| Titel: | Verbesserungen an den Maschinen zur Fabrication von Tull oder Bobbinnet, worauf sich William Sneath, Tullfabrikant in Ison Green in der Grafschaft Nottingham, am 21. Dec. 1831 ein Patent ertheilen ließ. |
| Fundstelle: | Band 64, Jahrgang 1837, Nr. XXXVIII., S. 179 |
| Download: | XML |
XXXVIII.
Verbesserungen an den Maschinen zur Fabrication
von Tull oder Bobbinnet, worauf sich William Sneath, Tullfabrikant in Ison Green in
der Grafschaft Nottingham, am 21. Dec. 1831 ein
Patent ertheilen ließ.
Aus dem London Journal of Arts. Januar 1837, S.
207.
Mit Abbildungen auf Tab.
III.
Sneath's Tullmaschine.
Der Patenttraͤger hat an den gegenwaͤrtig gebraͤuchlichen
Tull- oder Bobbinnetmaschinen einige neue Apparate angebracht, womit er im
Stande ist in dem Spizengrunde aͤhnliche Verzierungen, wie in den
gekloͤppelten Spizen, z.B. Reihen von Tupfen u. dergl. hervorzubringen.
Zu diesem Zwkke dient: 1) eine Reihe von Haken, denen zu gewissen Zeitperioden der
Maschinenthaͤtigkeit eine geeignete Bewegung mitgetheilt wird, und welche
jene Spulenfaͤden, die die Muster zu bilden haben, erfassen, um sie an den
Mittelpunkt der Maschine zu fuͤhren, von wo aus sie um die hinteren Spizen,
die um diese Zeit in den Tull eingesenkt sind, geschlungen werden. Auf diese Weise
werden durch mehrere Fadenlagen die gewuͤnschten Muster erzeugt und in die
Maschen des Tulls eingearbeitet. 2) dient hiezu die Anwendung von
Huͤlfsspizen (extra points) in Verbindung mit den
vorderen Spizen, damit hiedurch jene Faͤden, die durch die Muster schlaff
oder verwirrt worden sind, so von einander getrennt werden, daß die hinteren Spizen
beim Aufnehmen der gewoͤhnlichen oder glatten Maschen genau und richtig
zwischen die zu ihnen gehoͤrigen Faͤden eintreten. 3) dient hiezu eine
Huͤlfs-Stoͤßer-Stange und eine
Huͤlfs-Sperrer-Stange (extra pusher and
extra locker bar), welche jene Spulen zu leiten haben, die die
Musterfaͤden in die entsprechenden Stellen bringen.
Der Patenttraͤger sagt, daß seine Erfindung auf alle Arten von
Bobbinnetmaschinen anwendbar ist, und hat dieß auch durch eine lange Reihe von
Abbildungen und viele mit Beschreibungen gefuͤllte Pergamentrollen deutlich
zu machen gesucht. Wir waͤhlen aus allen diesen Zeichnungen nur eine einzige,
da diese genuͤgen wird, um alle Sachverstaͤndigen mit dem Wesen der
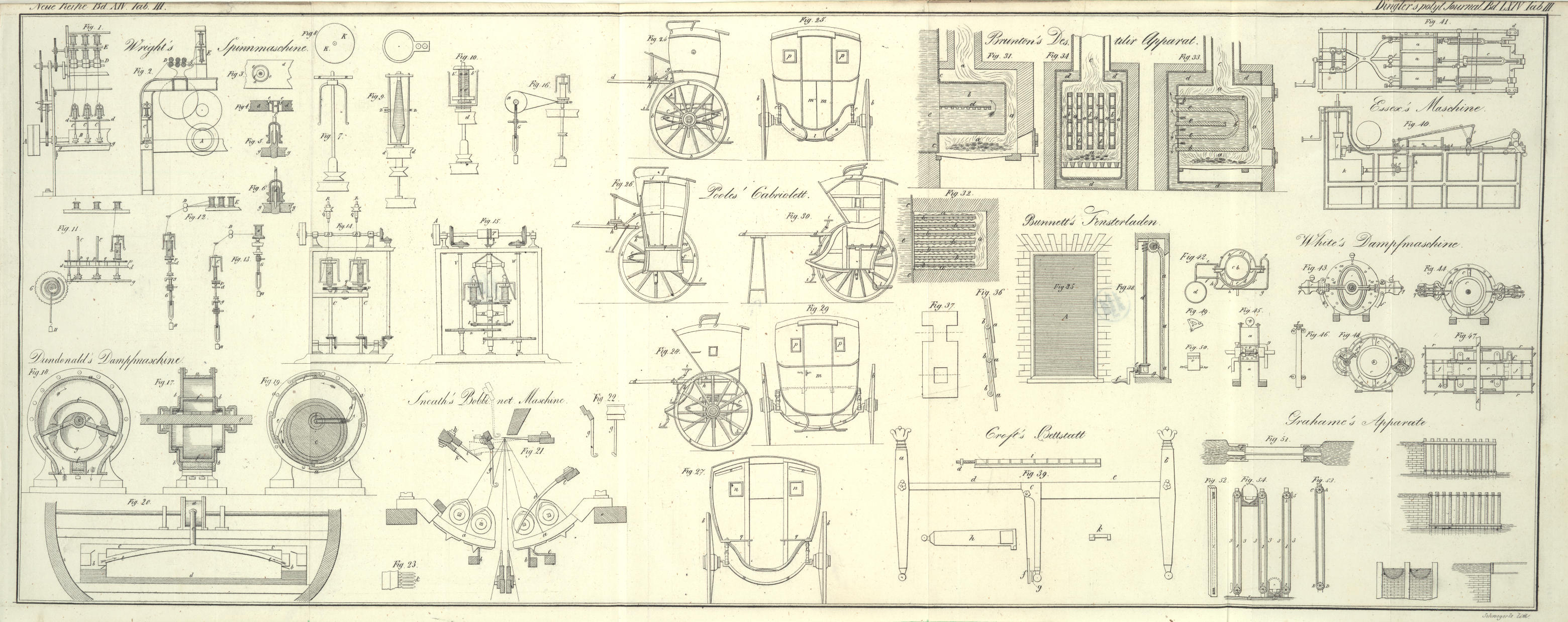
Erfindung bekannt zu machen. Fig. 21 ist ein
Durchschnitt der arbeitenden Theile einer nach dem
Circular-Bolzen-Principe gebauten Maschine, woran die neuen
Verbesserungen angebracht sind. a, a sind die aus Blei
gegossenen Circularbolzen, welche wie gewoͤhnlich mit Schrauben an den
Bolzenstangen festgemacht sind. b, b sind die Schwerter
