| Titel: | Ueber das Gießen und Schleifen von Spiegeln für Teleskope. Von Wm. Lassell jun. in Liverpool. |
| Fundstelle: | Band 64, Jahrgang 1837, Nr. III., S. 16 |
| Download: | XML |
III.
Ueber das Gießen und Schleifen von Spiegeln
fuͤr Teleskope. Von Wm.
Lassell
jun. in Liverpool.
Aus dem Mechanics' Magazine, No. 697, 700 und
701.
Mit Abbildungen auf Tab.
I.
Lassell, uͤber Gießen und Schleifen von Spiegeln fuͤr
Teleskope.
Ich habe mich mehrere Jahre hindurch in meinen Mußestunden mit der Verfertigung von
Teleskopen oder Reflectoren beschaͤftigt, und dabei einen so
guͤnstigen Erfolg gehabt, daß ich mir erlaube uͤber einige der hiebei
vorkommenden Operationen meine Beobachtungen vorzulegen.
Man hat gesagt, daß das Gießen der Spiegel groͤßere Schwierigleiten darbietet,
als das Formen und Schleifen derselben: eine Behauptung, der ich nicht beistimmen
kann. Ich brachte es wenigstens nach der Methode, die ich hier beschreiben will, zu
einer solchen Vollkommenheit im Gießen, daß in dieser wohl wenig mehr zu
wuͤnschen uͤbrig seyn duͤrfte.
Das Metall, aus welchem man die Spiegel zu verfertigen pflegt, besteht dem Gewichte
nach aus 32 Theilen Kupfer, 15 bis 16 Theiler Koͤrner- oder
Stangenzinn, und 1 1/2 Theilen Arsenik. Seine Eigenschaften sind eine
außerordentliche Haͤrte, Sproͤdigkeit und Weiße, so wie auch die
Faͤhigkeit einen hohen Grad von Politur anzunehmen. Alle diese Eigenschaften
haͤngen jedoch, was ihren hoͤchsten Grad betrifft, von der Genauigkeit
der Mischungsverhaͤltnisse zwischen dem Kupfer und dem Zinne ab. Es scheint,
daß verschiedene Qualitaͤten des Kupfers einen verschiedenen Zusaz von Zinn
erheischen, wenn man den hoͤchsten Grad von Vollkommenheit erreichen will.
Aus diesem Grunde schwankt auch das Verhaͤltnis des Zinnes von 15 bis zu 16
Theilen auf 32 Theile Kupfer. Ist das Kupfer rein und gut, so kann man ziemlich
sicher seyn eine gute Legirung zu erhalten, wenn man 15 1/4 Zinn anwendet, und dann
die gehoͤrige Quantitaͤt Arsenik zusezt. Am besten bleibt es aber
immer sich durch einen kleinen Versuch von der Qualitaͤt des Metalles, womit
man es zu thun hat, zu uͤberzeugen. Alte kupferne Schiffsbolzen eignen sich
sehr gut zum Einschmelzen.
