| Titel: | Ueber halbrunde Bohrspizen. |
| Fundstelle: | Band 19, Jahrgang 1826, Nr. LXIX., S. 266 |
| Download: | XML |
LXIX.
Ueber halbrunde Bohrspizen.
Aus Hrn. Gill's technical Repository Sept. 1825. S.
231.
Mit Abbildungen auf Tab.
V.
Ueber halbrunde Bohrspizen.
Hr. Gill beruft sich in der
Einleitung auf einen fruͤheren Aufsaz im 2. V. seines Repository, S. 125. uͤber Bohr-Instrumente, wo er von Rinman's
Kanonen-Bohrer, und S. 125. von einer halbrunden Bohrspize sprach. (Polyt. Journal
Bd. IX. S. 64 und S. 66.) Er bemerkt hier, daß
Hr. Peter Keir ihn belehrte, daß diese Spizen, wie die Drehe-Meißel, ihre
Kanten- oder Schneide-Winkel nach dem verschiedenen Metalle, welches gebohrt werden
soll, verschieden zugerichtet haben muͤssen; daß geschlagenes Eisen einen
ganz anderen Winkel fordert, als Gußeisen; daß, wenn die Bohrspize wakelt, oder
zittert, dieses ein Zeichen ist, daß der Winkel zu spizig ist. Wenn auf der anderen
Seite die Schiefe oder der Querwinkel zu groß ist, wird die Spize eine zu große
Neigung haben, einen Kegel oder eine Vertiefung in den Mittelpunct des Bodens des
Loches zu graben, und so nach und nach das Loch weiter, aber nicht vollkommen
cylindrisch bohren, wie dieß der Fall waͤre, wenn sie gehoͤrig
gebildet wuͤrde. Dieser Fehler muß durch Abschleifen der Spize, so daß sie
ihre Schiefheit verliert, vermindert, oder sie muß einem rechten Winkel mit den
Seiten der Spize naͤher gebracht werden.
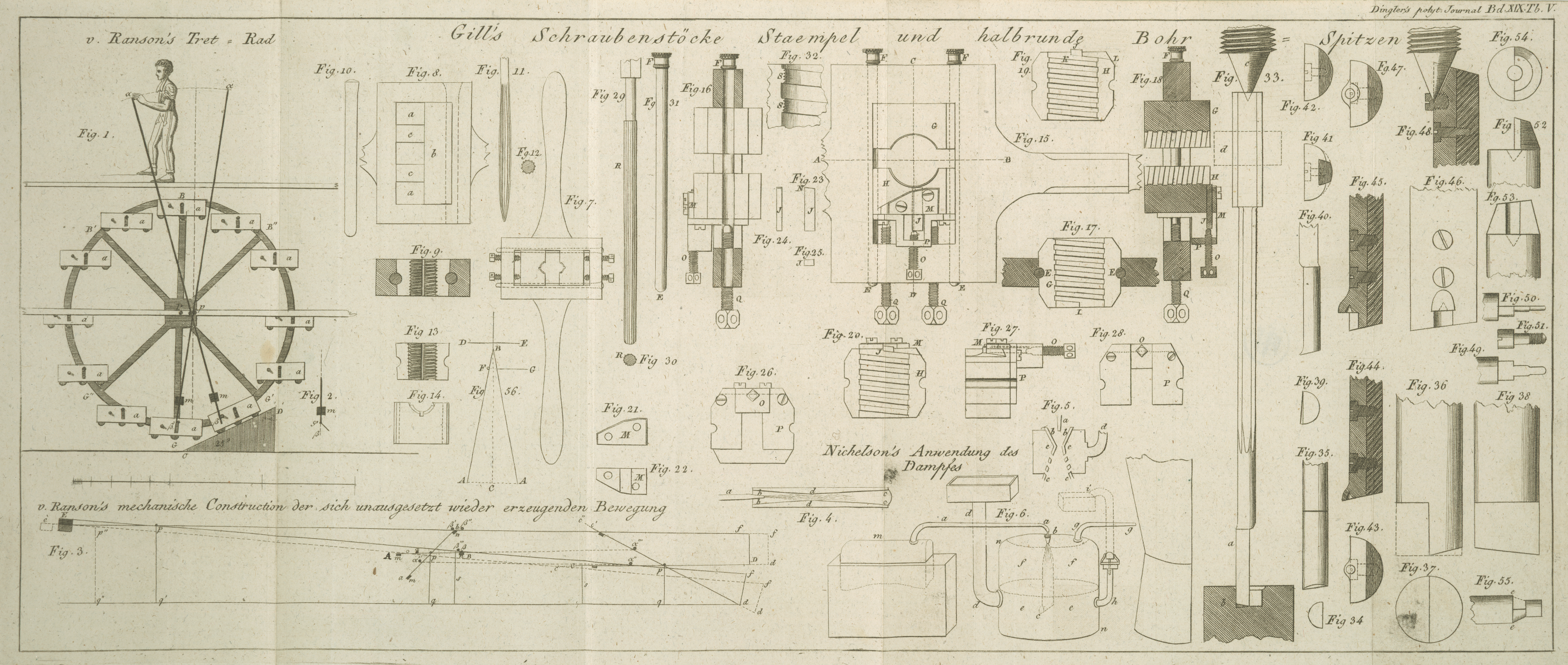
Fig. 33.
zeigt eine dieser Spizen in Thaͤtigkeit; Fig. 34. vom Ende aus
gesehen, und Fig.
