| Titel: | Verbesserung bei Verfertigung von Röhren zur Leitung von Flüßigkeiten, worauf Walter Hancock, Juwelier in Kingstreet, Northampton-Square, sich am 16. Julius 1825 ein Patent ertheilen ließ. |
| Fundstelle: | Band 23, Jahrgang 1827, Nr. LXXXIII., S. 406 |
| Download: | XML |
LXXXIII.
Verbesserung bei Verfertigung von Roͤhren
zur Leitung von Fluͤßigkeiten, worauf Walter Hancock, Juwelier in Kingstreet,
Northampton-Square, sich am 16. Julius 1825 ein Patent ertheilen ließ.
Aus dem Repertory of Patent-Inventions,
Jaͤnner 1827. S. 10.
Mit Abbildungen auf Tab.
VII.
Hancock, Verbesserung bei Verfertigung von Roͤhren zur
Leitung von Fluͤßigkeiten.
Ich bediene mich zu diesen Roͤhren irgend eines
haͤmmerbaren Metalles, vorzugsweise aber des Eisens und Kupfers, und brauche,
nach Umstaͤnden, bald das eine, bald das andere. Man erhaͤlt diese
Metalle in Blechen oder Streifen von gehoͤriger Laͤnge, Breite und
Dike, welche von dem Durchmesser und von der Laͤnge und Staͤrke der
daraus zu verfertigenden Roͤhre abhaͤngt. So brauche ich z.B.
fuͤr eine Roͤhre von 4 Fuß Laͤnge und 6 Zoll im Durchmesser ein
Blech von gehoͤriger Dike, und 4 Fuß Laͤnge, und von solcher Breite,
daß sie den Umfang eines Kreises von 6 Zoll um 3/4 Zoll, oder um Einen Zoll
uͤbersteigt, oder, mit Einem Worte, das Blech muß jedes Mahl um obiges
breiter seyn, als der Umfang des Kreises, den die zu verfertigende Roͤhre bildet. Ich mache
nun beide Kanten, so wie die Enden dieses Bleches, gerade, und, wenn die
Roͤhre einen Cylinder bilden soll, mache ich die Kanten parallel; die Enden
muͤssen unter rechten Winkeln auf den Kanten stehen, oder das Blech muß ein
Rechtek bilden. Ich ziehe zwei gerade Linien parallel mit jeder
Laͤngen-Kante des Bleches in solcher Entfernung von derselben, daß
diese Entfernung gleich ist dem halben Ueberschusse der Breite, um welchen die
Breite des Bleches groͤßer seyn muß, als der Umfang der zu verfertigenden
Roͤhre, Ich biege nun, nach irgend einer der bekannten Weisen, nach welchen
man Metallbleche biegt, jede Kante an diesem Bleche so auf, daß dadurch jede der
beiden obigen Linien die Achse bildet, um welche jede Kante gebogen wurde, oder
beinahe in die Richtung derselben kommt, und fahre mit dem Aufbiegen so lange fort,
bis der Theil des Bleches zwischen der Kante und der oben erwaͤhnten Linie
umgebogen ist, und parallel mit jener Seite oder Flaͤche des Bleches liegt,
welcher er durch dieses Umbiegen naͤher gebracht wurde, und nur soviel
Zwischenraum zwischen diesem umgebogenen Theile und der Oberflaͤche des
Bleches bleibt, als die Dike, oder etwas mehr als die Dike des Bleches,
betraͤgt. Auf diese Weise wird also jede Kante des Bleches verdoppelt, oder
auf dem Bleche selbst zuruͤkgeschlagen, und beide Kanten sind auf diese Weise
auf dieselbe Flaͤche des Bleches zuruͤkgeschlagen, und die Breite des
Bleches ist um die Breite der beiden auf obige Weise zuruͤkgeschlagenen
Seitenstuͤke vermindert, so daß die Breite des Bleches jezt dem Umfange der
zu verfertigenden Roͤhre gleich oder beinahe gleich ist. Nun biege ich das
Blech in die walzenfoͤrmige Form auf dieselbe Art und Weise, wie es die
Roͤhrenmacher bei geschlagenem Eisen zu thun pflegen, so daß die zugerundeten
Kanten des Bleches sich jezt einander naͤhern, und sich ganz oder beinahe
beruͤhren.