Man hat zuerst die geeignete Quantitaͤt Kupfer in einem Tiegel vollkommen in
Fluß zu bringen. Das Zinn muß in einem eigenen Tiegel geschmolzen werden; man soll
es, wenn der Tiegel mit dem Kupfer aus dem Ofen genommen worden ist, in das
fluͤssige Kupfer gießen, und durch gutes Umruͤhren mit einem reinen
Eisenstabe oder mit einem trokenen Holzspane damit in Verbindung bringen. Da die
hiedurch entstehende Legirung viel leichtfluͤssiger ist, als das Kupfer
fuͤr sich allein, so wird sie nach dem Umruͤhren, und nachdem sie aus
dem Ofen genommen worden ist, noch heiß genug seyn, um in die Model gegossen werden
zu koͤnnen. Obwohl ich mir nach diesem Verfahren sehr gutes Metall verschafft
habe, so halte ich es, damit die Legirung eine groͤßere Dichtheit und weniger
Poren bekomme, doch fuͤr besser sie noch ein Mal zu schmelzen, bevor man sie
zum Gießen verwendet. Ich gieße daher die Legirung unmittelbar nachdem sie bereitet
und gut umgeruͤhrt worden ist, uͤber einen Birkenbesen in einen großen
mit Wasser gefuͤllten Trog, in welchem das Metall augenbliklich
abgekuͤhlt und gekoͤrnt wird. Dadurch verhuͤtet man, daß nichts
von dem Zinne durch die laͤngere Dauer der starken Hize, welche ihm von dem
Kupfer mitgetheilt wird, oxydirt wird. Man soll bei dem ersten Schmelzen nicht
gleich die volle Quantitaͤt Zinn zusezen, sondern nur 15 Theile auf 32 Kupfer
nehmen. Beim zweiten Schmelzen soll man, wenn die Legirung zum Gusse bereit ist,
eine kleine Quantitaͤt davon mit einem Loͤffel herausnehmen und
schnell in Wasser abkuͤhlen, wobei sie in Stuͤke zerspringen oder
wenigstens so sproͤde werden wird, daß man sie mit den Fingern
zerdruͤken kann. Erscheint der Bruch hiebei so weiß und glaͤnzend wie
Queksilber, so kann man den Arsenik in Papier eingewikelt zusezen, worauf man dann
so lange umruͤhrt, bis sich keine Daͤmpfe mehr entwikeln. Wahrscheinlich
vertraͤgt jedoch die Legirung noch einen kleinen Zusaz von Zinn; und um
diesen, wenn es noͤthig ist, bis auf das Verhaͤltniß von 16 Theilen
Zinn bringen zu koͤnnen, soll man den lezten Theil Zinn in Zehntheile
abgetheilt vorraͤthig halten. Sehr kleine Quantitaͤten Zinn bewirken
schon eine bedeutende Veraͤnderung des Bruches; gut duͤrfte es seyn
uͤber das Non plus ultra des Glanzes hinaus noch
eine Dosis Zinn mehr zuzusezen, um ein etwas dichteres Gefuͤge zu erzielen.
Man wird bei einiger Uebung aus dem Bruche mit ziemlich vollkommener Gewißheit
beurtheilen lernen, ob das Zinn in gehoͤriger Menge in der Legirung enthalten
ist. Nie soll das Kupfer vorherrschen, weil sonst das Metall leichter truͤb
wird; ein Ueberschuß an Zinn dagegen macht den Bruch matt und koͤrnig; auch
wird das Metall dadurch zaͤhe und schwerer zu behandeln. Ich halte den Zusaz
des Arseniks nicht fuͤr durchaus noͤthig; denn ich habe auch ohne ihn
gute Metalle erzielt; so weit jedoch meine Erfahrung reicht, gibt er dem Metalle
einen hoͤheren Grad von Weiße, so daß er beinahe dasselbe leistet, wie ein
kleiner Zusaz von Zinn.
Der Ofen, dessen ich mich bediene, ist in der eilften Ausgabe von Henry's Chemie Bd. I. S. 680 beschrieben und als die
Erfindung des Hrn. Knight von Foster-lane
ausgegeben. Sein Bau verdient hauptsaͤchlich deßwegen Empfehlung, weil die
Arsenikdaͤmpfe, die sonst leicht nachtheilig werden koͤnnten,
abgeleitet werden.
