| Titel: | Verbesserte Methode, verfeinerten, oder sogenannten Guß-Stahl zu machen; worauf Joh. Thompson, Pembroke-Place, Pimlico und London-Steel-Works, Thames-Bank, Chelsea, am 9. Decemb. 1824 sich ein Patent ertheilen ließ. |
| Fundstelle: | Band 18, Jahrgang 1825, Nr. LVII., S. 320 |
| Download: | XML |
LVII.
Verbesserte Methode, verfeinerten, oder
sogenannten Guß-Stahl zu machen; worauf Joh. Thompson, Pembroke-Place, Pimlico und
London-Steel-Works, Thames-Bank, Chelsea, am 9.
Decemb. 1824 sich ein Patent ertheilen ließ.
Aus Gill's technical Repository. April 1825. S.
209.
Mit Abbildungen auf Tab.
VIII.
Thompson's, verbesserte Methode, Gußstahl zu machen.
Meine verbesserte Methode, raffinirten oder Guß-Stahl zu machen, besteht 1) darin,
daß ich statt des bei der Stahlbereitung allgemein gebraͤuchlichen aufrechten
Windofens einen gemeineren Reverberir-Ofen, oder einen, den in der Eisenhuͤtten-Sprache
sogenannten Stichofen (puddling-furnace),
aͤhnlichen, Ofen anwende, welcher in seinen
Groͤßen-Verhaͤltnissen nur solchen Abaͤnderungen unterliegt,
die die Große des Troges oder Gefaͤßes fordert, welches ich in denselben
stelle. Ich empfehle den Boden dieser Reverberir-Oefen bei meiner Methode vom Grunde
aus so fest als moͤglich zu machen, und unten nicht, wie es bei
Stichoͤfen gewoͤhnlich ist, hohl oder offen zu lassen. 2) darin, daß
ich, ehe das Feuer auf die bei solchen Oefen gewoͤhnliche Weise
angeschuͤrt wurde, und der Ofen den gehoͤrigen Grad von Hize erhalten
hat, entweder durch Steinkohlen, oder durch anderes Brenn-Material,
vorlaͤufig einen oder mehrere meiner bleibenden Troͤge oder
Gefaͤße (deren Bau ich spaͤter besonders beschreiben werde), der
Laͤnge nach quer in den Ofen stelle, so daß sie gerade gegen die
Thuͤre des Ofens gekehrt sind; wobei zu beachten ist, daß jeder Trog auf zwei
oder mehrere Feuerhunde zu stehen kommt, die stark genug sind, um den Trog zu
tragen, und fuͤr die Form desselben so zu passen, daß das fluͤßige
Metall in jedem Troge sich gegen seine Ausgangs-Oeffnungs neigt. Der erste dieser
Hunde oder Traͤger muß zugleich der Flamme oder Hize vollkommen freies Spiel
unten und rings um den Trog gewaͤhren. Die Laͤnge, die ich fuͤr
die Troͤge empfehle, ist ungefaͤhr 2 Fuß 9 Zoll, und die Breite, im
Durchmesser, 12 Zoll: die Form derselben ist halb walzenfoͤrmig: sie werden
folglich im Mittelpuncte 6 Zoll tief seyn. Ihre Enden sind halbkugelfoͤrmig,
und sie halten 170 bis 230 Pfund Stahl oder Eisen. Ich beschraͤnke mich
indessen nicht auf diese Form allein. Diese Troͤge werden aus feuerfestem
Thone, oder Steingute verfertigt, oder aus irgend einem Materiale, welches die zum
Fluße des geschlagenen Eisens oder Stahles noͤthige Hize ertragen kann. Die
Dike dieser Troͤge darf nicht weniger, als 1 1/2 Zoll betragen. Jeder Trog
muß so eingerichtet seyn, daß er einen gekruͤmmten Dekel von gleicher
Laͤnge und Breite, wie er selbst besizt, aufnimmt. Dieser Dekel besteht aus
demselben Stoffe, und ist so vorgerichtet, daß er gelegentlich abgenommen werden
kann, damit man den Stahl, oder das Eisen waͤhrend des Flußes sehen, und das Metall