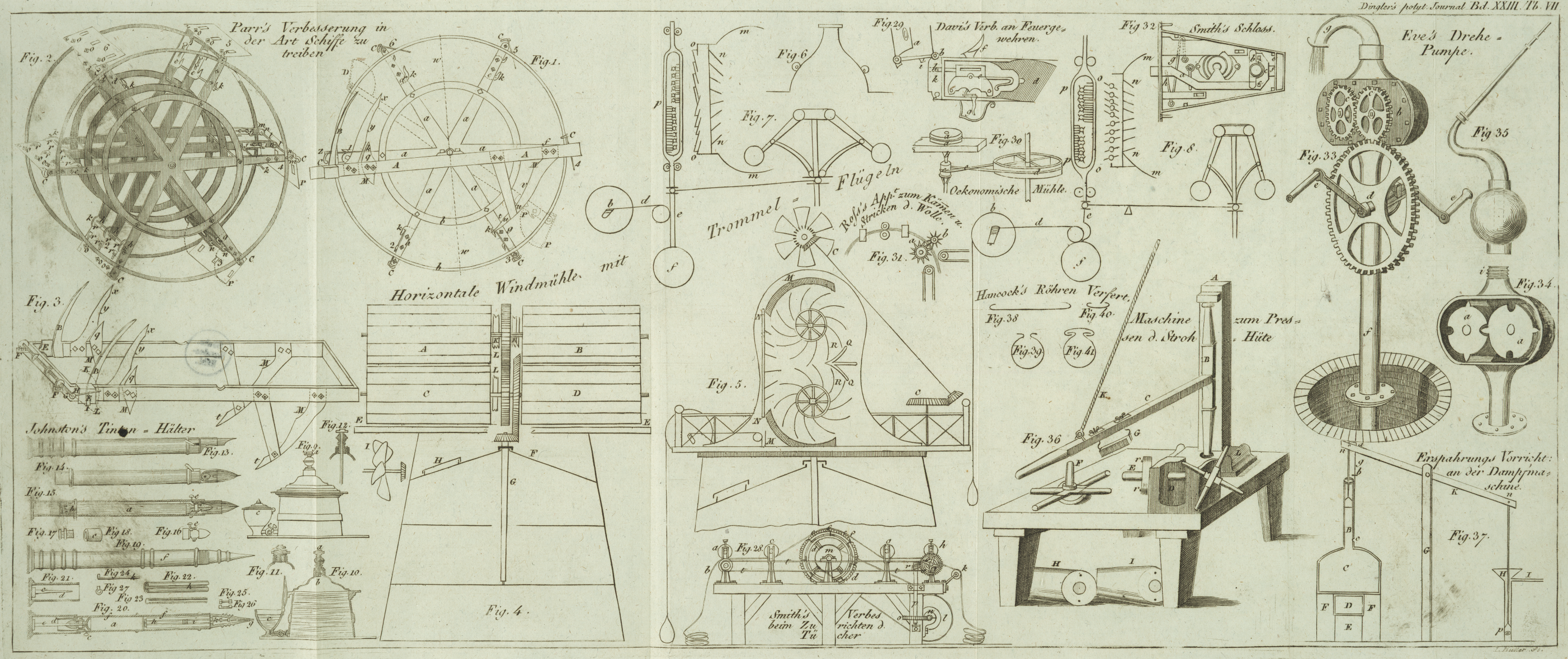
Fig. 38.
zeigt den Durchschnitt des Bleches, dessen Kanten zuruͤkgebogen sind, und
Fig. 39.
ist der Durchschnitt desselben Bleches, nachdem es in einen Cylinder gebogen wurde.
Ich nehme hierauf einen schmalen Streifen Bleches von der Laͤnge des vorigen,
und von derselben Dike, dessen Seiten ich gerade und parallel mache: die Breite
desselben lasse ich vier Mahl so stark seyn, als die Breite desjenigen einzelnen
Theiles, der zwischen der Kante und der oben erwaͤhnten parallelen Linie mit derselben
enthalten ist. Die beiden Kanten dieses Streifes schlage ich auf dieselbe Weise um,
wie es an dem groͤßeren Bleche geschehen ist, so daß eine End-Ansicht,
oder der Durchschnitt desselben, wie Fig. 39. aussieht.