Was die Bildung der Model betrifft, so sollen die Gießflaschen jenen aͤhnlich
seyn, deren sich die Gelbgießer gewoͤhnlich bedienen: mit dem Unterschiede
jedoch, daß ihr oberer Theil tiefer ist, als der untere, indem ersterer das Metall
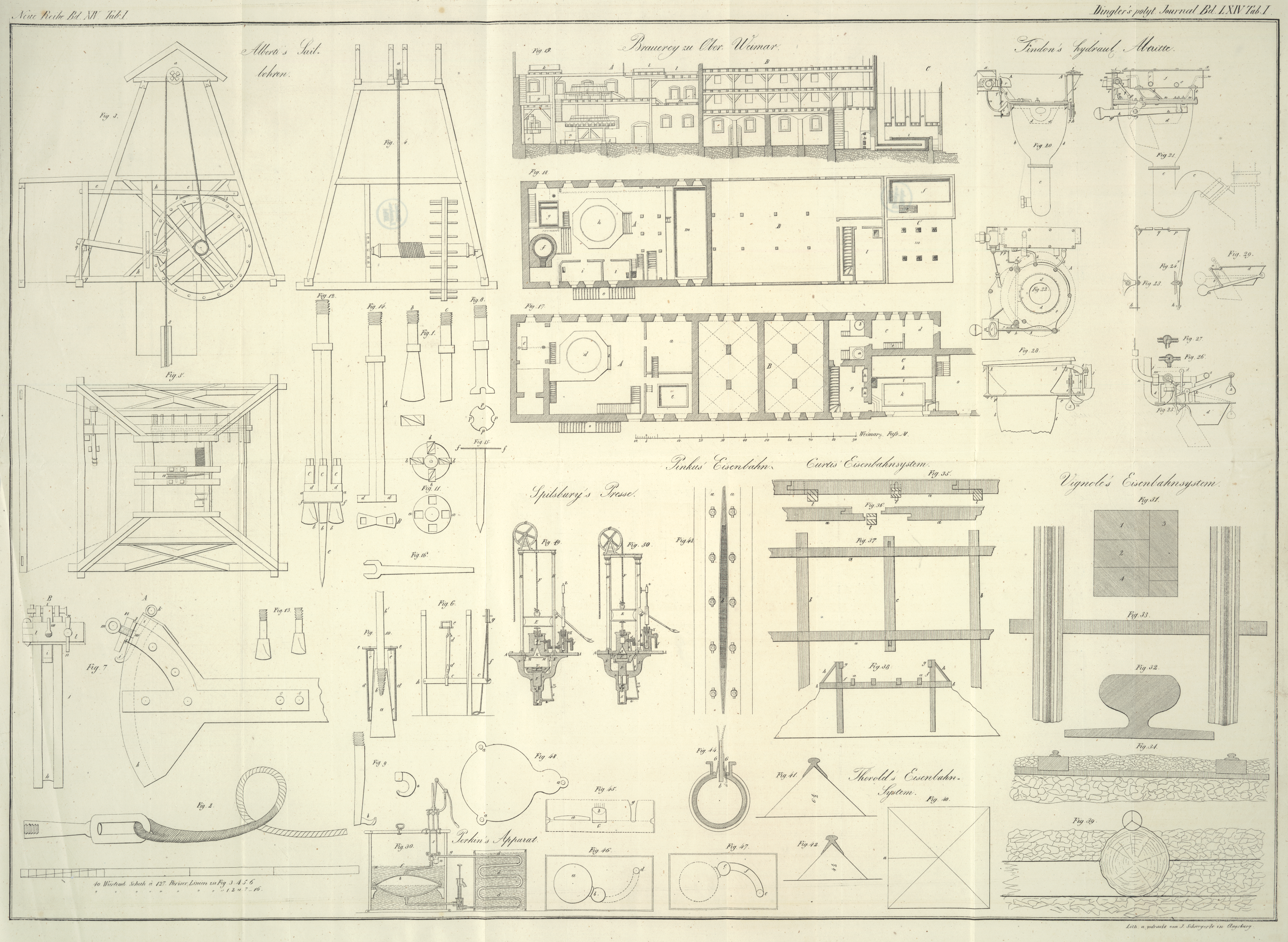
und den Blok enthaͤlt. Fig. 45 ist ein
Durchschnitt einer zum Gießen bereiten Flasche. a
bezeichnet das Metall und b einen großen
kegelfoͤrmigen Holzblok, dessen Scheitel weggeschnitten ist und an dessen
einer Seite gleichfalls ein kleines Stuͤk senkrecht weggeschnitten ist. Der
Zwek dieses Blokes b ist, einen Behaͤlter
fuͤr das Metall, welches sich beim Erstarren zusammenzieht, zu liefern; und
da der Blok wegen seiner Groͤße immer noch einige Zeit uͤber
fluͤssig bleibt, nachdem der Guß selbst nicht mehr fluͤssig ist, so
dient er zur Speisung des lezteren, wodurch dessen Zerspringen oder das
Zuruͤksinken auf den Ruͤken verhindert wird. Diesen Zwek
erfuͤllt er so vollkommen, daß er, wenn man ihn aus dem Sande nimmt, kaum
mehr als ein Gehaͤuse bildet, dessen Durchschnitt dem durch die punktirte
Linie b bezeichneten aͤhnlich ist. Diese
wesentliche Verbesserung in der Kunst zu gießen, so wie noch einige andere
Nachschlaͤge verdanke ich meinem Freunde Carnfield
von Northampton. Alle Versuche Metalle nur mit einem kleinen Gießloche zu gießen, sind vergeblich,
indem man sie beim Oeffnen der Flaschen jedes Mal zersprungen finden wird. In dem
unteren Theile der Flasche wird ein Stuͤk Holz modellirt, dessen Form und
Groͤße man in Fig. 45 und 47 bei c angedeutet sieht. d, Fig. 46, zeigt
das untere Ende der Gießroͤhre. e, Fig. 47, ist
ein kleiner, in dem unteren Theile der Flasche angebrachter Ausschnitt, der beim
Gießen zur Aufnahme des ersten Metallgusses dient. f ist
