| Titel: | Verbesserungen an den Maschinen zur Fabrikation der Nägel, worauf sich William Church, Gentleman zu Bordsley Green bei Birmingham, am 25. Februar 1832 ein Patent ertheilen ließ. |
| Fundstelle: | Band 51, Jahrgang 1834, Nr. XX., S. 96 |
| Download: | XML |
XX.
Verbesserungen an den Maschinen zur Fabrikation
der Naͤgel, worauf sich William
Church, Gentleman zu Bordsley Green bei
Birmingham, am 25. Februar
1832 ein Patent ertheilen ließ.
Aus dem London Journal of Arts. Julius 1833, S.
321.
Mit Abbildungen auf Tab.
II.
Church, Maschinen zur Fabrikant der Naͤgel.
Gegenwaͤrtige Erfindungen und Verbesserungen an den zur Fabrikation der
Naͤgel dienenden Maschinen beziehen sich, wie der Patenttraͤger sagt,
erstens auf die Zubereitung, Formirung und Verfertigung von Naͤgeln aus
Stangen, Staͤben oder Platten von Eisen oder anderen dehnbaren Metallen oder
Metalllegirungen; zweitens auf die Maschinen, mittelst welcher diese Metallstangen
oder Staͤbe In Naͤgel verwandelt werden; und endlich auf die Maschinen
oder Apparate zur Verfertigung jener Art von Naͤgeln, auf welche sich Richard
Prosser von Birmingham am 13. Julius 1831 ein Patent
ertheilen ließ.Ueber die verschiedenen englischen Maschinen zur Knopffabrikation sehe man
die Registerbaͤnde unseres Journals nach. A. d. R.
Meine Methode die Stangen, aus denen die Naͤgel erzeugt werden sollen, zu
verfertigen, besteht darin, daß ich das Metall in Staͤben oder Platten durch
Drukwalzen gehen lasse, in deren Umfang sich Ausschnitte befinden, durch welche die
Staͤbe oder Platten die gehoͤrige Form erhalten, und daß ich diese Platten
dann mittelst der gewoͤhnlichen Schneidwalzen der Laͤnge nach
zerschneide.
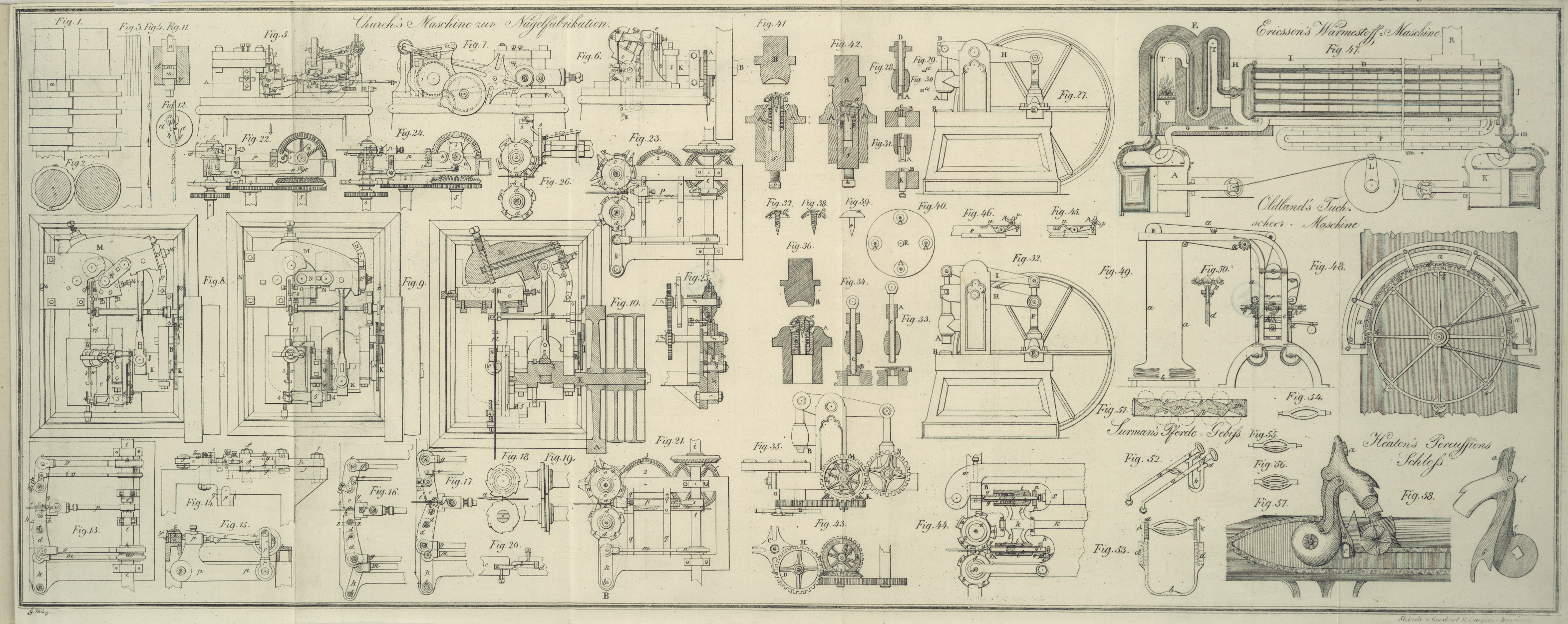
Fig. 1 und
2 auf Taf.
II. zeigt ein Paar Walzen, aͤhnlich denen, deren man sich gewoͤhnlich
zum Auswalzen von flachem Stab: eisen bedient, nur daß ein Theil des Umfanges der
einen dieser Walzen gezaͤhnt und mit Vorspruͤngen oder Kruͤmmen
aa ausgestattet ist, deren Halbmesser oder
Entfernungen von der Achse der Walze ungleich sind.
Fig. 3 und
4 gibt
eine horizontale und eine Seitenansicht eines Stuͤkes einer Eisen-
oder anderen Metallplatte, woraus man die Form derselben nach ihrem Durchgange
zwischen der ausgezahnten und der cylindrischen Walze ersieht. Die auf diese Weise
behandelten Metallplatten werden dann mittelst gewoͤhnlicher Schneidwalzen in
Naͤgelstangen zerschnitten, wie man sie in Fig. 3 bereits zum Theil
zerschnitten sieht. Nach diesem Auswalzen und Schneiden bestehen die
Naͤgelstangen, wie Fig. 4 zeigt, aus einer
Reihe keilfoͤrmiger Stuͤke 1,1 1, von denen jedes zu einem Nagel
bestimmt ist. Bei diesem Auswalzen der Stangen in keilfoͤrmige Stuͤke
kommt es hauptsaͤchlich darauf an, daß die Quantitaͤt des Metalles so
berechnet wird, daß sie der erforderlichen Dike und Staͤrke der Naͤgel
an ihren verschiedenen Stellen entspricht. Diese Quantitaͤt haͤngt
aber von der Form ab, welche man den Vorspruͤngen und Ausschnitten an dem
Umfange der Walzen zu geben fuͤr noͤthig haͤlt.
