| Titel: | Methode, Messing zu verdichten. Von Hrn. Cornelius Varley. |
| Fundstelle: | Band 36, Jahrgang 1830, Nr. LXXXVIII., S. 446 |
| Download: | XML |
LXXXVIII.
Methode, Messing zu verdichten. Von Hrn.
Cornelius
Varley.
Aus den Transactions of the Society of Arts, im
Repertory of
Patent-Inventions. N. 58. S. 243.
Mit einer Abbildung auf Tab. IX.
Varley's Methode, Messing zu verdichten.
Vor ungefaͤhr 35 Jahren wurde meinem sel. Onkel ein kostbares Chronometer
anvertraut, das scheinbar ohne allen Fehler war, das aber die Bemuͤhungen der
ersten Meister vereitelte, um dasselbe im gehoͤrigen Gange zu erhalten. Mein
Onkel entdekte bald die Ursache dieses Fehlers: die Balanz war magnetisch. Er machte
also eine neue aus gut geschlagenem Golde, und das Chronometer ging von der Stunde
an hoͤchst genau. Er machte in der Folge die Balanz bei allen seinen
wichtigeren Uhren aus Gold oder Messing, und verfertigte sich hierzu sein Messing
selbst, um der Reinheit desselben vollkommen sicher zu seyn. Dieses Messing, so wie
das Gold, welches er bei seinen Uhren brauchte, haͤmmerte er ferner noch in
der sogleich zu beschreibenden Vorrichtung. Auch die Raͤder der Hemmung
machte er aus solchem reinen und gut gehaͤmmerten Messinge, und wurde
haͤufig von anderen Mechanikern um solches Messing ersucht. Sie fanden alle,
daß sein Messing sich schoͤner und feiner schneiden laͤßt; denn sein
Messing hatte in der Drehebank eine ausgezeichnete Milde und Gefaͤlligkeit,
(um den gewoͤhnlichen zwar gezierten, aber richtig bezeichnenden Ausdruk der
Mechaniker zu gebrauchen,) welche offenbar das Resultat der Gleichartigkeit
desselben war.
Wenn ein Stuͤk haͤmmerbares Metall nach und nach an zwei
gegenuͤberstehenden Seiten mit einem Hammer geschlagen wird, dessen
Flaͤche groͤßer ist, als das Metall, so breitet lezteres sich bald
aus, und springt an der Kante. Wenn aber, im Gegentheile, die Flaͤche des
Metalles groͤßer ist, als die des Hammers, und die Schlage so nahe als
moͤglich gegen den Mittelpunkt gefuͤhrt werden; so kann der Theil,
welcher gebammelt wird, sich nicht ausdehnen, indem er so zu sagen von einem
Metallreife umgeben ist, und er wird bald gehaͤrtet werden; die benachbarten
Theile aber, die nicht hinlaͤnglich gegen die Ausdehnung unter dem Hammer
geschuͤzt sind, koͤnnen in dem Verhaͤltnisse weniger durch das
Haͤmmern gehaͤrtet werden, als sie naͤher gegen den Rand des
Metalles hin gelegen sind. Ueberdieß muß jeder Schlag mit dem Hammer,
waͤhrend er den unmittelbar unter demselben gelegenen Theil haͤrtet,
wegen der oben erwaͤhnten Ungleichheit des Widerstandes eine entgegengesezte
Wirkung an den zunaͤchst gelegenen Theilen hervorbringen, die gewaltsam
gezerrt und gespannt
werden. Wenn ferner das Metall die Form eines Blokes hat, und von allen Seiten
gehaͤmmert wird, mag eine ziemlich gleichfoͤrmige Masse erhalten
werden; aber auch diese Gleichfoͤrmigkeit ist nur eine Ausgleichung
entgegengesezter Zustaͤnde durch die ganze Masse, indem es unmoͤglich
ist, den Blok durch Haͤmmern an einem Theile zu verdichten, ohne die
benachbarten Theile gewaltig zu zerren. Dieses Haͤmmern hat also seine
Graͤnze; denn obschon eine gewisse Menge desselben das Metall haͤrtet,
so macht es wieder jeder Schlag, der uͤber dieselbe hinausreicht, schwach,
oder wie die Mechaniker lagen, ungesund, bis am Ende der ganze Blok nichts taugt,
und nur durch neues Umschmelzen oder Schweißen wieder brauchbar wird.