ein Canal, in welchem das Metall von dem Eingießloche an den Blok fließt, um dann in
den fuͤr den Spiegel bestimmten Model zu gelangen.
Beim Modelliren selbst verfahre ich auf folgende Weise. Ich lege die Patrizen a und b in der aus Fig. 45
ersichtlichen Stellung auf ein glattes Brett, dessen Dimensionen etwas
groͤßer sind, als jene der Flaschen; die flache, dem Spiegel zunaͤchst
liegende Seite des Blokes darf denselben nicht beruͤhren, aber auch nicht um
mehr dann einen Viertelzoll davon entfernt seyn. Auf gleiche Weise seze ich in einer
Entfernung von einigen Zollen von dem Bloke ein Stuͤk Holz, von der in Fig. 45 bei
g angedeuteten Form aufrecht in die Flasche; dieses
Holz, welches genau so lang seyn soll, als der obere Theil der Flasche tief ist,
dient zur Bildung der Roͤhre oder des Eingießloches. Hierauf fuͤlle
ich die Flasche mit feuchtem Formsande, wie ihn die Gelbgießer anzuwenden pflegen.
Ich druͤke den Sand hiebei maͤßig ein, damit er die gehoͤrige
Festigkeit, aber auch keine zu große Haͤrte bekommt; die obere Flaͤche
des Sandes muß vollkommen eben seyn und ganz genau mit dem oberen Rande der Flasche
zusammen fallen. Auf diese obere Flaͤche lege ich dann ein Brett, welches dem
unteren aͤhnlich ist; und wenn ich hierauf das Ganze mitsammt diesem Brette
umgekehrt, so nehme ich jenes Brett, welches vorher das untere war, ab, und siebe
etwas trokene Asche durch ein feines Sieb auf die Oberflaͤche des Sandes,
jedoch so: daß so wenig als moͤglich davon auf die vordere Flaͤche der
Patrize gelangt. Hierauf lege ich die kleine Patrize c
genau auf den Blok: am leichtesten kann dieß geschehen, wenn sich an dieser Patrize
zwei Zapfen befinden, die in entsprechende Loͤcher des Blokes einpassen.
