden
der beiden Zapfen des Cylinder-Rades anbringen muß.
Das Gehaͤuse, AA, fuͤhrt einen
Zahnstok, D, und ein Rad E,
welches in denselben eingreift. Unter dem Zahnstoke D,
befindet sich der Laͤnge nach eine horizontale Oeffnung, in welche ein
rechtwinkeliges, an dem Zahnstoke angenietetes, Stil genau paßt. Das Ganze wird
mittelst einer Schraube, g, befestigt, welche 1) durch
eine Stahlplatte laͤuft, die man vorne an dem Zahnstoke sieht; 2) durch den
Zahnstok und durch das rechtwinkelige Stuͤk; 3) durch eine andere Platte aus
Stahl, J, (Fig. 12.), welche als
Schraubenmutter dient. Auf diese Weise wird der Zahnstok einer
Uebertragungs-Bewegung von der Rechten zur Linken faͤhig, je nachdem das
eingreifende Rad, E, welches man durch den Zapfen, F, in Bewegung sezt, dieselbe veranlaͤßt.
Der Rahmen des Zahnstokes traͤgt an seinem oberen Theile ein
staͤhlernes Stuͤk, CU, welches Hr.
Vallet den Sporn nennt: es dreht sich um die Schraube
h, im Kreise um. Dieses Stuͤk sieht so aus,
wie es in der Figur gezeichnet ist, und verduͤnnt sich an jenem Theile,
welcher den Drehespizen nahe steht, von C, aus, wie die
punctirten Linien zeigen. Dieser Sporn laͤuft zwischen zwei gut
gehaͤrteten Stuͤken Stahl, deren eines, II, auf der Dike des Gehaͤuses, AA, mittelst zwei Schrauben, das andere, V, in
Form eines Steges auf dem erstem gleichfalls mittelst zwei Schrauben befestigt
ist.
Ueber dem Stuͤke II findet sich ein kleines
staͤhlernes Stuͤk H, mit einer kleinen
emporgehobenen Ferse, wie Fig. 10 zeigt. Dieses
Stuͤk fuͤhrt ein laͤngliches Loch, Fig. 19, und ist mittelst
einer Schraube befestigt. Man kann es, nach Belieben, vor- oder
ruͤkwaͤrts schieben, und zwar mittelst eines Stiftes, den man in dem
Loche gewahr wird, und der es hindert, sich umzudrehen. Dieses Stuͤk dient
zum Zuruͤkhalten der Feile, welche, wenn sie frei waͤre, den Zahn
verdorben koͤnnte, der zunaͤchst auf denjenigen folgt, an welchem sie
arbeitet.
Dieses Werkzeug wird auf die Drehebank mit den gewoͤhnlichen Spizen gebracht.
Die Spizen dieser Drehebank stechen in die Loͤcher m und n, die man in den beiden Profils (Fig. 9 und 11) sieht. Die
beiden Loͤcher muͤssen an den beiden Enden einer geraden Linie
angebracht seyn, die mit der obern Flaͤche des Gehaͤuses a, c parallel laͤuft.
Dieses Instrument wird nun auf folgende Weise angewendet. Man stuͤzt den
Finger auf den Schweif U, des Spornes, um diesen zu
heben, nachdem man das Instrument auf die Drehebank gebracht hat. Man sezt hierauf
das Cylinder-Rad auf die beiden Spizen PT, und
naͤhert die vordere Flache desselben so, daß sie den Schlitten B leicht beruͤhrt, den man dann in die
Hoͤhe hebt, damit das Rad einen groͤßern Theil seines Umfanges auf
denselben stuͤzt, und besser gehalten wird. Dann laͤßt man den Sporn
so hervor oder zuruͤktreten, daß er den Zahn haͤlt und mehr oder
minder hebt, um die Flache mehr oder minder schief zu bilden. Nachdem endlich alles
so vorgerichtet ist, feilt man das ganze Stuͤk ab, welches zwischen den
Stuͤken I und V
hervorsteht, und geht, ohne etwas zu verruͤken, außer dem Sporne, den man aus
dem Zahne aushebt, auf welchem man so eben arbeitete, und den man unter dem
folgenden einsezt, auf den folgenden Zahn uͤber. Auf diese Weise kann man
vollkommen sicher seyn, daß alle Zaͤhne dieselbe Neigung bekommen werden.
2. Werkzeug zu doppeltem Gebrauche: 1) um die Zaͤhne oder Haͤmmer alle gleich lang zu
machen; 2) dem Hintertheile des Zahns die
gehoͤrige Neigung zu geben. Fig. 20, 21, 22.
Auch dieses Instrument ist, mit Ausnahme einiger Stuͤke aus Stahl, aus
Kupfer.
Die Figg. 20,
21, 22 zeigen
dasselbe in natuͤrlicher Groͤße, und in drei verschiedenen Lagen.
Fig. 20.
stellt es so dar, daß man die kleine Drehebank von vorne sieht.
Fig. 21.
zeigt es im Vogel-Perspektive, wie es, bereit zur Arbeit, im Schraubstoke ist.