Die Apparate, mittelst welcher ich die metallenen Stangen in Naͤgel verwandle,
bestehen aus dreierlei Maschinen, mit deren Huͤlfe sich dieß auf verschiedene
Weise vollbringen laͤßt. Da nun diese Maschinen mehrere Abaͤnderungen
in der Einrichtung ihrer einzelnen Theile zulassen, so will ich dieselben einzeln
beschreiben, und auch einige der verschiedenen Stellungen ihrer arbeitenden Theile
andeuten.
Die erste dieser Maschinen sieht man aus den Figuren 5, 6, 7, 8, 9 und 10. Die Verbesserungen an
derselben bestehen erstens in der Art und Weise, auf welche die Nagelstangen in die
Maschine gelangen, oder auf welche die Maschine gespeist wird; 2) in der Methode das
Stuͤk, aus welchem der Nagel erzeugt werden soll, zuzuspizen und
abzuschneiden; 3) in der Methode diese abgeschnittenen und zugespizten Stuͤke
in die Model oder Matrizen zu bringen, in denen ihnen die Form und der Kopf gegeben
werden soll;, 4) in der Art und Weise dem Stifte seine vollendete Form zu geben und
den Kopf an demselben anzubringen; und 5) in dem Verfahren, nach welchem der fertige
Nagel aus der Maschine herausgeschafft wird.
Fig. 5, 6 und 7 sind
Aufrisse; Fig.
8 und 9 Grundrisse und
Fig. 10 ein
horizontaler Durchschnitt durch die Maschine nach der Richtung der punktirten Linie
A B in Fig. 5 und 6. An allen diesen Figuren
beziehen sich gleiche Buchstaben auch auf gleiche Gegenstaͤnde.
Die Naͤgelstangen 1, 1 werden mit den duͤnnen Enden der Keile
vorangekehrt durch einen Fuͤhrer von gehoͤriger Form in die Maschine
gebracht, und zwar in der Stellung, in der man sie in Fig. 5 und 10 zwischen den
Schneidinstrumenten bb sieht, worauf dann die
Speisung der Maschine auf folgende Weise von Statten geht.
An der Hauptwelle k befindet sich das Muschelrad s, welches bei seinen Umdrehungen den Hebel t, der seinen Stuͤzpunkt in dem Ohre 2 hat, und
dessen untere Flaͤche auf dem Muschelrade ruht, emporhebt. Bei diesem
Emporsteigen nimmt der Hebel aber auch den Hebel u mit
sich, indem er durch ein stellbares Gefuͤge 3, welches sich in Spalten oder
Fenstern in den Hebeln bewegen laͤßt, damit in Verbindung steht. Der Hebel
u steht durch seine in dem Pfosten 5 befindliche
Stuͤzpunktstange 4 mit dem an dem anderen Ende der Stange 4 befestigten Hebel
v in Verbindung. Mit dem unteren Ende des Hebels v ist das Stuͤk w
verbunden, dessen Ende einen Speiseapparat oder einen Stoͤßer (pusher) bildet. Dieser Stoͤßer faͤllt, so
wie er durch die Bewegung des Hebels v nach
Ruͤkwaͤrts bewegt wird, in die in der Naͤgelstange befindlichen
Ausschnitte oder Einkerbungen, und trifft daher, wenn er nach der entgegengesezten
Richtung bewegt wird, gegen die Vorspruͤnge oder Schultern der
keilfoͤrmigen Theile der Naͤgelstange, so daß sich dieselbe also unter
die Schneidwerkzeuge bb bewegt, um daselbst die
Operation des Zuspizens und Abschneidens zu bewirken.
Der Grad der Bewegung des Stoͤßers kann durch das Gefuͤge 3 der Hebel
t und u regulirt werden;
und wenn der Speiser w eines der keilfoͤrmigen
Stuͤke unter die Schneidinstrumente getrieben wird, so zieht die Feder 6 die
Hebel t und u auf einen
kleineren Durchmesser des Muschelrades s herab, und
dadurch wird der Hebel v veranlaßt den Speiser w zuruͤkzuziehen, so daß derselbe nun bereit ist,
wieder einen anderen Theil der Stange unter die Schneidinstrumente bb zu treiben.
Um dem Nagel eine Spize zu geben, schneide ich von einer Seite des duͤnneren
Endes der Keile 1,1,1, wie man aus der in groͤßerem Maßstabe gezeichneten
Fig. 12
sieht, ein kleines Stuͤk 7, welches einen sogenannten Schusterzweken bildet,
weg. Die Operation, durch welche diese Zweken abgeschnitten werden, nenne ich das
Spizen (pointing); sie wird auf folgende Weise
vollbracht. Die Eisenstange wird durch einen Fuͤhrer eingefuͤhrt, und
zwischen die Schneidinstrumente bb gebracht, von
denen das eine in dem Haupte c, das andere hingegen in
dem Lager d festgemacht ist. Das Haupt c ist an der Welle e
aufgezogen, und nimmt daher an allen den Bewegungen derselben Antheil. An jedem Ende
der Welle e ist an der dem Haupte c entgegengesezten Seite ein kurzer Hebel ff (Fig.
6) befestigt, und zwischen diesen beiden Hebeln befindet sich eine
Schleuder g, welche durch die in Fig. 10 ersichtlichen
Zapfen hh damit verbunden ist. i ist eine Gegenreibungsrolle, welche an einem kleinen,
an dem Ende der Hauptwelle k befindlichen Winkelhebel
j angebracht ist. Diese Reibungsrolle i bewegt sich in einem Falzen oder in einer Spalte in
der Schleuder g, und dadurch wird das Haupt c, so wie sich die Hauptwelle k umdreht, steigen und fallen, und hiernach die erwaͤhnte Operation
vollbringen, waͤhrend das untere Schneidinstrument in dem Bette oder Lager
unbeweglich stillsteht. Die Schneidinstrumente sind, wie Fig. 12 zeigt, schief
gegen die Naͤgelstange gestellt, damit ein dreiekiges Stuͤk aus dem
keilfoͤrmigen Stuͤke der Stange ausgeschnitten wird. Bei dieser
Operation wird nun der Nagel nicht vollkommen von der Stange getrennt, ausgenommen
er soll eine sehr scharfe Spize erhalten.