Nunmehr fuͤlle ich den unteren Theil der Flasche genau so wie den oberen, um
ihn dann, nachdem ein Brett auf dessen Scheitel gelegt worden ist, von dem oberen
Theile abzuheben und umgekehrt bei Seite zu stellen. In diesem Zustande befeuchte
ich den Sand rings um die Patrizen herum mit etwas Wasser, worauf ich die
Blokpatrize sorgfaͤltig herausnehme und einen Theil des zwischen dem Bloke
und dem Metalle befindlichen Sandes wegnehme: jedoch so, daß die Oeffnung nur um
sehr Weniges groͤßer ausfaͤllt, als die halbe Dike des Metalles,
obschon uͤbrigens 2/3 der Dike mit aller Sicherheit weggenommen genommen werden koͤnnen.
Beim Eindruͤken des Sandes in den ersten Theil der Flasche ist besonders
darauf zu sehen, daß der Sand zwischen dem Spiegel und dem Bloke die
gehoͤrige Festigkeit bekommt. Nunmehr entferne ich auf dieselbe Weise die
Patrize des Spiegels und bringe uͤber dem Scheitel des Blokes und sonst
nirgends mit einer starken Striknadel mehrere Luftloͤcher in dem Sande an.
Wenn dann aus dem unteren Theile der Flasche auch die kleine Patrize, welche
fuͤr den unteren Theil des Blokes bestimmt ist, herausgenommen worden ist, so
grabe ich mit Huͤlfe einer kleinen Modellirkelle den Canal f in den Sand, wobei ich den Ausschnitt e genau unter jener Stelle anbringe, an welche das
Eingießloch zu kommen hat. Um diesen Canal und den Ausschnitt nicht ausgraben zu
muͤssen, kann man, wie ich hier bemerken muß, auch hiefuͤr eine
hoͤlzerne Patrize anbringen; denn auf diese Weise laͤßt sich dasselbe
viel vollkommener und mit weit weniger Muͤhe erzielen. Ist alles dieß
geschehen, so uͤberstreue ich beide Sandoberflaͤchen mit etwas Mehl,
damit das Metall leichter von dem Sande losgeht; und wenn hierauf beide Theile der
Flasche auf die Kante gestellt worden sind, so blase ich alle losen Sandtheilchen
mit einem Blasbalge weg. Es bleibt dann nichts mehr weiter zu thun, als beide Theile
sorgfaͤltig zusammen zu bringen; man muß hiebei ein Paar hoͤlzerner
Schrauben so anwenden, daß der in dem oberen Flaschentheile befindliche Sand durch
die Metallsaͤule nicht emporgetrieben wird; daß aber auch zugleich kein Druk
nach Unten Statt findet. Um dieß zu bewerkstelligen ist einige Sorgfalt
noͤthig.
Das Metall muß, nachdem es mit dem Tiegel aus dem Ofen genommen worden ist,
umgeruͤhrt, und damit es nicht auskuͤhlt, so schnell als
moͤglich gut abgeschaͤumt werden. Es ist schwer den Hizgrad, welchen
das Metall haben soll, genau anzugeben; so viel ist gewiß, daß es vollkommen
genuͤgt, wenn das Metall so lange fluͤssig bleibt, bis der Model damit
gefuͤllt ist; und daß jede groͤßere Hize nachtheilig ist. Die Flaschen
muͤssen, nachdem der Guß vollbracht ist, unberuͤhrt bleiben, bis der
Scheitel des Eingießloches g schwarz geworden, und bis
man sich mit einem duͤnnen Eisenstaͤbchen, welches man durch die
uͤber dem Bloke befindliche duͤnne Sandschichte stoͤßt,
uͤberzeugt hat, daß das Metall daselbst fest geworden ist. Ist dieß der Fall,
so ist es Zeit die Flaschen aus einander zu nehmen; und damit der obere Theil zu
diesem Zwek abgenommen werden kann, ohne daß man zu besorgen hat, daß das heiße
Metall sich verbiege oder werfe, nehme ich den Sand an dem Eingießloche und dem
Bloke sorgfaͤltig ab. Der Spiegel soll, wenn er sichtbar wird, dunkel
rothgluͤhend erscheinen. Um den Gießcanal von dem Metalle und dem Bloke zu trennen, lege
ich auf diesen Canal beilaͤufig einen Zoll weit von dem Bloke entfernt einen
in kaltes Wasser getauchten Lumpen, indem er dann an dieser Stelle abspringen wird.
