| Titel: | Verbesserungen im Gießen cylindrischer Röhren und anderer Artikel aus Eisen, Kupfer, und anderen Metallen, worauf Wilh. Church, Esqu. zu Birmingham, Warwickshire, sich ein Patent am 18. Jänner 1825 geben ließ. |
| Fundstelle: | Band 21, Jahrgang 1826, Nr. XXXVI., S. 197 |
| Download: | XML |
XXXVI.
Verbesserungen im Gießen cylindrischer Röhren und
anderer Artikel aus Eisen, Kupfer, und anderen Metallen, worauf Wilh. Church, Esqu. zu
Birmingham, Warwickshire, sich ein Patent am 18. Jänner 1825 geben ließ.
Aus dem London Journal of Arts. May. 1826. S.
230.
Mit Abbildungen auf Tab.
V.
Church's, Verbesserungen im Gießen cylindrischer Röhren und anderer
Artikel.
Der Zwek dieser Verbesserungen ist, metallne Formen obiger Art
auf eine vollkommnere Weise zu gießen, als bisher moͤglich war, so daß die
auf diese Weise gegossenen Gegenstaͤnde frei von allen Luftblasen bleiben;
d.h., daß die vollkommen gesund, dicht, und von gleichfoͤrmigen
Gefuͤge werden. Der Patent-Traͤger versichert, daß er auf diese Weise
noͤthigen Falles den gegossenen Gegenstaͤnden eine solche
Haͤrte geben kann, als ob sie in der Caͤment-Buͤchse
gehaͤrtet waͤren.
Er schlaͤgt zu diesem Ende vor, bei dem Guße die Luft sowohl auszupumpen, als zu
verdichten, und bedient sich daher einer solchen Verbindung der hierzu
noͤthigen Apparate, daß er diesen Zwek leicht erreichen kann. Da aber die
verschiedenen Gegenstaͤnde, welche gegossen werden sollen, nochwendig
verschiedene Apparate erfordern, und es unmoͤglich ist jede Form zu
beschreiben, welche die Umstaͤnde notwendig machen koͤnnen, so stellt
er in der Zeichnung, welche seine Patent-Erklaͤrung begleitet, bloß zur
Erlaͤuterung, nur Eine Vorrichtung dar, die er zum Gießen der Cylinder oder
Walzen vorschlaͤgt.
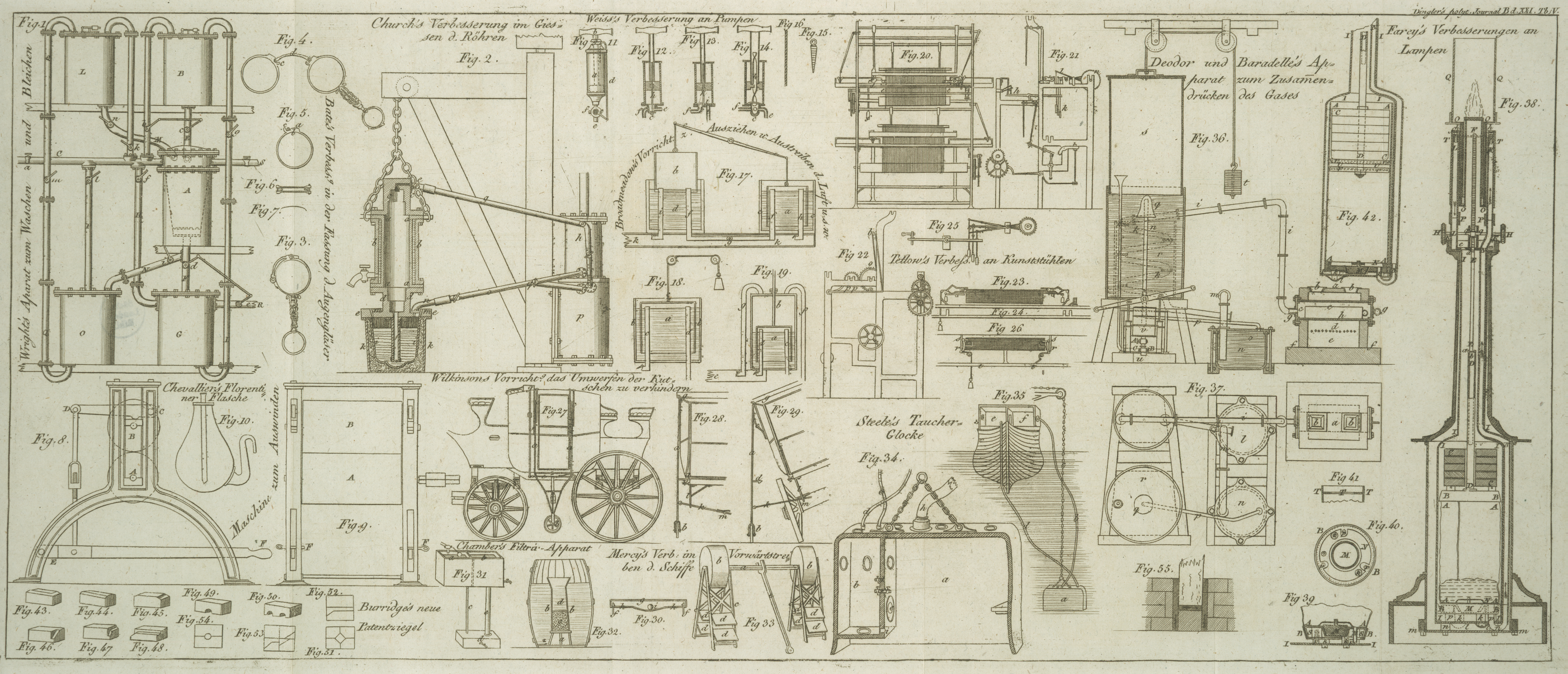
Fig. 2. stellt
einen Durchschnitt des Models dar, in welchem der Gegenstand gegossen werden soll,
zugleich mit den uͤbrigen Theilen des Apparates, welche mittelst einer Kette
an einem gewoͤhnlichen Krahne haͤngen: man sieht zugleich auch den
Durchschnitt eines Bekens oder Kastens, worin das geschmolzene Metall enthalten ist,
mit daran angebrachter Luftpumpe und dem Luftgefaͤße in Verbindung sowohl mit
dem Model, als mit dem Metallbehaͤlter: die Verbindung wird mittelst