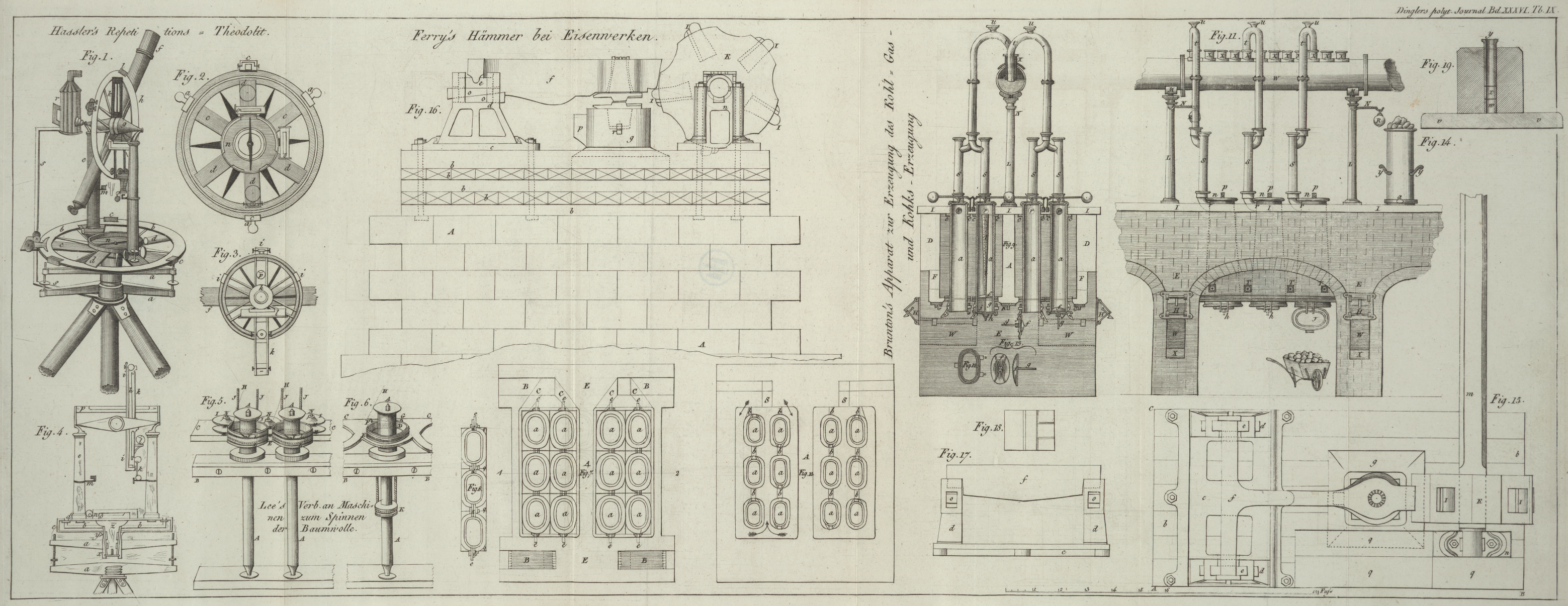
Die Fig. 19.
dargestellte Vorrichtung beseitigt alle diese Nachtheile, uu, ist der Durchschnitt eines Blokes aus hartem
Stahle, der an seiner unteren Flaͤche, mit welcher er auf dem Amboße, vv, aufliegt, vollkommen flach ist. Ein Loch, das
ungefaͤhr so weit ist, als der vierte Theil des Durchmessers dieses Blokes,
ist hoͤchst genau senkrecht durch lezteren nach der Richtung seiner Achse
durchgebohrt, w ist ein kurzer Cylinder aus
gehaͤrtetem Stahle, der in den unteren Theil des Loches eingestekt wird, in
welches er hoͤchst genau paßt, und mit dem Bloke zugleich aus dem Amboße
ruht, x ist das Stuͤk Metall, Messing oder was es
immer seyn mag, welches gehaͤrtet (und gleich dicht, homogen) werden soll. Es
muß vorlaͤufig vollkommen rein und glatt abgedreht werden, so daß es sehr
genau in das Loch paßt, und an seiner oberen und unteren Flaͤche vollkommen
flach und eben seyn. y ist ein staͤhlerner
Cylinder, gut gehaͤrtet, dessen oberste Flaͤche etwas convex ist, (und
der wieder in das senkrechte Loch in dem Bloke paßt).