Bevor dieß jedoch geschieht, muͤssen alle zum Anlassen noͤthigen
Vorkehrungen getroffen worden seyn.
Dieses Anlassen wird am besten in einem gesonderten Ofen vorgenommen, welcher zwar
eben so gebaut ist, wie der Schmelzofen, der aber etwas groͤßere Dimensionen
haben muß. Wenn dieser Ofen auf einen hohen Grad von Hize gebracht worden ist, so
senke ich ein Stuͤk Gußeisen von der aus Fig. 48 ersichtlichen
Gestalt und von beilaͤufig einem Zoll Dike, auf welchem vorher trokener Sand
aufgehaͤuft worden ist, mit eisernen Ketten oder mit Eisenstaben, die in den
Loͤchern a, a, a befestigt worden sind, so lange
in den Ofen hinab, bis es daselbst zum hellen Rothgluͤhen gekommen ist. Wenn
dann das Metall mit dem Bloke aus dem Formsande genommen und von dem Gießcanale
losgemacht worden ist, so bringe ich es schnell und mit Sorgfalt auf diese erhizte
gußeiserne Platte, auf der der Sand so ausgebreitet worden ist, daß er eine
gehoͤrige Unterlage fuͤr das Metall bildet, und daß dieses gegen das
Werfen geschuͤzt ist. Ist dieß geschehen, so bedeke ich das Ganze dik mit
dunkel rothgluͤhendem Sande und senke es wieder in den Ofen hinab. Dabei
brauche ich die Vorsicht, daß ich die Platte auf einen im Grunde des Ofens
befindlichen Dachziegel seze, indem sie bei der großen Hize, auf die sie gebracht
werden muß, das Aufhaͤngen an Ketten wahrscheinlich nicht gut vertragen
wuͤrde. Wenn dann die im Schmelzofen befindlichen gluͤhenden Kohlen,
und wenn es noͤthig ist, auch etwas frische Kohlen eingetragen worden sind,
so hebe ich, nachdem das Metall zum hellen Rothgluͤhen gekommen ist, allen
Zug im Ofen auf, indem ich zu diesem Behufe das Aschenloch verschließe und verkitte.
Kann der Schornstein und der Scheitel des Ofens gleichfalls so verschlossen werden,
daß der Zutritt der Luft hiedurch verhuͤtet ist, so soll auch dieß geschehen,
weil dann um so sicherer einem abermaligen Schmelzen des Metalles vorgebeugt ist. In
diesem Zustande belasse ich das Metall so lange, bis es ganz kalt geworden ist, was,
wenn der Proceß gut geleitet wurde, erst nach 18 bis 24 Stunden der Fall seyn
wird.
Die schwierigste Aufgabe beim Anlassen ist: das Metall so nahe als moͤglich
bis an den Schmelzpunkt zu erhizen, ohne diesen selbst zu erreichen, und es dann
ganz allmaͤhlich wieder abzukuͤhlen. Daß dieß durchaus noͤthig
ist, ergibt sich daraus, daß ein Metall, welches zufaͤllig so stark erhizt
wurde, daß es an einem seiner Raͤnder zum Schmelzen kam, besonders
schoͤn und glaͤnzend ausfiel.