An der Seite des obern Schneidinstrumentes b befindet
sich ein anderes aͤhnliches Schneidwerkzeug 1 (Fig. 5), dessen unterer
oder schneidender Rand etwas uͤber dem Instrumente b steht. Wenn das Instrument b seine Operation
vollendet hat, und wenn dasselbe st weit herab gelangte, daß das Werkzeug l den Nagel beinahe beruͤhrt, so wird ein anderes
kleines Schneidwerkzeug n, welches an einem
cylindrischen, auf dem Bette oder Lager d befindlichen
Schieber m angebracht ist, durch den Hebel o, der mittelst der Stange p
(Fig. 6)
mit der oben erwaͤhnten Welle e in Verbindung
steht, emporgetrieben. Die Hoͤhe, auf welche das Schneidwerkzeug n beim Abschneiden des Nagels von der Metallstange
gehoben wird, wird durch eine in dem Ende des Hebels o
angebrachte Stellschraube 8 regulirt. Das untere Schneidinstrument bleibt
unbeweglich, waͤhrend der zum Spizen erforderliche Schnitt geschieht. Der
Schieber m, der das untere Schneidwerkzeug n fuͤhrt, ruht auf einer an dem
Cylinder-Lagerstuͤke d (Fig. 11) befindlichen
Schulter 9; er besteht aus zwei Theilen und ist mit einer Schraube 10 versehen,
durch welche die Hoͤhe des Schneidwerkzeuges n
regulirt werden kann. Wenn nun der Nagel auf die beschriebene Weise durch das
Schneidwerkzeug n von der Stange abgeschnitten worden,
so wird er durch den Fuͤhrer 11 in die Fuͤhrzangen rr (Fig. 5)
vorwaͤrtsgetrieben, waͤhrend zu gleicher Zeit mittelst des an dem
Speiser w befindlichen Stoͤßers s ein weiteres Stuͤk der Stange zum Behufe des Spizens
und Abschneidens vorwaͤrts bewegt wird.
Der in die Fuͤhrzangen rr gelangte Nagel
wird daselbst von den Federn x, x, x festgehalten, indem
dieselben gegen das an der beweglichen Wange der Zange befindliche
Schwanzstuͤk 12 (Fig. 5) druͤken.
Die Fuͤhrzangen werden durch folgende Vorrichtung veranlaßt einen Theil einer
Umdrehung zu bewirken, d.h. sich aus der Stellung r1 in
die Stellung r2 zu bewegen.
An der Hauptwelle K ist ein Zahnrad A angebracht, welches in das Rad B eingreift, und dieses leztere Rad ist, wie Fig. 7 zeigt, an dem
Treibrade festgemacht. Das Treibrad C ist mit einem
kurzen Arme D versehen, und dieser Arm fuͤhrt
eine Walze oder Rolle Z, die an jenem Theile des Rades,
an welchem ein Stuͤk desselben weggenommen ist, ihre Stellung hat. Die
Fuͤhrzangen sind an dem einen Ende der Welle E
aufgezogen, waͤhrend sich an deren anderem Ende das von mir sogenannte
Sternrad F befindet. Durch die Bewegung des Rades A an der Welle K wird das
Treibrad C zu Umdrehungen veranlaßt; dadurch tritt die
Walze Z in einen der Ausschnitte 13 des Sternrades F, und dreht dasselbe um den vierten Theil um. In dieser
Stellung wird dasselbe dann waͤhrend des Restes der Umdrehung des Treibrades
erhalten, indem der zwischen den Ausschnitten 13 befindliche Theil mit dem Umfange
des Treibrades C in Beruͤhrung steht.
Waͤhrend daher die Fuͤhrzangen nur einen Theil einer Umdrehung
zuruͤklegen, vollbringt die Hauptwelle K eine
volle Umdrehung, und dadurch werden die zugespizten keilfoͤrmigen
Stuͤke oder die Schenkel oder Stifte der Naͤgel allmaͤhlich
zwischen die Model oder Matrizen G, H gebracht, und so
lange daselbst erhalten, bis ihnen die gehoͤrige Form und der Kopf gegeben
ist. Die Model oder Matrizen sind mit Stellschrauben 14, 14 versehen, durch welche
ihnen die gehoͤrige Stellung gegeben werden kann.
Die Theile, welche zum Formen und zur Bildung des Kopfes dienen, ersieht man am
besten aus dem Durchschnitte Fig. 10, in welchem eine
solche Niete gerade in jener Stellung abgebildet ist, die sie hat, wenn diese Theile
auf sie einwirken. Durch die Umdrehung der Hauptwelle K
treibt der Winkelhebel J mittelst der Verbindungsstange
L den Hebel M gegen sie;
und da dieser Hebel durch die Stangen N mit dem
beweglichen Modelbloke O in Verbindung steht, so werden
die Model oder Matrizen mit solcher Gewalt einander genaͤhert, daß der
Schenkel oder Stift des Nagels dadurch geformt wird. Zu gleicher Zeit wird der Stift
des Nagels auf diese Weise festgehalten, waͤhrend der Kopfbolzen (heading pin) P durch den
Hebel M daraufgedruͤkt wird und einen Theil des
Stiftes so zusammendruͤkt, daß der Kopf des Nagels dadurch zum Vorscheine kommt. Der
Kopfbolzen P ist zu diesem Behufe mit einer
Stellschraube 20 versehen. Bei der weiteren Bewegung des Winkelhebels J weichen die Model wieder aus einander, wo dann die
Fuͤhrzangen wieder auf die beschriebene Weise in Thaͤtigkeit gerathen,
und der fertige Nagel aus den Modeln herausgeschafft und durch einen anderen ersezt
wird. An dem Ende des Hebels M befindet sich die
Gegenreibungsrolle 15, die sich an einer kurzen Achse 16 bewegt, und welche auf der
Schiene oder Bahn 17 laͤuft, so daß sich der Hebel M frei und in gehoͤriger Stellung gegen die zum Formen des Kopfes
dienenden Model bewegen kann.
Bei dem Uebertritte des Nagels von der Stellung, in welcher der Kopf an demselben
gebildet wird, in die tiefere Stelle, an welcher er aus der Maschine kommt,
geraͤth ein an dem gegliederten Ende der beweglichen Wange der Zange rr, befindliches Schwanzstuͤk 18 mit dem
Stifte 19 in Beruͤhrung. Dadurch wird dieser Stift nach Auswaͤrts
bewegt, so daß die Zange geoͤffnet wird, und daß der Nagel unten herausfallen
kann. Zu bemerken ist, daß die Fuͤhrzange an jener Stelle, an welcher sie
waͤhrend des Formens des Kopfes zwischen den Modeln ruht, duͤnner
gemacht werden soll, als der Nagel; daß dafuͤr aber jeder aͤußere Rand
mehr Staͤrke haben muß.