Roͤhren mit Verbindungsgelenken hervorgebracht.
Der Model besteht in diesem Falle aus einem hohlen eisernen Cylinder, a, a, a, a, mit breiten Raͤnften an den Enden:
die innere Hoͤhlung ist gebohrt, oder auf irgend eine andere Weise genau nach
dem Cylinder oder nach der Walze, die gegossen werden soll, geformt.
b, b, ist ein aͤußeres Gehaͤuse, oder ein
Mantel, der den Model umgibt, und Raum zum Durchgange fuͤr kaltes Wasser
laͤßt, welches waͤhrend des Gußes durch denselben durchgeleitet werden
soll, was mittelst einer bleiernen Roͤhre geschieht, die von einer Cisterne
her laͤuft, (oder auf eine andere Weise herbeigefuͤhrt wird), und
mittelst eines Hahnes unten: dadurch wird der Model gekuͤhlt.
c, c und d, d, sind Kappen,
welche auf den Enden des Models aufgesezt sind, worin die Hoͤhlungen oder
Vertiefungen zum Guße der Zapfen und Enden der Walze sich befinden.
Diese Kappen und der Mantel sind alle mit dem Cylinder-Model mittelst der Schrauben
vereinigt, die durch die breiten Raͤnfte laufen.
In dem oberen Theile der Kappe, c, befindet sich ein
kleiner Canal mit einer kegelfoͤrmigen Klappe, und ein kurzes Stuͤk
einer Roͤhre, e, ist an der Muͤndung der
oberen Oeffnung mit einem Sperrhahne versehen; durch diesen Canal und durch diese Roͤhre wird
der Model luftleer gemacht.
An dem unteren Ende der Kappe, b, ist eine Roͤhre,
f, angebracht, welche mittelst einer Eichel
befestigt und vollkommen luftdicht ist.
Diese Roͤhre ist aus einem feuerfesten Stoffe, wie z.B. jener, aus welcher man
Schmelztiegel macht, verfertigt, und durch sie fließt das geschmolzene Metall in den
Model.
Das untere Ende dieser Roͤhre, f, wird mit einer
Kappe aus Eisen oder aus einem anderen Metalle bedekt, welche genau auf die Kappe
passen muß, und an der oberen Kante aufgekittet wird.
Der Model, welcher auf obige Weise vorgerichtet wurde, wird nun an Ketten auf einem
Krahne aufgehaͤngt, und die Roͤhre, g,
welche mittelst eines Hahnengefuͤges mit der Luftpumpe, h, in Verbindung steht, mit der kurzen Roͤhre,
e, durch das Verbindungsstuͤk in Verbindung
gebracht.
Nachdem nun alle Fugen an den Verbindungen gehoͤrig luftdicht verkittet sind,
wird die Luftpumpe in Thaͤtigkeit gesezt, und die Luft in dem Model mittelst
derselben ausgepumpt, wo dann lezterer zum Gusse bereit ist.