nachfuͤllen kann. An jenem Ende eines jeden Troges, welches der Thuͤre
des Ofens am naͤchsten ist, muß ein Loch von ungefaͤhr 1 1/2 Zoll im
Durchmesser etwas unter dem Boden des Troges angewendet werden, in welches ich ein
Platinna-Kaͤppchen steke, das, wenn es geoͤffnet wird, den stutzigen
Stahl in den Model fließen laͤßt: wenn man kein solches Kaͤppchen
braucht, ist ein Loch von Einem Zoll im Durchmesser hinreichend. Ich umgebe dieses
Platinna-Kaͤppchen, nachdem es mit dem Troge gehoͤrig verbunden wurde,
mit einer Rohre von 3 Zoll im Durchmesser aus demselben Materiale, aus welchem die
Troͤge sind, und dieses Roͤhrchen wird durch eine Oeffnung in dem
Ziegelgemaͤuer geleitet: wenn nun das Stiefelchen angezapft wird, und das
Metall im Troge hinlaͤnglich geschmolzen und zum Guße bereit ist, fließt es
durch die Roͤhre in den Model ab. Bei jeder frischen Fuͤllung von
Stahl oder Eisen in den Troͤgen wird es nothwendig, das Ausguß-Loch mit Sand,
oder irgend einem anderen schiklichen Stoffe zu verstopfen, und wenn das Metall zum
Stiche bereit ist, wird mittelst einer eisernen Stange, (die ich ungefaͤhr 3
Zoll lang mit Platinna zu deken rathe), die Verschliessung weggestoßen, und das
Ausgußloch im Troge geoͤffnet. Obschon eine gewoͤhnliche Eisenstange
ohne Platinna und ein Trog ohne Platinna-Kaͤppchen gleichfalls dienen kann,
so empfehle ich doch dieselben: man wird Ersparung und Bequemlichkeit dabei sinden.
Es ist wesentlich noͤthig, daß die Leitungsrohre zu jedem Troge mit einem
beweglichen Dekel versehen ist, um jeder Entweichung von Hize, waͤhrend der
Ofen im Feuer steht, soviel moͤglich vorzubeugen. Ich empfehle ferner
dringend, daß bei meiner verbesserten Methode der Gußstahl-Bereitung, wenn der Ofen
und der Trog in voller Thaͤtigkeit ist, beide ununterbrochen, Tag und Nacht,
in derselben durch abwechselnde Arbeiter im Gange erhalten werden, so lang der Trog
naͤmlich zu solchem Dienste tauglich ist. Die großen Vortheile bei meiner
Methode sind nicht bloß bedeutende Ersparung an Brenn-Material und Tiegeln, sondern
eine sehr betraͤchtliche Vermehrung des erhaltenen Productes: man
erhaͤlt naͤmlich, bei gleichen Arbeitskosten, weit mehr Stahl bei dieser Methode, als
bei der aͤlteren, wo der Stahl in einem Tiegel mit Cokes in einem kleinen
senkrechten Ofen geschmolzen, und dieser Tiegel dann mit eisernen Zangen, nicht ohne
große Anstrengung und Gefahr fuͤr die Arbeiter sowohl, als fuͤr den
Tiegel, und haͤufig auch mit Verlust an Stahl selbst vor und waͤhrend
des Gußes in die Model, aus dem Ofen gehoben wird. Alle diese Muͤhseligkeiten
und Gefahren sind bei meiner verbesserten Methode beseitigt, wo der Stahl in die
Model fließt, ohne daß der Trog aus dem Ofen gehoben werden darf. Die leichte und
schnelle Art, auf welche dieses geschieht, und der Trog wieder mit frischen
Materialien zum Schmelzen nachgefuͤllt, die Hize neu erzeugt und erhalten
wird, muß dem Stahl-Fabrikanten an und fuͤr sich so einleuchtend seyn, daß
diese nuͤzliche Methode keiner weiteren Erlaͤuterung mehr bedarf.