Die zweite Maschine, deren ich mich bediene, um Metallstangen in Naͤgel zu
verwandeln, ersieht man aus Fig. 13, 14, 15, 16 und 17. Fig. 13 ist ein Grundriß
der arbeitenden Theile der Maschine, wodurch die Naͤgel geformt, mit
Koͤpfen versehen und abgeschnitten werden. Fig. 14 ist eine
Fronteansicht und Fig. 15 ein senkrechter Durchschnitt; Fig. 16 und 17 sind
Grundrisse der Modeln in verschiedenen Stellungen. An allen diesen Figuren beziehen
sich gleiche Buchstaben auf gleiche Gegenstaͤnde. In dieser Maschine wird nun
der Stiel oder Stift des Nagels nicht durch directen Druk, sondern durch
abwechselnde kreisende Bewegung der Model oder Matrizen geformt und vollendet. Die
Nagelstangen koͤnnen entweder die am Anfange dieser Patenterklaͤrung
beschriebene Vorbereitung erleiden, oder man kann dieselben durch ein Walzenpaar,
wie man es in Fig.
18 und 19 sieht, laufen lassen. In Folge der an dem Umfange dieser Walzen
angebrachten Verzahnungen wird die Nagelstange die Form erhalten, die man in Fig. 18 bei
aa sieht; d.h. an den Enden der
keilfoͤrmigen Stuͤke wird dadurch eine Verdikung entstehen, wodurch
die Bildung des Kopfes der Naͤgel sehr erleichtert wird.
Die Model a, b sind an den Enden der Hebel cd aufgezogen, die sich um die Achsen ef drehen, und welche durch die Verbindungsstangen
g, g und durch die an der Hauptwelle i, i befindlichen Muschelraͤder
h, h in Bewegung gesezt werden. Damit die Model (siehe
Fig. 16)
so geoͤffnet werden koͤnnen, daß sie die Metallstange zwischen sich
aufzunehmen im Stande sind, ist die Achse f an einem
Schieberstuͤke j aufgezogen, welches in Fig. 14 durch
punktirte Linien angedeutet ist, und welches sich in dem Gestelle der Maschine in
Fuͤhrern bewegt. Mit der Achse f steht einer der
gegliederten Hebel kk in Verbindung,
waͤhrend der andere dieser Hebel mit einem in dem Gestelle der Maschine
befestigten Bolzen l verbunden ist. Der Bau dieser Hebel
erhellt am besten aus Fig. 14, indem in den
uͤbrigen Figuren ein Theil derselben entfernt ist, um die uͤbrigen
Theile der Maschine deutlicher anschaulich zu machen. Mit diesen Hebeln steht eine
Stange m in Verbindung, welche durch ein an der
Hauptwelle befindliches Muschelrad n in Bewegung gesezt
wird, so zwar daß die Stange m und die Hebel kk zum Behufe des Oeffnens der Model gegen
dasselbe angezogen werden. Wenn die Nagelstange, wie Fig. 16 zeigt, durch
einen gehoͤrigen Speisungsapparat, oder durch irgend eine andere Vorrichtung
zwischen die Model oder Matrizen gebracht worden, so stoͤßt das Muschelrad
n die Stange m und die
Hebel kk in die aus Fig. 13 ersichtliche
Stellung zuruͤk, und bewirkt, daß die Nagelstange waͤhrend der Bildung
des Kopfes des Nagels von den Modeln ab
festgehalten wird. Der zur Bildung des Kopfes dienende Model o ist an dem Ende des kuͤrzeren Armes des Hebels p, der sich um q wie um eine
Achse dreht, angebracht. Das andere Ende dieses Hebels p
steht dafuͤr durch das Verkuppelungsstuͤk r mit dem an der Hauptwelle i befindlichen
Winkelhebel s in Verbindung. Durch die Umdrehung dieses
Winkelhebels wird der zum Formen des Nagelkopfes dienende Model mit solcher Gewalt
auf die Model a, b (Fig. 13 und 14) gebracht,
daß auf diese Weise der Kopf an dem Nagel erzeugt wird. Ist der Kopf fertig, so geht
der Model o den Modeln ab aus dem Wege, damit dieselben den Stiel oder Schaft des Nagels
vollenden koͤnnen. Dieß geschieht, indem das Muschelrad hh die Stangen gg vorwaͤrts treibt, wodurch die Hebel c,
d in die aus Fig. 15 ersichtliche
Stellung gerathen, in der die Nagelstange in jene Form gedruͤkt wird, die zur
Vollendung des Stieles des Nagels noͤthig ist. Der auf diese Weise gebildete
Nagel kann von der Nagelstange getrennt werden, indem das an dem Hebel c angebrachte und in einem Falzen desselben gleitende
Schneidinstrument t den Nagel von der Nagelstange
abschneidet, wenn das Muschelrad u die mit dem
gekruͤmmten Hebel w verbundene Stange v vorwaͤrts treibt. An diesem Hebel w befindet sich eine Stellschraube x, welche auf die senkrechte Muschel (came) y des
Schneidinstrumentes t druͤkt.
Wenn der Nagel von der Nagelstange abgeschnitten worden, so bewirkt die Stange m und das Muschelrad n, daß
die Hebel kk die Model oͤffnen, wo dann der
fertige Nagel frei herausfallen kann. Wenn die Stange gg und die Muschelraͤder hh die
Hebel cd und die Model ab in die aus Fig. 16 ersichtliche
Stellung bringen, und wenn das Muschelrad u die Stange
v und den Hebel x
zuruͤkzieht, so kann das Schneidinstrument t
durch eine Feder oder irgend eine andere geeignete Vorrichtung in seine
fruͤhere Stellung zuruͤkgebracht werden.
Der Bau der Model ist aus der in etwas groͤßerem Maßstabe gezeichneten
Abbildung Fig.
20 im Durchschnitte ersichtlich. Es erhellt hieraus, daß die beiden Model
uͤber einander passen, so daß der Nagel die gehoͤrige Form
erhaͤlt. Ich beschranke mich uͤbrigens nicht auf diese einzige Form
der Model, indem dieselben in einzelnen Faͤllen auch anders gebaut seyn
koͤnnen. Hinter dem zum Formen des Nagelkopfes dienenden Model o befindet sich eine Stellschraube, und in dem Hebel d werden keilfoͤrmige Stuͤke z zum Stellen der Model angebracht. Dieses Stellen kann
uͤbrigens auch auf andere Weise geschehen.
Die dritte meiner Maschinen zur Verfertigung von Naͤgeln aus Metallstangen
sieht man in Fig.
21, 22, 23, 24, 25, 26 abgebildet. An dieser Maschine wird das Modeln und Pressen des Stieles
des Nagels nicht durch eine abwechselnde kreisende Bewegung, sondern durch eine
ununterbrochene kreisende Bewegung mehrerer in einem Rade angebrachter Model
bewirkt.