Fig. 22.
zeigt es im Schraubstoke von vorne, so wie es waͤhrend der Arbeit vor dem
Arbeiter steht.
Dieselben Buchstaben zeigen dieselben Gegenstaͤnde in diesen drei Figuren.
Das Gehaͤuse A, zeigt an seinem untern Theile
einen senk rechten Spalt, in welchem ein Schlitten B,
sich schiebt, der mittelst der Stellschraube C, auf- und
niedergeschoben werden kann.
Der Theil B, des Schlittens fuͤhrt einen
horizontalen Spalt, in welchem ein anderer Schlitten F,
mittelst der Stellschraube E, sich vor- und
ruͤkwaͤrts schieben, und dadurch dem Gehaͤuse A, sich naͤhern oder von demselben sich entfernen
laͤßt. Er wird auf dem gehoͤrigen Punkte durch die Schraubenmutter k befestiget, welche das Stuͤk a gegen den unteren Theil des Schlittens B druͤkt, indem er das Stuͤk F, anzieht, welches sich auf den obern Theil desselben
Stuͤks B, stuͤzt. Der obere Theil des
Schlittens F, bildet eine Gabel M, welche den Zapfen M, aufnimmt, der einen
Theil der kleinen Drehebank DD, ausmacht.
Diese Drehebank DD, hat zwei Doken und zwei
staͤhlerne Spizen PQ, die so, wie an der
ebenen beschriebenen kleinen Drehebank eingerichtet sind. Die Drukschrauben RS, dienen zu ihrer Befestigung. Die Schraube G, die sich gegen das Gehaͤuse des Instrumentes
stuͤzt, naͤhert und entfernt die Spizen desselben nach
Umstaͤnden.
Das Gehaͤuse ist auf einem diken Stuͤke Stahles H, ach gezogen, welches mit einer Ferse T,
Fig. 22,
versehen ist. Dieses Stuͤk ist gut gehaͤrtet und mittelst zweier
starken Schrauben Fig. 21. auf dem Gehaͤuse befestigt. Man sieht, Fig. 20, daß dieses
Stuͤk H, eingeschnitten ist, um in diesem
Einschnitte die Zaͤhne eines Nahes durchlaufen zu lassen, und eine kleine
staͤhlerne Stuͤze II, (Fig. 22), die man durch
die Stellschraube J, bewegen kann. Auf dieser kleinen
Stuͤze ruht der Zahn des Rades waͤhrend der Arbeit.
Um nun 1) dem Hintertheile des Zahnes die gehoͤrige
Neigung zu geben, stelle man das Rad auf die Spizen der kleinen Drehebank,
DD, in gehoͤriger Richtung, so daß sein
Feld durch den Einschnitt I, durchlaͤuft, damit,
indem der Zahn mit seiner Ferse auf die kleine Stuͤze I, sich stuͤzt, das Rad das Hintertheil des Zahnes gegen die obere
Flaͤche des Stahlstuͤkes H, kehrt, d.h.,
es muß die durch das vorige Werkzeug (Fig. 15–19.) gebildete
schiefe Flaͤche auf der kleinen Stuͤze I,
ruhen. Dann hebt man mittelst der Stellschraube C, die
Drehebank, und neigt sie mittelst der Schraube G, auf
den gehoͤrigen Punkt.
Nachdem dieß geschehen ist, untersucht man den Hammer, dessen Spize am wenigsten
Oberflaͤche darbietet, hebt das Rad bis die, von der Stahlplatte H, geleitete Feile diese Oberflaͤche erreicht,
und macht auf diese Weise, indem man nach und nach alle Zahne durchlaufen
laͤßt, diese Spize uͤberall gleich dik, und das Hintertheil aller
dieser Zaͤhne wird gleich geneigt seyn.
Um 2) den Haͤmmern gleiche Laͤnge zu geben,
sezt man das Cylinder-Rad auf die kleine Drehebank zwischen die beiden Spizen P, Q, aber in umgekehrter Richtung verglichen mit jener
in Nr. 1. Man entfernt die Drehebank, DD, mittelst
der Schraube G, so, daß der Zahn mit seiner Ferse auf
der kleinen Stuͤze I, aufliegt, die Spize aber in
der Luft haͤlt. Dann laͤßt man nach und nach, die Drehebank mehr oder
minder oͤffnend, alle Zahne durchlaufen, bis man den kuͤrzesten
gefunden hat, der auf der obern Oberflaͤche des Stahlstuͤkes H, hinstreift. Nachdem man diesen Punkt gefunden hat,
laͤßt man nach und nach jeden Zahn uͤber dieselbe Stuͤze I, laufen, und feilt alles ab, was uͤber das
Stuͤk H, hinausragt. Auf diese Weise ist man
sicher, daß alle Hammer gleiche Hoͤhe haben. Die Feile konnte, bei dieser
Arbeit, nicht uͤber das Rad hinfahren, indem sie von der Hervorstehenden
Ferse T, zuruͤkgehalten wurde.
3. Werkzeug zur Politur der Gaͤulen der
Cylinder-Raͤder. Fig. 23. 24. 25.