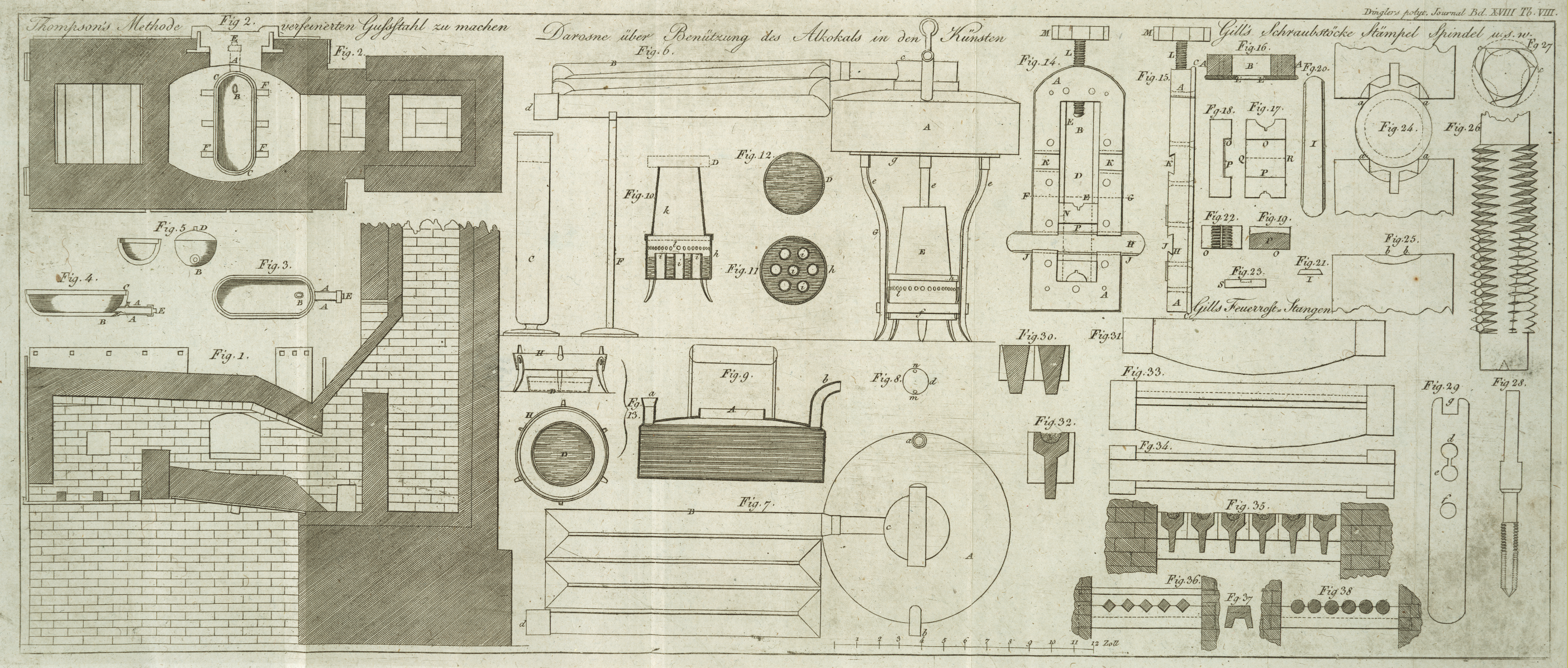
Fig. 1 und
2. Tab.
VIII. gibt die Ansichten eines solchen Reverberir-Ofens, in welchem einer meiner
Troͤge so auf den Hunden steht, daß er sich etwas gegen die Thuͤre
abwaͤrts neigt, damit das Metall aus dem Troge abfließen kann, so bald das
Ausgußloch auf die oben angegebene Weise geoͤffnet wurde. FFF, in Fig. 2. sind die Hunde,
auf welchen mein Trog in dem Ofen ruht. Fig. 3, 4 und 5. stellen verschiedene
Ansichten dieser Troͤge dar, deren ich mich bei meiner verbesserten Methode
bediene. Fig.
3. zeigt ihn von oben mit seinen halbkugelfoͤrmigen Enden und mit
seinem Dekel, D. Fig. 4. ist eine Seiten-Ansicht oder ein Laͤngen-Durchschnitt, an
welchem man die Roͤhre, AA, sieht, durch
welche das fluͤßige Metall, wenn der Trog durch das
Platinna-Kaͤppchen, B, welches mittelst der
eisernen mit Platinna belegten Stange durchbohrt wird, abgezapft wird. Fig. 5. ist ein
Durchschnitt dieses Troges nach der Seite, mit dem Platinna-Kaͤppchen, B, und dem Ende der Roͤhre, AA, und dem auf dieselbe aufgeschobenen Dekel, der
immer darauf zu bleiben hat, außer wenn der Trog verstopft, oder angezapft wird.
Diese Erfindung besteht demnach in der Anwendung eines Reverberir-Ofens und der oben
beschriebenen Troͤge, welche der Verfasser als seine Erfindung in Anspruch
nimmt.
Tafeln