Das Beken oder der Kasten, in welchem das Metall sich befindet, kann von beliebiger
Form seyn. Die in, i, i, dargestellte Form wird jedoch
vorgezogen. Das Beken muß weit genug seyn, um das zum Gusse noͤthige Metall
fassen zu koͤnnen.
Dieses Beken kommt in ein anderes Beken, k, k, und der
Zwischenraum zwischen beiden wird mit gepuͤlverter Kohle ausgefuͤllt,
oder mit irgend einem anderen unvollkommenen Waͤrmeleiter.
Die Pfanne wird mit dem geschmolzenen Metalle aus dem Ofen herbeigeholt, und in eine
solche Lage unter den Model gebracht, daß derselbe herabgelassen werden, und die
Roͤhre, f, in das geschmolzene Metall eintauchen
kann, wo dann die kegelfoͤrmige Form des breiten Randes der Kappe, d, an dem unteren Ende derselben in den Rand, e, e, oben auf dem Metall-Beken einpaßt.
Um die Verbindung zwischen diesen beiden noch genauer schließen zu machen, wird ein
Springreifen, m, aus geschlagenem Eisen und von
keilfoͤrmiger Form in dem Zwischenraume zwischen diesen Reifen mit denselben
in Verbindung gebracht, so daß er eine luftdichte Verbindung mit dem oberen Rande
derselben bildet,
welcher unten dem Druke des Models nachgibt, und so die Verbindung luftdicht
macht.
Durch den unteren Rand der Kappe, d, laͤuft eine
kleine Oeffnung mit einer kurzen Roͤhre, n, die
daran angebracht ist, und durch diese Roͤhre und Oeffnung kann die Luft aus
des Metall-Beken, i, ausgezogen, und in dasselbe
eingepumpt werden. Wenn nun, wie in der Figur, das Beken und der Model vereint sind,
wird die Roͤhre, o, welche mit der Luftpumpe in
Verbindung steht, mit einem ausgepumpten Luftgefaͤße, p, durch ein Verbindungs-Stuͤk mit dreifachem Hahne, q, und mit der kurzen Roͤhre, n, mittelst eines Mittelstuͤkes verbunden, und
der ganze Apparat ist nun zum Gusse fertig.
Beim Anfange des Gusses wird der Hahn, q, so gedreht, daß
eine Verbindung zwischen dem Metallbeken, i, und dem ausgepumpten Luftgefaͤße, p, Statt hat, wodurch der Druk der Atmosphaͤre
von der Oberflaͤche des Metalles beseitiget wird, damit sie nicht durch die
Roͤhre, f, in den ausgepumpten Model
hinaufsteigt, wenn die Muͤndung dieser Roͤhre sich durch das
Wegschmelzen der Metall-Kappe oͤffnet, welche Kappe von einem solchen Metalle
und von solcher Dike seyn muß, daß sie bald wegschmilzt, wenn die Roͤhre in
fluͤßiges Metall eingetaucht wird. Nun wird der Hahn, q, so gedreht, daß er alle Verbindung mit dem ausgepumpten Gefaͤße,
p, absperrt, und eine Verbindung mit dem unteren
Ende der Luftpumpe eroͤffnet.
Die Luftpumpe wird hier sowohl zum Verdichten, als zum Ausziehen der Luft angewendet;
da ihr Staͤmpel nun in Thaͤtigkeit ist, wird die Luft von dem unteren
Ende durch die Roͤhre; o, in das Metall-Beken
getrieben, wodurch das Metall gezwungen wird, in der Roͤhre, f, hinaufzusteigen, und so den Model zu
fuͤllen.
Um sich gegen jeden Druk irgend einer Luft, die sich in das Innere des Models
eingeschlichen haben mochte, zu sichern, muß der Hahn, e, geoͤffnet werden, der durch die Roͤhre, q, in das ausziehende Ende der Luftpumpe leitet, und da
die Pumpe die Luft auf die Oberflaͤche des geschmolzenen Metalles treibt, so
wird bestaͤndig ein leerer Raum in dem Inneren des Models uͤber dem
aufsteigenden Metalle erhalten.
Damit das Metall nicht durch den Auszugs-Canal abfließt, ist eine
kegelfoͤrmige schwimmende Klappe in der Kappe, e,
aufgehaͤngt, welche, sobald das Metall aufsteigt, den Durchgang schließt.
Wenn Stuͤke gegossen werden, deren Oberflaͤche uneben ist, und die
nicht geradezu aus dem Model herausgezogen werden koͤnnen, so muß der Model
aus mehreren Stuͤken bestehen, die luftdicht zusammengesezt werden. Das kalte
Wasser, welches zwischen den Mantel und den Model kommen soll, dient nur fuͤr
den Fall, wo der Guß eine Caͤment harte Oberflaͤche bekommen soll.
Tafeln