Fig. 21 ist
ein Grundriß der arbeitenden Theile der Maschine, an welchem man die Model ab in der Stellung sieht, die sie haben, wenn sie
die Nagelstange waͤhrend der Bildung des Kopfes festhalten. Fig. 22 ist ein
senkrechter Durchschnitt der Maschine. Fig. 23 gibt dieselbe
Ansicht, wie Fig.
21; nur sind hier die Model in der Stellung abgebildet, in der sie sich
befinden, wenn der Kopf und der Stiel des Nagels vollendet ist, so daß der Nagel nur
mehr von der Nagelstange abgeschnitten zu werden braucht. Fig. 24 ist ein
Durchschnitt der Maschine in demselben Zustande. Fig. 25 ist ein
Durchschnitt nach der Richtung der punktirten Linien AB in Fig. 21, woraus man den Bau der Model ab ersieht. Diese Model sind naͤmlich an starken Platten oder
Raͤdern cd, welche an den Wellen e, f befestigt sind, aufgezogen, und werden an einander
gebracht, damit sie die Nagelstange waͤhrend der Bildung des Nagelkopfes
festhalten, und damit der Stiel oder Stift des Nagels mittelst der gegliederten
Hebel k, k, des Muschelrades u und der Stange m auf die bei der vorigen
Maschine beschriebene Art und Weise gepreßt oder gemodelt wird. Der Model fuͤr den Nagelkopf
o' ist an dem Ende der Schieberstange p, die sich in Zapfenlagern in den Querstuͤken
qq des Gestelles bewegt, angebracht und wird
durch ein Muschelrad s bewegt, welches sich an der
Hauptwelle i befindet, und gegen eine an dem Ende der
Schieberstange p befestigte Reibungsrolle r druͤkt.
Diese Methode, den Model o in Bewegung zu sezen, zeigt,
daß der Kopf des Nagels auch noch auf eine andere Weise gebildet werden kann;
uͤbrigens kann man sich auch hier, so wie an der vorhergehenden Maschine
eines Hebels und eines Winkelhebels bedienen. Das Schneidinstrument t, durch welches der Nagel von der Nagelstange
abgeschnitten wird, ist senkrecht in dem Gestelle der Maschine angebracht, und wird
durch einen Hebel v, der sich um den an dem Querbalken
q befindlichen Stuͤzpunkt w dreht, in Bewegung gesezt. Das kurze Ende dieses
Hebels steht mit dem Schneidwerkzeuge t in Verbindung;
das andere Ende hingegen ist mit einer Reibungsrolle x,
auf welche das Muschelrad u wirkt, ausgestattet, und auf
diese Weise wird dieses Ende des Hebels v
herabgedruͤkt, waͤhrend das kurze Ende und mit ihm das Schneidwerkzeug
t emporgehoben wird. Wenn der Nagel auf diese Weise
in dem Augenblike, in welchem der Stiel desselben in den Modeln vollendet wurde,
abgeschnitten wird, so kann das Muschelrad u, indem es
auf die Reibungsrolle zu wirken aufhoͤrt, gestatten, daß der Hebel v durch eine Feder oder durch ein Gewicht in seine
fruͤhere Stellung zuruͤkgefuͤhrt wird.
Aus den Abbildungen wird man ersehen, daß die Model oder Matrizen ab in der Richtung von Halbmessern an den Platten
oder Raͤdern c, d angebracht sind; wenn daher ein
Modelpaar einen Nagel vollendet hat, so muß sich dasselbe um einen Theil eines
Kreises herumdrehen, damit das naͤchste Modelpaar in Thaͤtigkeit
kommen kann. Um diese Bewegung zu erzielen, gebe ich den Modeln eine unterbrochene
kreisende Bewegung, die ich durch das an der Welle e
aufgezogene Sternrad 1, welches auf die fruͤher beschriebene Weise durch das
Treibrad 2 getrieben wird, erzeuge.
Das Treibrad wird durch das Zahnrad 3 getrieben, und dieses erhaͤlt seine
Bewegung von dem Rade 4, welches sich an der Welle des Winkelrades 6 befindet, in
das ein anderes, an der Welle i aufgezogenes Winkelrad 7
eingreift. Die Welle e theilt der Welle f die unterbrochene kreisende Bewegung mit, und zwar
mittelst der Zahnraͤder 8 und 9, deren Zaͤhne so tief in einander
eingreifen, daß die Welle f und die Model b zum Behufe des Oeffnens geschoben werden
koͤnnen, ohne daß das Eingreifen der Raͤder dadurch aufgehoben
wuͤrde.
Aus der ganzen Beschreibung wird erhellen, daß die beiden zulezt beschriebenen
Maschinen nur zur Verfertigung von sogenannten meißelfoͤrmigen Naͤgeln
dienen, indem die Nagelstangen nur auf zwei Seiten einen Druk von den Modeln
erleiden. Wuͤrde die Nagelstange durch ein Modelpaar gehen, in welchem ein
Theil der Spize weggeschnitten wuͤrde, gleich wie dieß in der zuerst
beschriebenen Maschine geschieht, so wuͤrden auch diese Maschinen dem Nagel
eine vollkommene Spize geben. Da dieses Wegschneiden eines Theiles der Nagelstange
jedoch nicht immer zwekmaͤßig ist, so kann der Nagel, wenn er aus diesen
Maschinen kommt, zwischen ein anderes Modelpaar gelangen, so daß hier auch die
beiden anderen Seiten dem Druke der Model ausgesezt werden, und daß hiermit die
Spize des Nagels vollendet ist. Da die Naͤgel auf sehr verschiedene Weise,
und zwar entweder durch eine Schieberbewegung oder durch eine kreisende Bewegung,
aus den einen Modeln in die andern gebracht werden koͤnnen, so hielt ich es
nicht fuͤr noͤthig diese Methoden zu beschreiben. Eine derselben
ersieht man aus Fig. 26, in welcher die Model ab
geoͤffnet und die Nagelstange so dargestellt sind, daß die Model nur
geschlossen zu werden brauchen, um einen anderen Nagel daraus zu bilden. Das
Abschneiden geschieht unter diesen Umstaͤnden nicht eher, als bis sich der
Nagel in der hier ersichtlichen Stellung befindet, wo dann das Schneidwerkzeug t auf irgend eine geeignete Weise in Thaͤtigkeit
gesezt werden kann. 1,2 stellt an dieser Figur ein Paar Leitungsfinger oder
Federklammern (spring clips) vor, welche an einer Stange
3 aufgezogen sind, die sich zwischen den an der Welle 5 befestigten
Fuͤhrarmen 4 schiebt. Diese Achse wird durch ein Sternrad oder auf irgend
eine andere zwekmaͤßige Weise in unterbrochene kreisende Bewegung versezt,
und dadurch werden die Leitungsfinger abwechselnd den Naͤgeln, so wie sie aus
den Modeln a, b kommen, gegenuͤber zu stehen
kommen. Am Ruͤken dieser Stange 3 befinden sich zwei Bukel oder Bolzen 6,6,
welche durch die Bewegung der Welle 5 zwischen das gabelfoͤrmige Ende des
Hebels 7 gebracht werden; in demselben Augenblike bewirkt aber auch ein Vorsprung an
dem Muschelrade 8, welches sich gleichfalls an der Welle 5 befindet, daß sich der
Hebel 7 nach Auswaͤrts bewegt, und daß die Stange mit dem Fingerpaare 1 an
den Nagel geschoben wird, bevor derselbe noch von der Nagelstange abgeschnitten
worden. Der Nagel wird dann durch die Bewegung der Welle in das zweite Walzenpaar 9
gefuͤhrt, worauf ein anderer Vorsprung an dem Muschelrade 8 den Hebel 7 und
die Stange 3 und mit ihr die Federklammern 1 wegbewegt, so daß der Nagel in dem
zweiten Modelpaare, von dem er vorher gefaßt worden, zuruͤkbleibt.