Wenn man die Figuren
40 und 39. betrachtet, wird man einsehen, daß, wenn man Fig. 40.
umstuͤrzt, und ein Ende desselben auf ein Ende der Roͤhre, B, bringt, die Kanten des Stuͤkes, C, in den Raum zwischen der aͤußeren
Flaͤche der Roͤhre und seinen beiden Kanten passen, und daß, wenn man
den schmaleren Streifen vorwaͤrts schiebt, die Kanten der Roͤhre Fig. 39. und
des Streifens Fig.
40. sich wechselseitig umfassen, wie der Durchschnitt, D, zeigt. Nachdem nun die Kanten der Roͤhre und
des Streifes auf diese Weise unter einander verbunden sind, bringe ich sie durch
Haͤmmern in genaue Beruͤhrung, so daß das Ganze so fest und luftdicht
wird, wie moͤglich. Nach eben dieser Art koͤnnen die Kanten der
Roͤhre eben so leicht innenwendig in derselben uͤber einander gebracht
werden, wenn man bei dem Aufbiegen des Bleches in walzenfoͤrmige Form eine
entgegengesezte Richtung den Theilen gibt, welche aufgebogen werden sollen, und in
Fig. 39,
40, 41. gebogen
wurden.
Es gibt Faͤlle, in welchen ich aus Ursachen, die unten angegeben werden
sollen, das Biegen nach einwaͤrts dem Biegen nach auswaͤrts vorziehe.
Da die Roͤhre, die auf obige Weise verfertigt wurde, nur einen Theil meiner
verbesserten Rohre bildet, naͤmlich nur die innere Fuͤtterung
derselben, so werde ich sie, zum Unterschiede, in der Folge die innere Roͤhre
nennen. Um meiner verbesserten Roͤhre die gehoͤrige Staͤrke zu
geben, so daß sie im Stande ist, dem Druke der Fluͤßigkeit, die sie
fuͤhrt, zu widerstehen, wikle ich um die innere, auf obige Weise gebildete,
Roͤhre einen langen Streifen Metalles, z.B., Eisen von irgend einer
schiklichen Form, wie runder, vierekiger oder flacher Draht. Ich ziehe aber
Reif-Eisen vor, entweder in einem Stuͤke, oder in mehreren
Stuͤken, die an ihren Enden zusammen genietet sind, so daß der dadurch
gebildete Metall-Streif, oder der eiserne Reif hinlaͤnglich lang wird,
um die gehoͤrige Anzahl von Windungen um die innere Roͤhre herum
bilden zu koͤnnen. Ich winde dieses Reifeisen auf folgende Weise um die
innere Roͤhre. Ich befestige die besagte Roͤhre auf einer
hoͤlzernen Walze von beinahe gleichem Durchmesser mit dem inneren Durchmesser
dieser Roͤhre.
Die hoͤlzerne Roͤhre ist auf einer eisernen Achse gehoͤrig
aufgezogen, die an beiden Enden mit einem Griffe versehen ist, mittelst dessen sie
gedreht werden kann. Nachdem diese Achse in eine horizontale Lage gebracht, und an
jedem Ende mittelst eines feststehenden Gestelles gehoͤrig gestuͤzt
wurde, befestige ich ein Ende des besagten Streifes von Reifeisen an einem Ende der
besagten Roͤhre dadurch, daß ich denselben mit dieser zusammen niete, und
halte dann das Reifeisen schief, oder so, daß es mit der Achse der besagten Rohre
einen Winkel bildet: zu gleicher Zeit lasse ich diese Roͤhre drehen, und gebe
dem Reifeisen eine solche Spannung, daß es sich waͤhrend des Aufwikelns dicht
und fest auf die besagte Roͤhre außen auflegt: mit dieser Arbeit wird so
lange fortgefahren, bis die Roͤhre von einem Ende zu dem anderen mir dem
Reifeisen umwikelt ist; die Windungen des Reifeisens koͤnnen dicht an
einander liegen, oder in bestimmten Zwischenraͤumen von einander abstehen.
Das so aufgewundene Eisen befestige ich, nachdem es ganz aufgewunden wurde, an dem
Ende der Roͤhre mittelst Nieten: die so umwikelte Roͤhre sieht nun
gewisser Massen einer Schraube aͤhnlich, an welcher das aufgewikelte Eisen
die Schraubenfaden bildet. Es ist ferner offenbar, daß bei der schiefen Lage der
Windungen des Reifeisens um die Roͤhre ein Theil dieses Eisens uͤber
jedes Ende der Roͤhre hervorragen muß: dieser hervorstehende Theil muß nun
weggeschnitten werden, so daß die Enden der Roͤhre gleich werden.