Dieses Werkzeug ist, wie die vorigen, von Kupfer, und in natuͤrlicher
Groͤße dargestellt. Dieselben Buchstaben bezeichnen dieselben
Gegenstaͤnde in allen drei Figuren.
Fig. 23.
zeigt das Instrument im Aufrisse, mit seinem Fuße G, auf
dem Schraubstoke und von der Seite des Arbeiters her gesehen.
Fig. 24.
zeigt dasselbe von der entgegengesezten Seite, um die Stellung und den Nuzen der
Stuͤze mit dem Schlitten E, E, darzustellen, die
Fig. 25.
von vorne, d.h., wenn man das Instrument von dem Ende H,
aus in Fig.
23. ansieht, weiset.
Dieses Instrument ist eine kleine freie Drehebank, deren Gehaͤuse den
Koͤrper derselben A, den Fuß G, die Doke B, mit der
staͤhlernen Spize C, welche leztere man mittelst
der Schraube I, auf dem gehoͤrigen Punkte
befestigt, und die zweite Doke M, zur Aufnahme des
Halsstuͤkes der Achse HL, faßt.
Diese zweite Doke oder die Brille M, besteht aus zwei
Stuͤken, deren eines M, aus Kupfer, aus Einem
Staͤke mit dem uͤbrigen Gehaͤuse ist; das andere P, ist aus Stahl, und mittelst zweier Schrauben auf dem
kupfernen Stuͤke M, befestiget.
Die Stuͤze des Schlittens, EE, H, ist auf dem Gehaͤuft des
Instrumentes mittelst der beiden in das Gehaͤuse eingeschraubten Schrauben
SS, befestigt. Diese beiden Schrauben laufen
frei, und ohne einzugreifen in zwei laͤnglichen Loͤchen RR, damit ihre Vorderflaͤche, HE, Fig. 25., die sich unter
einem rechten Winkel gegen die Brille M, kehrt, sich von
derselben leicht entfernen, und eben so leicht derselben sich naͤhern kann,
was mittelst der Stellschraube F, geschieht, nachdem man
die Schrauben SS, nachließ, die man wieder
anzieht, wann der Schlitten in Hinsicht auf das Rad, welches man bearbeiten will,
auf den gehoͤrigen Punkt gekommen ist.
Es ist uͤberfluͤssig zu bemerken, daß die Loͤcher in der Doke
B, in der Brille M, in
der Stahlplatte P, und in dem Kopfe des Schlittens E, E, gegen den Punkt H, in
einer vollkommen geraden
Linie, die senkrecht auf die Flaͤche von M, ist,
sich befinden muͤssen.
Die Achse der Drehebank ist aus gehaͤrtetem Stahle; sie erstrekt sich
eigentlich bloß von dem Punkte J, bis auf die Spize L, die in einem Loche am Ende der Spize C, aufgenommen wird. Diese Achse ist an jenem Theile,
der durch die Platte P, laͤuft,
kegelfoͤrmig; der ganzen uͤbrigen Laͤnge nach aber
walzenfoͤrmig, obschon von verschiedenem Durchmesser. Sie ist, einem großen
Theile ihrer Laͤnge nach, von dem Punkte J,
angerechnet, walzenfoͤrmig durchbohrt. Man hat einen Vorrath
walzenfoͤrmiger Spindeln, die mit ihrem Schafte genau in das
walzenfoͤrmige Loch der Achse passen, und darin mittelst der Drukschraube, a,
befestigt sind. Ein kupfernes Huͤtchen N,
befindet sich auf dem Ende des Baumes L, und wird durch
die Drukschraube O, befestiget.
Man arbeitet mit dieser Maschine auf folgende Weise. Van legt das Cylinder-Rad platt
auf die Vorderseite der Stuͤze des Schlittens bei H, neben der Spindel. Man zieht die Stuͤze mittelst der
Stellschraube F, zuruͤk oder schiebt sie vor, bis
die Basis des Cylinders, welche die Spindel bildet, gerade unter den Zahn kommt,
damit unter dem Zahne nicht der mindeste Vorsprung oder die mindeste Ungleichheit
bleibt, und dieser Zahn vollkommen flach oben auf der kleinen Saͤule
aufliegt, die sie bildet. Nachdem das Instrument auf diese Art vorgerichtet ist,
bringt man einen Geigenbogen auf das Huͤtchen, und dreht die Spindel mit
einer Hand, waͤhrend man mit der andern das Rad so leitet, daß sowohl die
kleine Saͤule als die Oeffnung, die unter dem Zahne oder Hammer die Form
eines U, hat, gehoͤrig ausgebildet wird.
Es ist kein Zweifel, daß man auf diese Weise die Cylinder-Raͤder eben so
leicht als vollkommen zurichten kann. Hr. Vallet
verfertigt auf diese Weise Cylinder-Uhren, die als Chronometer gelten
koͤnnten. Ein Taubstummer, der junge Alavoine, verfertigte die schoͤne
Cylinder-Uhr, die bei der Ausstellung im J. 1823 vorgezeigt wurde.
Tafeln