Das zweite Modelpaar kann seinen Druk auf die Naͤgel mittelst irgend einer der
beiden Modeln a, b beschriebenen Bewegungen, oder auch
in Folge irgend einer anderen entsprechenden Vorrichtung, auf deren Beschreibung ich
nicht einzugehen brauche, ausuͤben. Ueberhaupt werden alle
sachverstaͤndigen Mechaniker von selbst einsehen, daß die Einrichtung der zur
Bewegung dienenden Theile dieser Maschinen viele Abaͤnderungen erleiden kann.
So koͤnnen z.B. die Hebel c und d in Fig. 13 durch
Zahnraͤder, die an den Wellen e, f befestigt
werden, wie sie bei Fig. 21 beschrieben sind, mit einander verbunden werden, wo dann diese
Bewegungen gleichzeitig Statt finden wuͤrden, und wo nur eine Stange g und ein Muschelrad h
noͤthig waͤre. Auch kann der Model zum Formen der Nagelkoͤpfe
an Schieberstangen, die durch Muschelraͤder bewegt werden, aufgezogen oder an
Hebeln angebracht werden, die ihre Bewegung durch Winkelhebel, welche sich an der
Hauptwelle befinden, erhalten. Die Model koͤnnen ferner auch auf andere Weise
als durch die gegliederten Hebel kk und durch
Stangen geoͤffnet und geschlossen werden, ohne daß die Bewegung und die
Wirkung der Model dadurch eine Veraͤnderung erlitte. So kann man dieselben
z.B. mittelst eines Riemens, einer Schleife oder eines Stabes mit einander
verbinden, indem man denselben auf eine der Wellen e, f
und auf ein Excentricum oder ein Muschelrad, welches sich in dem Verbindungsriemen
bewegt, bringt. Hierdurch koͤnnen die Model naͤmlich zur Zeit des
Formens des Kopfes oder des Stieles einander genaͤhert, und hierauf wieder
von einander entfernt werden.
Meine Verbesserungen an den Maschinen zur Verfertigung jener Art von Knoͤpfen,
auf welche sich Richard Prosser von Birmingham am 13.
Jul. 1831 ein Patent ertheilen ließ, bestehen in einer eigenen Einrichtung und in
einem eigenen Baue der Model oder Matrizen, der Bunzen oder Patrizen oder der
sonstigen, zu den verschiedenen Operationen noͤthigen Werkzeuge; so wie in
verschiedenen Methoden dieselben anzuwenden. Diese verschiedenen Methoden und
Maschinen werden aus den Figuren 27 bis 42 deutlicher
erhellen. Fig.
27 ist naͤmlich ein Aufriß einer der Maschinen, welche zum Formen
jener Theile, aus denen der Nagelkopf besteht, dient. Das Instrument oder den
Bunzen, wodurch das Stuͤk, aus welchem der Nagelkopf gebildet wird, aus einem
Stuͤke Metallblech ausgeschnitten oder ausgeschlagen wird, sieht man bei A; das Lager oder die Matrize hingegen, auf welche der
Bunzen wirkt, bei B. Fig. 28 zeigt A und B im Durchschnitte.
Die Roͤhre oder der Bunzen, welcher hohl ist, und im inneren Durchmesser dem
Kopfe des zu verfertigenden Nagels gleich kommt, bewegt sich so weit herab, bis er in das unbewegliche
Lager oder in die Matrize eindringt. Der Durchmesser des am Grunde des Lagers B befestigten Theiles C ist
etwas kleiner, als der innere Durchmesser der Roͤhre oder des Bunzen A; seine Form muß jener Form entsprechen, die man dem
Nagelkopfe geben will. Das Ende des Bunzen A ist Innen
kegelfoͤrmig geformt, so daß dessen ganzer Rand schneidend wirkt, wenn das
Metallblech zwischen den Bunzen A und die Matrize B gelegt wird. Wenn die Maschine durch irgend eine
geeignete Vorrichtung (wie z.B. durch die Kurbelwelle E,
die Verbindungsstange F und den Hebel H) in Bewegung gesezt wird, so werden aus dem
Metallbleche kreisrunde Scheiben vom Durchmesser des Bunzen ausgeschnitten werden.
Diese Scheiben werden in dem Lager oder in der Matrize auf das Metallstuͤk
C gelangen, und dann durch den Bunzen, der sich nach
geschehenem Ausschneiden noch weiter herabbewegt, auf den Kopf dieses Stuͤkes
C gedruͤkt werden, so daß dieselben die Form
dieses Kopfes annehmen, indem die Raͤnder der Scheiben durch den inneren
Theil des Bunzen A so in den zwischen dem Stuͤke
C und dem Inneren der Matrize B befindlichen Raum herabgedruͤkt werden, daß die Scheiben jene
Form erhalten, die man in Fig. 29 bei a im Durchschnitte, und in Fig. 30 im Grundrisse
sieht. Da nun der Durchmesser der Scheibe G dem inneren
Durchmesser der Roͤhre oder des Bunzen A gleich
ist, so wird der Bunzen beim Zuruͤkweichen aus dem Lager die auf diese Weise
geformte Scheibe mit sich nehmen. In Fig. 28 sieht man in der
Roͤhre A einige solcher Scheiben a, a; sie werden beim jedesmaligen Ausschneiden einer
neuen solchen Scheibe emporgetrieben, bis endlich die ganze Roͤhre A bis zu D empor damit
gefuͤllt ist, wo sie dann in einen eigenen Behaͤlter fallen.