Um die Enden des Reifeisens noch mehr auf der Roͤhre zu befestigen, nehme ich
ein anderes Stuͤk Reifeisen, und befestige mittelst eines Nietes ein Ende
desselben auf einem Ende der Roͤhre, und indem ich das Reifeisen unter einem
rechten Winkel auf die Roͤhre halte, lasse ich die Roͤhre drei bis
vier Mahl umdrehen, wo dann das fest angezogene Reifeisen sich drei bis vier Mahl an
dem Ende der Roͤhre uͤber einander aufrollen, und so eine Art Reifes
bilden wird. Ich befestige nun das Ganze mittelst einer gehoͤrigen Anzahl
Niete. Auf dieselbe Weise bringe ich einen aͤhnlichen Reif an dem anderen
Ende der Roͤhre an. Ich muß hier bemerken, daß Reife, auf die
gewoͤhnliche Weise zusammengeschweißt, den Zwek eben so gut erfuͤllen,
als die oben angegebenen, und ich wende zuweilen solche geschweißte Reife zu obigem
Zweke an. Ehe ich dieselben an den Enden der Roͤhre anlege, hize ich sie,
wodurch das Eisen
ausgedehnt wird, und sich leicht uͤber die Enden der Roͤhre, und
uͤber das Reifeisen anziehen laͤßt: da es sich aber bei dem Erkalten
zusammenzieht, schließt es sich an die Enden der Roͤhre an, und befestigt
sich auf denselben.
Um die auf diese Weise verfertigte Roͤhre ganz luft- und wasserdicht zu
machen, bringe ich uͤber den Enden des besagten Reifeisens einen unten zu
beschreibenden Kitt an, der in einem eisernen oder anderen Gefaͤße von
solcher Laͤnge, Weite und Tiefe geschmolzen wird, daß die Roͤhre in
dem geschmolzenen Kitte eingetaucht werden kann. Auf diese Weise fuͤllen sich
die Fugen der besagten Roͤhre, und alle Zwischenraͤume zwischen der
Roͤhre und dem Reifeisen, und den Windungen des lezteren mit diesem Kitte
aus.
Die Roͤhre kann von außen gegen den Rost und andere Beschaͤdigungen
dadurch geschuͤzt werden, daß man sie in ein Stuͤk Canevaß, oder
anderes Tuch einwikelt, so daß dasselbe mehrere Lagen um die Roͤhre bildet.
Wo ich mich einer solchen Deke um die Roͤhre bediene, wikle ich das Tuch ehe
um dieselbe, als ich die Roͤhre in den Kitt tauche, damit das Tuch
hinlaͤnglich von demselben durchgezogen wird, wenn die Roͤhre in den
Kitt eingetaucht wird.
Zuweilen bediene ich mich statt dieser aͤußeren Bedekung von Tuch auch einer
aͤußeren Huͤlle von Eisen, d.h., ich verfertige eine Roͤhre von
Eisenblech, wie die eben beschriebene, nur von einem solchen Durchmesser, daß sie
uͤber die Reifen der inneren Roͤhre gebracht werden kann, und
fuͤlle die Zwischenraͤume zwischen der inneren und aͤußeren
Roͤhre mit obenerwaͤhntem Kitte aus. Wenn zwei oder mehrere meiner
verbesserten Roͤhren zusammengefuͤgt werden, so richte ich fuͤr
jede Verbindung derselben eine auf aͤhnliche Weise bereitete Roͤhre
vor, und gebe derselben etwas mehr Laͤnge, als ihr Durchmesser
betraͤgt: den inneren Durchmesser derselben mache ich um einen halben oder
ganzen Zoll (nach Umstaͤnden) weiter, als den aͤußeren Durchmesser der
zu vereinigenden Roͤhren. In diese weitere Roͤhre fuͤhre ich
die Enden der zu vereinigenden Roͤhren ein, die an einander gestoßen werden,
und fuͤlle den ringfoͤrmigen Raum zwischen der aͤußeren
Roͤhre, und den beiden inneren Roͤhren mit dem Kitte aus, wodurch eine
dichte Verbindung zwischen denselben entsteht. Jedes der beiden
gegenuͤberstehenden Enden der inneren Roͤhren wird nur bis in die
Mitte der
aͤußeren gebracht, und damit der geschmolzene Kitt nicht zwischen die inneren
einander gegenuͤberstehenden Roͤhren eintritt, bringe ich die Enden
derselben nahe an einander, und halte dieselben in dieser Lage fest, und bedeke sie
an ihrer Zusammenfuͤgung mit einer Straͤhne oder mit ein Paar
Straͤhnen loker gesponnenen Seiler-Garnes, oder aufgewikelten Tauen.