35. von oben, a, ist die Bohrspize; b, ein Durchschnitt des Koͤrpers, der gebohrt
werden soll, und in einer Drehebank befestigt und darin umgedreht werden muß. Ehe
man die Bohrspize einsenkt, muß ein kegelfoͤrmiges Loch etwas weiter als
dieselbe in der Mitte des zu bohrenden Koͤrpers vorgebohrt werden; die Spize
wird dann leicht ihren Weg finden. Der Bohrer hat in seiner Mitte an dem
entgegengesezten Ende ein Loch, und wird dadurch auf dem kegelfoͤrmigen Ende
einer Drehbank-Schraube gestuͤzt, die allmaͤhlig gedreht wird, um die
Bohrspize vorwaͤrts zu schieben. Der Bohrer selbst wird zugleich bei, d, festgehalten, damit er sich nicht drehen kann, und
zwar entweder in den Baken einer Handschraube, oder auf irgend eine andere
zwekmaͤßige Weise. Auf diese Weise wird, unter den fruͤher angegebenen
Vorsichts-Maßregeln, die Bohrspize vorwaͤrts schreiten, und ein vollkommen
gerades walzenfoͤrmiges Loch bilden, selbst wenn das zu bohrende Metall durch
Luftblasen, die sich waͤhrend des Gusses bildeten, etwas ungesund
waͤre etc. Die Laͤnge der halbwalzenfoͤrmigen Bohrspize
betraͤgt gewoͤhnlich zwei bis drei Mahl den Durchmesser derselben; Hr.
Keir ist der Meinung, daß dieses Verhaͤltniß
hinreicht, um die geradlinige Richtung des Bohrloches zu erhalten. Der Stamm oder
die Stange uͤber diesem halbwalzenfoͤrmigen Theile ist so gebildet,
daß er fest genug wird, um sich nicht zu biegen, und bleibt ganz außer
Beruͤhrung mit dem gebohrten Loche; er beruͤhrt nicht, wie der
schwedische Bohrer,
dasselbe an dem oberen Theile an zwei Stellen. Unsere Figur ist nach einem Bohrer
gezeichnet, den Hr. Keir die Freundschaft hatte, uns zu
dieser Absicht zu leihen; man kann sich also auf die Genauigkeit derselben
verlassen.
Hr. Jak. Perkins bildet eine halbrunde Bohrspize aus einem
dichten Stahl-Cylinder, von dessen Ende er die Haͤlfte der Dike desselben
wegnimmt; das Ende selbst formt er so zu, daß die gehoͤrigen Winkel
fuͤr die Schneide entstehen, wie Fig. 36. zeigt (in
welcher die punctirten Linien die urspruͤngliche Figur des Cylinders
andeuten), und Fig.
37. und 38. Er sagt, daß, wenn der runde Theil des Cylinders in das gebohrte Loch
eintritt, nichts mehr die Bohrspize aus ihrem geradelinigen Laufe zu bringen
vermag.
Um die bereits vorhandenen, gebohrten oder gegossenen oder auf irgend eine Weise
gebildeten, Loͤcher zu erweitern, hat Hr. Joh. Evans, ein geistreicher Mechaniker in Wardour-Street, Soho, die Bohrspize
dadurch verbessert, daß er derselben einen kleinen Ueberschuß uͤber einen
Halbkreis, vielleicht den zwei und dreißigsten Theil eines Kreises, laͤßt,
wie Figur 39.
zeigt. Er bildet diesen Theil beinahe zur Schneide aus, indem er ihn an dem
Ruͤken aushoͤhlt, wie Fig. 40. weiset.