Das in den Modeln oder Matrizen B befindliche
Stuͤk C kann auch empor bewegt werden, so daß es
nach dem Ausschneiden der Metallscheiben auf den Bunzen A trifft. Es geschieht dieß mittelst eines Hebels, der von der Kurbelwelle
in Bewegung gesezt wird, und der das Schieberstuͤk k, in welchem (wie Fig. 31 zeigt) das
Stuͤk C angebracht ist, so empordruͤkt,
daß es der Metallscheibe dieselbe Form gibt, die es selbst hat.
Die auf diese Weise geformten Scheiben koͤnnen aus dem Bunzen A herausgeschafft werden, ohne daß sie durch den ganzen
hohlen Raum desselben zu wandern brauchten. Wenn naͤmlich die Stange L durch einen mit der Kurbelwelle in Verbindung
stehenden Hebel oder durch irgend eine andere geeignete Vorrichtung herabgetrieben
wird, so werden dadurch die geformten Nagelkoͤpfe aus dem Bunzen
herausgestoßen.
Eine andere Methode diese Scheiben zu Nagelkoͤpfen zu verfertigen, ersieht man
in Fig. 33.
Diese Zeichnung gibt naͤmlich den Aufriß einer Maschine, in welcher die
Woͤlbung der innerhalb des Bunzen A befindlichen
ausgeschnittenen Metallscheiben durch das Stuͤk C
erzeugt wird, wie dieß aus den Durchschnitten in Fig. 33 und 34 deutlicher
erhellt. Wenn sich der Bunzen A naͤmlich
herabbewegt, und dadurch die Metallscheiben ausgeschnitten hat, so treibt der Hebel
I mittelst der Kurbelwelle das Stuͤk C herab, und dadurch werden die Metallscheiben in die
Model B hinabgedruͤkt; und wenn der Bunzen auf
den schmaͤleren Durchmesser der Hoͤhlung des Models oder der Matrize
trifft, so wird die Metallscheibe von dem Stuͤke C herab-, und durch den Model B
hinausgedruͤkt, so daß auf diese Weise Nagelkoͤpfe von derselben Form
erzeugt werden.
Fig. 35 ist
eine Maschine, in welcher die einzelnen Theile dieser Art von Naͤgeln zu
vollkommenen Naͤgeln verbunden werden. Die Theile b,
b, die den Ruͤken oder die untere Flaͤche der
Nagelkoͤpfe bilden, und auf verschiedene Weise verfertigt werden
koͤnnen, werden auf die Lager oder Unterlagen AA, die an der sich drehenden, und in Fig. 40 einzeln
abgebildeten Platte E befestigt sind, gebracht. Durch
das in der Mitte dieser Ruͤkenstuͤke b
befindliche Loch wird ein Stift oder der Stiel eines Nagels, so wie er in den
fruͤher beschriebenen Maschinen verfertigt worden, gestekt, und
daruͤber wird endlich der eigentliche Nagelkopf oder die in den eben
beschriebenen Maschinen geformte Metallscheibe a gelegt.
Alles dieß wird auf diese Weise, und wie man es in Fig. 36 und 37 im
Durchschnitte abgebildet sieht, unter den Bunzen oder die Patrize B gebracht, welcher herabsteigt, und in Folge seiner und
der Matrize A eigenthuͤmlichen Einrichtung
saͤmmtliche Theile zu einem vollkommenen Nagel verbindet, wie man ihn in Fig. 38 im
Durchschnitte und in Fig. 39 im Aufrisse
sieht. Die Maschine arbeitet hierbei auf folgende Weise.
So wie sich der Bunzen oder die Patrize B herabbewegt, so
kommt er zuerst mit dem Kopfe des Nagels a, der auf dem
Theile d (Fig. 36) ruht, in
Beruͤhrung. Dieser Theil d wird von Federn e getragen, die sich in dem auf Schultern in dem Bette
A ruhenden Scheidenstuͤke f befinden. Bei seinem Herabsteigen nimmt nun der Bunzen
die Theile des Nagels und das Stuͤk d mit sich,
und dringt in den in dem Lager oder Bette A angebrachten
Ausschnitt g. Dieser Ausschnitt ist so geformt, daß die
Raͤnder des Kopfstuͤkes a dadurch unter
dem Ruͤkenstuͤke des Nagelkopfes nach Einwaͤrts gebogen werden,
so daß saͤmmtliche Theile des Nagels auf diese Weise fest an einander halten.
Ist dieß geschehen, so steigt der Bunzen B empor,
waͤhrend der Nagel mit dem Lager, in welchem er sich befindet, und mit der
Unterlagsplatte, je nach der Zahl der Matrizen, die sich auf dieser Platte befindet,
einen Theil einer Umdrehung macht. Dadurch kommt naͤmlich eine andere Matrize
unter die Patrize, und wenn die Theile, aus denen jeder einzelne Nagel besteht,
waͤhrend des jedesmaligen Stillstehens auf die Matrize gelegt werden, so kann
die Operation ununterbrochen fortgehen. Aus dem bisher Gesagten erhellt offenbar,
daß die Unterlagen eine unterbrochene kreisende Bewegung mitgetheilt erhalten
muͤssen; ich gebe ihnen dieselbe durch die bereits beschriebenen
Sternraͤder C und durch das Treibrad D, indem ich die Unterlagsplatte E auf dem oberen Ende der Welle G des
Sternrades C, Fig. 43, anbringe.
Das Treibrad D erhaͤlt seine Bewegung durch das an
seiner Achse I befindliche Zahnrad H, in welches das Zahnrad J
eingreift. Dieses leztere befindet sich am Ruͤken des Winkelrades K, in welches das Winkelrad L eingreift; und auf dem Ruͤken dieses Rades L ist das Zahnrad M angebracht, welches durch
das an der Welle des Kniehebels oder der Kurbel befindliche Treibrad N in Bewegung gesezt wird. Der Bunzen B erhaͤlt auf eben dieselbe Weise seine Bewegung
mitgetheilt.
Fig. 41 und
42 sind
Durchschnitte der Model A und B, woran das Scheidenstuͤk f so
angebracht ist, daß es sich nach Aufwaͤrts bewegen laͤßt, damit dessen
oberer Theil zum Einwaͤrtskehren der Raͤnder des Kopfstuͤkes
a unter das Ruͤkenstuͤk b mitwirken koͤnne, wie ans Fig. 42 ersichtlich. Es
geschieht dieß mittelst eines Hebels, der auf die Stellschraube h druͤkt, und der an irgend einem geeigneten
Theile der Maschine seinen Plaz erhalten kann.
Die Theile der eben beschriebenen Maschinen lassen verschiedene Modificationen zu;
auch koͤnnen mehrere der einzeln dargestellten Maschinen in einem einzigen
Gestelle angebracht, und durch eine gemeinschaftliche Welle in Bewegung gesezt
werden; oder die verschiedenen Theile koͤnnen eine andere Stellung bekommen.