Nun wird die oben erwaͤhnte Vereinigungs-Roͤhre uͤber
die besagten Enden der Roͤhren gezogen, und damit erstere mit lezteren
beinahe concentrisch bleibt, fuͤge ich in dem ringfoͤrmigen Raume
einen engeren hoͤlzernen Ring, der hierzu vorlaͤufig zugerichtet
wurde, an jedem Ende der Vereinigungs-Roͤhre ein, so daß jeder dieser
hoͤlzernen Ringe jedes Ende des ringfoͤrmigen Raumes ausfuͤllt,
und den Kitt, wenn er in den Raum zwischen den beiden Ringen eingegossen wird,
hindert auszulaufen. Ich habe daher auch vorlaͤufig, ehe die
Vereinigungs-Roͤhre aufgezogen wird, ein Loch durch eine Seite
derselben, ungefaͤhr in der Mitte, anbringen lassen, und sprize durch
dasselbe mittelst einer eisernen Sprize den geschmolzenen Kitt ein. Wenn man die
Sprize in einen Topf haͤlt, in welchem der Kitt geschmolzen erhalten wird, so
wird sie warm, und kann dann mit dem Kitte gefuͤllt, und so eine ganze Sprize
voll desselben durch das Loch eingesprizt werden, bis der ringfoͤrmige Raum
voll wird.
Ich mache meine Roͤhren zuweilen auch zum Theile aus Holz, Foͤhren,
Fichten etc., und nehme diese hoͤlzernen Roͤhren, als die inneren,
indem ich denselben jede erforderliche Dike geben kann. Ich finde, daß solche
Roͤhren bequem aus irgend einer Anzahl von Staͤben von der
Laͤnge der verlangten Roͤhre in jedem beliebigen Durchmesser gemacht
werden koͤnnen. Nachdem ich diese Staͤbe vorlaͤufig in die
gehoͤrige Form gebracht habe, fuͤge ich sie in Form eines Cylinders
oder einer Roͤhre zusammen, und steke diese Roͤhre auf eine
hoͤlzerne Walze, wie oben bei dem Umwikeln des Reifeisens, um die innere
eiserne Roͤhre angewendet wurde, und winde auf aͤhnliche Weise einen
Streifen Reifeisen um diesen hoͤlzernen Cylinder herum, so daß die
Staͤbe desselben dadurch festgehalten werden. Ich mache die innere
Roͤhre, wenn sie weit seyn muß, lieber aus Holz, weil sie dann starker ist,
als wenn sie aus Blech von mittelmaͤßiger Dike gemacht ist. Nachdem diese
Roͤhren mit Reif-Eisen auf obige Weise gebunden wurden, tauche ich sie
gleichfalls in den Kitt,
entweder mit oder ohne Tuch-Bedekung oder aͤußeren eisernen
Bekleidung, wie es die Umstaͤnde erfordern.
Meine Verbesserung besteht vorzuͤglich in dem Binden der Roͤhre auf die
oben angegebene Weise, um sie dadurch zu verstaͤrken.
Der Kitt, von welchem oben die Rede war, besteht aus folgenden in folgendem
Verhaͤltnisse zusammengeschmolzenen Materialien: naͤmlich, zwei Pfund
Bienen-Wachs; zwei und einem halben Pfunde Lein-Oehl; zwoͤlf
Pfund gemeinem weissen Harz; achtzehn Pfund Pech; Einem Pfunde Talg. Wenn dieser
Kitt zum Ausfuͤllen der Hoͤhlungen zwischen den inneren und
aͤußeren Roͤhren oder bei den Vereinigungs-Roͤhren
gebraucht wird, finde ich es gut, denselben mit sechzehn Pfund Gyps oder
roͤmischem Moͤrtel oder sein gepuͤlverten lebendigen Kalk zu
mengen, und wenn dieser Kitt mehr Zaͤhigkeit und Elasticitaͤt haben
soll, seze ich obiger Mischung zwei Pfund Kautschuk zu, die in fuͤnf Quart
Terpenthin aufgeloͤst wurden.
Tafeln