Wenn das Metall aus dem Anlaßofen genommen worden ist, so hat man vor Allem den
Ansaz, wodurch es mit dem Bloke in Verbindung steht, zu beseitigen, was man mit
großer Sorgfalt mit Huͤlfe einer scharfen Feile zu bewerkstelligen suchen
soll. Man soll versuchen diesen Ansaz hart an dem Rande des Spiegels wegzubrechen,
indem man ihn rings herum sachte anfeilt; dabei soll man zuerst die vordere Seite
angehen, indem der erste Krazer gewoͤhnlich auch die Stelle des Bruches
bezeichnet. Bei dieser Operation soll sowohl das Metall als der Blok gehoͤrig
unterstuͤzt seyn, damit der Ansaz nicht in Folge der Schwere des einen oder
des anderen abbricht, bevor noch die Bruchstelle gehoͤrig durch die Feile
bestimmt worden ist. Ist dieß geschehen, so kehre man das Metall mit seiner vorderen
Flaͤche nach Aufwaͤrts, lasse den Blok ununterstuͤzt, und fahre
noch eine kurze Zeit uͤber mit sorgfaͤltiger Anwendung der Feile fort,
wo dann der Blok gewoͤhnlich abfallen wird, ohne daß ein Schlag auf denselben
noͤthig ist.
Ich habe hiemit so kurz als ich konnte die beste mir bekannte Methode Spiegel
fuͤr Teleskope zu gießen beschrieben; und wenn diese Methode auch in
mehrfacher Hinsicht von jener abweicht, die einige der ersten Kuͤnstler
Londons befolgen, so habe ich doch, abgesehen von meiner eigenen Erfahrung, auch das
Zeugniß mehrerer ganz competenter Richter bezuͤglich der Vortrefflichkeit der
von mir verfertigten Spiegel fuͤr mich.
Eine der vorzuͤglichsten Eigenschaften, welche das Spiegelmetall
naͤchst der Faͤhigkeit eine ganz feine Politur anzunehmen, haben soll,
besteht darin, daß es diese Politur lange Zeit uͤber und selbst unter nicht
ganz guͤnstigen atmosphaͤrischen Einfluͤssen beizubehalten hat.
Die nach den oben gegebenen Vorschriften gegossenen Spiegel halten nun in dieser
Hinsicht schwere Proben aus. Ich schuͤze naͤmlich meine Spiegel in
ihren Rohren auf keine andere Weise, als durch die an den Enden dieser
Roͤhren angebrachten Dekel oder Huͤtchen, und lasse sie in diesem
Zustande auch bei dem feuchtesten Wetter Jahre lang in Vorbauten stehen, ohne daß
sie hiedurch matt werden, und ohne daß je eine bei den Beobachtungen bemerkbare
Truͤbung daraus erfolgte. Nie war ich gezwungen einen Spiegel lediglich wegen
Mattigkeit allein, die sich an ihm erzeugte, frisch zu poliren. Es ist sehr zu
bedauern, daß die von dem seligen Sir William Herschel
verfertigten Spiegel, so ausgezeichnet sie auch in Hinsicht auf Form waren, dem
Mattwerden sehr ausgesezt waren, so daß man sich ihrer oft nach kurzer Zeit nicht
mehr bedienen konnte. Selbst Sir John Herschel schreibt
jezt noch vom Vorgebirge der guten Hoffnung, daß er die Spiegel seines 20 Fuß langen
Reflectors oͤfter
auswechseln und frisch poliren muß, weil deren Oberflaͤchen truͤb
werden.
Schließlich habe ich nur noch zu bemerken, daß oͤfteres Umschmelzen dem
Spiegelmetalle nachtheilig wird; und daß man daher alle Vorsichtsmaßregeln brauchen
soll, damit die Spiegel gleich beim ersten Gusse gelingen. Wenn man eine frische
Quantitaͤt Metalllegirung zusezt, so kann man zwar ein zweimaliges
Umschmelzen vornehmen, ohne daß merkliche Nachtheile daraus erwachsen; im
Allgemeinen ist jedoch eine geringe Quantitaͤt Zinn mehr noͤthig, um
dem Bruche des Metalles wieder seinen vollen Glanz zu geben.
Tafeln