Einige ausgezeichnete Mechaniker fuͤttern den Ruͤken ihrer halbrunden
Bohrspizen mit zugerundeten Stuͤken Holzes, die entweder in eine
schwalbenschweiffoͤrmige Furche eingelassen, und darin mittelst Schrauben
befestigt sind, wie in Fig. 41., oder bloß mit
dem zugeflaͤchten Ruͤken des Bohrers in Beruͤhrung sind, und
darauf mittelst Schrauben festgehalten werden, wie in Fig. 42. In diesem
lezteren Falle erspart man bei großen Bohrern eine bedeutende Menge Eisens oder
Stahles, und der schneidende Theil kann durch Haͤmmern, ehe er
gehaͤrtet und temperirt wird, mehr verdichtet werden, als bei einer dikeren
Masse nicht leicht moͤglich ist. Indessen ist dabei haͤufiges Erneuern
des Holzes nothig, das sich leicht abnuͤzt, und da dasselbe
walzenfoͤrmig, nach den Bohrern, zugedreht werden muß, so muß an dem Ende des
Bohrers ein Central-Loch angebracht seyn, in welches der Kegel an dem Ende der
Drehebank eindringen und sich daselbst stuͤzen kann, waͤhrend das Holz
zugedreht wird. Wir haben gleich Anfangs die Nothwendigkeit gezeigt, die Winkel der
schneidenden Kanten nach der Natur des zu bohrenden Koͤrpers zuzurichten, was
nur durch wiederhohltes
Zuschleifen des Endes der Bohrspize geschehen kann. Wir haben gefunden, daß mehrere
Arbeiter das urspruͤngliche Loch in dem Mittelpuncte stehen lassen, nach
welchem der Bohrer zuerst gebildet wurde, so daß etwas Stahl rings um dasselbe
belassen wurde, wie in Fig. 43. und 44., wobei er
festgehalten wird; bei anderen fanden wir aber dieses Loch beinahe oder
gaͤnzlich durch das wiederholte Wegschleifett des Endes des Bohrers
ausgemerzt. Um diesen lezteren Nachteil zu beseitigen, hat Hr. Ward, ein geistreicher Mechaniker in the
Borough, eine Erhoͤhung von Stahl aufgesezt, die bedeutend in den.
Koͤrper des Bohrers von seinem Ende an hinreicht, und zur Aufnahme des
Central-Loches bestimmt ist, wie Fig. 45, 46 und 47. zeigt. Dieß geschieht
mittelst einer runden eisernen Spize mit einem stachen Ende, die gegen den
Mittelpunct des zu verfertigenden Bohrers noch rothgluͤhend angehalten wird,
waͤhrend der Kopf von einem Gehuͤlfen so lang geschlagen wird, bis
sich in der Mitte der stachen Seite des Bohrers eine kurze laͤngliche
halbwalzenfoͤrmige Furche gebildet hat. Der auf diese Weise beseitigte Stahl
hat dann einen Wulst oder einen Ring gebildet, der hoch genug ist, um das
spaͤter zu bildende Central-Loch aufzunehmen; auf diese Weise kann das Ende
des Bohrers wiederholt zugeschliffen werden, ohne daß das Central-Loch dadurch
leidet. Man kann auch ein Central-Loch in einem Stahlbloke bilden, der in die flache
Vorderseite des Bohrers eingeschraubt wird, wie Fig. 48. zeigt, und in
diesem Falle kann man eine kegelfoͤrmige Furche in die Flache des Bohrers zur
Aufnahme der Spize der Drehebank feilen, wie die Figur zeigt.
Diese Instrumente koͤnnen auch zum Bohren anderer Loͤcher, als bloß
walzenfoͤrmiger, benuͤzt werden. Fig. 49. zeigt einen
halbrunden Bohrer von ' vorne, und Fig. 50. von der Seite,
um Loͤcher, die etwas spizig zulaufend vorgebohrt werden, zur Aufnahme einer
Schraube zuzurichten, wie Fig. 51. Man sieht, daß
das untere Ende in Fig. 49. an der Bohrspize einen kleineren Durchmesser hat, um den Grund
des gebohrten Loches zu einer weiblichen Schraube fuͤr Aufnahme der
maͤnnlichen einzuschneiden.
Fig. 52.
zeigt einen halbrunden Bohrer des Hrn. Perkins zu kegelfoͤrmigen
Loͤchern von der Seite, Fig. 53. von oben, und
Fig. 54.
von dem Ende her. Er ist, wie der oben beschriebene cylindrische Bohrer aus einem dichten
Stahlcylinder und hat im Mittelpuncte ein Loch eingebohrt, das sich in einen hohlen
Kegel endet. Nachdem er außen kegelfoͤrmig zugedreht wurde, wird seine halbe
Dike weggefeilt, sein Ende in die gehoͤrigen Schneidewinkel zugefeilt, und
dann gehaͤrtet und temperirt. Dieser Bohrer laͤßt sich wiederholt
erneuern, indem man ihn wieder weich werden laͤßt, und dann in die
erforderliche Form zudreht.
Fig. 55. ist
ein halbrunder kegelfoͤrmiger Bohrer, der dadurch gebildet wird, daß man
einen Einschnitt in den Kegel macht, und die cylindrischen Theile ganz laͤßt.
Dieses Bohrers bediente sich Hr. Keir zum Bohren der
Klappen-Size bei den Injections-Pumpen an Bramah's hydraulischer Presse mit dem
besten Erfolge. Bei, ee, wird ein flacher
cylindrischer Ring gelassen, welcher den Bohrer hindert, zu tief einzudringen.
Tafeln