Wenn nun Alles gehoͤrig vorgerichtet (der Blok auf den Amboß, der Cylinder,
w, in den unteren Theil des senkrechten Loches, auf
diesen das zu haͤrtende Metall x, und auf dieses
der Cylinder y gebracht ist) schlaͤgt man mit
einem mittelmaͤßigen schweren Hammer erst sanft, und nach und nach immer
staͤrker, zulezt aber so stark als moͤglich. Dann wechselt man den
Hammer, und nimmt den schwersten, den der Blok und der Cylinder ertragen kann. Das
Moment der Schlaͤge auf y theilt sich dem
Cylinder x mit, und da w und
y genau in das Loch passen, so faͤllt die
ganze Wirkung nothwendig auf x.
Man wird, im Anfange der Arbeit, sowohl im Gefuͤhle, das der Hammer der Hand
mittheilt, als im Klange einen bedeutenden Unterschied wahrnehmen, wenn man auf den
Cylinder y, und wenn man auf den Amboß schlaͤgt;
wie man aber weiter forthaͤmmert, vermindert sich dieser Unterschied; und wenn lezterer
gaͤnzlich verschwindet, das heißt, wann der Hammer oben von dem Cylinder so
weit zuruͤk springt, als unten von dem Amboße, dann hat das Metall den
moͤglich hoͤchsten Grad der Haͤrtung durch Haͤmmerung
erhalten. Ein großer Hammer, mittelmaͤßig schnell gefuͤhrt, scheint
kraͤftiger und tiefer in den Blok hinein zu wirken, als ein leichter, wenn
dieser auch um so viel schneller gefuͤhrt wird, als er leichter, ist. Das
Metall springt naͤmlich bei einem schnellen Schlage in die Hoͤhe,
indem seine Theilchen nicht Zeit genug haben, auf eine bleibende Weise
zuruͤkzuweichen; ein schwerer Schlag hingegen, der langsamer faͤllt,
als die Schwingungen des Metalles, wird diesen Theilchen Herr, und sendet seine
Wirkung tiefer in die Masse des Metalles. Je kuͤrzer der Cylinder, y, desto kraͤftiger theilt er die Wirkung des
Hammers mit. Das Loch uͤber dem Metalle sollte daher nie langer seyn, als
noͤthig ist, um dem Cylinder, y, als sichere
Fuͤhrung zu dienen, und der obere, ungestuͤzte Theil des Cylinders,
y, sollte so kurz seyn, als es die Bequemlichkeit
erlaubt. Der Blok, so wie die staͤhlernen Cylinder, w und y, muͤssen gut gehaͤrtet
und bis zur Strohfarbe angelassen werden, damit sie die lang anhaltende Wirkung des
Hammers zu ertragen vermoͤgen.
Den Metallcylinder oder die Scheibe, x, kriegt man leicht
heraus, wenn man den oberen Cylinder herausnimmt, und den Blok uͤber ein
groͤßeres Loch stellt, als er selbst hat. Man fuͤhrt dann einen
laͤngeren Cylinder in das Loch ein, als y, und
ein paar Hammerschlage treiben w und x hinaus.Diese Bemerkungen sind Goldes werth; sie sind aus der alten englischen
Schule, und enthalten in wenigen Worten die ganze Theorie des
Haͤmmerns, die so wenige Arbeiter auch nur ahnden. Wenn man vor den
Werkstaͤtten der Metallarbeiter voruͤber geht, so
gaͤllen die Ohren vor Haͤmmern und Klopfen, und wenn, man den
Meistern Haͤmmerl. und Comp. zusieht, so sieht man deutlich, daß sie
haͤmmern und klopfen ohne zu wissen warum. Sie fuͤhren
meistens alle Shakespeare's bekannte Komoͤdie auf: „viel
Laͤrmen um nichts.“ So wie schlechte Aerzte viele
Recepte, schlechte Advokaten viel Papier verschreiben, und schlechte Poeten
viel Worte um Nichts machen, so geht es auch in den Werkstaͤtten:
schlechte Arbeiter haͤmmern viel, und bringen doch nichts Brauchbares
auf die Welt. Ein paar kraͤftige, wehl bemessene Schlaͤge mit
einem gewichtigen Hammer ersparen das Klempern von Hunderten nuzloser
Streiche, die Zeit und Metall zugleich verwuͤsten.A. d. Ue.
Tafeln