Die Model AA koͤnnen z.B. an dem Umfange
eines starken Rades oder einer sich drehenden Platte angebracht werden, der man dann
mittelst des beschriebenen Sternrades, des Treibrades und der Winkelraͤder
die unterbrochene kreisende Bewegung mittheilt. Oder statt der kreisenden
Unterlagsplatte laͤßt sich eine Platte oder eine Stange anbringen, die sich
nach Vor- und Ruͤkwaͤrts bewegt, so daß auf diese Weise die
einzelnen Model A mittelst eines Hebels oder irgend
anderer geeigneter Mittel nach einander unter den Bunzen B geschafft werden.
Ich muß ferner bemerken, daß die Wirkung, die das zweite Modelpaar in den oben
beschriebenen Maschinen in Bezug auf das Formen und Spizen der Stiele der
Naͤgel hervorbringt, auch durch ein einziges Modelpaar erzeugt werden kann,
wenn man diesen Naͤgeln eine Bewegung mittheilt, durch welche sie so
umgekehrt werden, daß ihre verschiedenen Seiten den Druk des Models erfahren. Man
kann die Naͤgelstiele zu diesem Behufe von einer Zange fassen lassen, und
dieser dann eine abwechselnd oder unterbrochen kreisende Bewegung mittheilen, damit
die Naͤgel auf diese Weise eine Viertelsumdrehung machen, wodurch auch die
anderen Seiten der Naͤgel dem Druke der Model ausgesezt werden.
An Maschinen dieser An muß der Model, der zum Formen des Kopfes dient, nothwendig so
weit aus der Bahn entfernt werden koͤnnen, daß sich die noͤthigen
Theile in die Maschine bringen lassen; in einigen Faͤllen duͤrfte es
sogar gut seyn, wenn die Operation der Kopfbildung nicht in den Modeln a, b, sondern in einem anderen Theile der Maschine, in
welchem die Naͤgel durch ein anderes Modelpaar festgehalten werden,
geschaͤhe.
Fig. 44 ist
ein horizontaler Durchschnitt eines Theiles einer Maschine, in welcher diese beiden
Operationen zugleich geschehen. a, b sind die bekannten
Model, welche an den Raͤdern c, d, die sich um
die Achsen e, f drehen, angebracht sind. In dieser
Maschine wird der Nagelstift von der Nagelstange abgeschnitten, bevor noch der Kopf
an ihm erzeugt wurde; vor dem Abschneiden wird der Stift jedoch von ein Paar
Federklammern oder Leitungsfingern g, g ergriffen. Diese
Federklammern sind in der Roͤhre h aufgezogen,
und diese Roͤhre schiebt sich in dem Fuͤhrstuͤke ii, welches durch die Arme jj mit der Achse oder Welle kk, der eine unterbrochene kreisende Bewegung,
aͤhnlich der bei Fig. 26 beschriebenen,
eigen ist, in Verbindung steht. Auf diese Weise werden die Federklammern abwechselnd
bei A in jene Stellung kommen, welche zum Festhalten des
Endes der Nagelstange noͤthig ist. Wenn nun die Model ab gleichfalls die Nagelstange ergriffen haben, so
wird dieselbe waͤhrend des Fortganges des Formens des Nagelstiftes mit den
Federklammern in jene Stellung zuruͤkgetrieben, in der man sie in dieser
Figur bei A sieht. Und wenn das Schneidwerkzeug l den Nagelstift von der Nagelstange abschneidet, und
die Model ab die in der Hoͤhle n des Fuͤhrstuͤkes ii befindliche Feder m
oͤffnen, so wird die Federklammer und der Nagelstift wieder in ihre
fruͤhere Stellung zuruͤkgelangen, und eine Viertelsumdrehung machen,
so daß der Nagelstift von den Modelpaaren a2, b2 den
gehoͤrigen Druk erleidet. Die Umdrehung des Nagelstiftes wird auf folgende
Weise bewirkt.
An dem Ende der Roͤhre h, welche man in Fig. 45 und
46
einzeln und im Durchschnitte sieht, sind die Arme pp befestigt, und auf diese Arme wirkt abwechselnd ein Stift oder Zapfen
q. Dieser Zapfen ist in einem kleinen Hebel r befestigt, welcher durch ein Gefuͤge mit der
Stange s, die sich in den Falzen tt hin und her schiebt, in Verbindung steht. Wenn
sich nun die Schieberstange nach Aufwaͤrts bewegt, so kommt der Zapfen q, wie Fig. 19 zeigt, mit einem
der Arme p in Beruͤhrung, und treibt denselben in
die aus Fig.
20 ersichtliche Stellung. Dadurch wird die Roͤhre h zu einer Viertelsumdrehung veranlaßt, und an dieser
Bewegung nehmen folglich auch die Federklammern gg
und die von ihnen gehaltenen Nagelstifte Theil, so daß man die beiden anderen Seiten
derselben dem Druke der Model a2, b2 ausgesezt
werden.
So wie sich die Schieberstange s nach Abwaͤrts
bewegt, um den naͤchsten Nagelstift umzudrehen, geht der Zapfen q uͤber den unter ihm befindlichen Arm p, ohne dessen Stellung zu veraͤndern; die
kleine, auf das Schwanzstuͤk des Hebels r
bruͤtende Feder u gestattet demselben
naͤmlich sich nach Außen zu bewegen, damit er an dem Arme p voruͤbergehen kann. Wenn der Nagelstift auf
solche Weise den zweiten Druk erlitten hat, so kann er nun in den Model gebracht
werden, in welchem der Kopf desselben gebildet wird. Dieß geschieht durch die
Bewegung der Welle k; bei B
sieht man den Stift innerhalb des zu seiner Aufnahme geoͤffneten Models. Wenn
die Model mittelst des Hebels w geschlossen sind, so
wird die Stange oder der Hebel x mittelst irgend einer
der beschriebenen Vorrichtungen vorwaͤrts getrieben; dadurch gelangt der in
der Roͤhre h aufgezogene Model y gegen den Model v, und auf
diese Weise wird das Ende des Nagelstiftes zusammengedruͤkt und der Kopf an
demselben gebildet.
Die an den Federklammern befindlichen Theile einer schiefen Flaͤche bewirken,
daß sich diese Klammern oͤffnen, und dem zur Bildung des Kopfes dienenden
Bolzen oder Model y bei seinem Vorwaͤrtsschreiten
Plaz machen. Wenn der Nagel fertig ist, so wird die Stange oder der Hebel x zuruͤkgezogen und der Hebel w nach Auswaͤrts bewegt; dadurch oͤffnen
sich die Model v, wo dann die Naͤgel aus der
Maschine fallen, und die Model v zur Aufnahme einer
neuen, von den naͤchsten Federklammern gg
dargebotenen Nagelstange in Bereitschaft kommen.
Tafeln