der vorderen und hinteren Sperrerstangen, welche wie sonst auf die Wagen wirken, ausgenommen jedoch
zu jenen Zeiten, zu welchen das Muster gebildet wird. Denn in diesem Augenblike wird
es noͤthig, daß sich die die Musterfaͤden fuͤhrenden Spulen aus
ihren gewoͤhnlichen Coincidenzlinien in den hinteren Bolzen in die vorderen
Bolzen bewegen, und jene Wagen, die nicht mit zur Bildung des Musters beizutragen
haben, unthaͤtig in den hinteren Bolzen zuruͤklassen. Um nun diese
Bewegung zu bewirken, ist am Ruͤken der Maschine eine
Huͤlfs-Stoͤßerstange c angebracht,
die ihre Bewegung auf irgend eine fuͤr geeignet befundene Weise durch Hebel
mitgetheilt erhaͤlt. An dieser Stange sind jedem Durchgange gegenuͤber
an jenen Stellen, wo Muster zum Vorscheine kommen sollen, Stoͤßer d angebracht.
Hinter der gewoͤhnlichen hinteren Sperrerstange ist zur Aushuͤlfe auch
noch eine andere solche Stange e aufgezogen, zu deren
Bewegung ein aͤhnlicher Mechanismus dient, wie zur Bewegung der
gewoͤhnlichen Sperrerstangen. In das Blatt dieser
Huͤlfs-Sperrerstange sind jenen Stellen gegenuͤber, an welche
die Muster oder Tupfen kommen sollen, Fugen geschnitten, damit die Spulen mit den
Musterfaͤden frei durch sie hindurch laufen koͤnnen, wenn sie von den
Huͤlfs-Stoͤßerstangen d in Bewegung
gesezt werden. Da dieses Blatt an den uͤbrigen Stellen ganz und
undurchschnitten ist, so werden saͤmmtliche Spulen, die um jene Zeit zur
Bildung des glatten Spizengrundes verwendet werden, zuruͤkgehalten, und
mithin verhindert gegen die Mitte hin zu fallen, wenn der gewoͤhnliche
Sperrer herabgefallen ist, um die Musterspulen durchzulassen, oder wenn er in
Anwendung kam, um sie in die hinteren Bolzen zuruͤk zu bringen. An jedem Ende
der Maschine ist an Hebeln eine Stange f aufgezogen, in
der die Haken g festgemacht sind. Diese Haken, welche
man in Fig.
22 einzeln von zwei Seiten abgebildet sieht, bestehen aus duͤnnen
Bleidraͤhten, deren Enden nach Einwaͤrts und an der Spize zugleich
auch etwas seitwaͤrts gebogen sind. h ist die
vordere Spizenstange, in welche die gewoͤhnlichen Spizen i nach der uͤblichen Methode eingeschraubt sind,
waͤhrend an ihrer unteren Seite die Huͤlfs- oder Registerspizen
k aufgezogen sind. Fig. 23 zeigt ein Blei
mit diesen Huͤlfsspizen k einzeln fuͤr
sich.
Wenn der bei der Erzeugung von glattem Tull uͤbliche Proceß bis zu jenen
Stellen fortgeschritten ist, an denen eine Reihe von Tupfen oder Mustern gewebt
werden soll, so muß diese Operation beginnen, nachdem die hinteren Spizen das
Aufnahmgeschaͤft vollbracht haben und waͤhrend sie sich noch in den
Maschen des Tulls befinden; waͤhrend saͤmmtliche Wagen in zwei Reihen
in den hinteren Bolzen stehen, und waͤhrend die vordere Spizenstange
herabgesenkt ist, um der
Bewegung der Haken gehoͤrigen Spielraum zu gestatten. In diesem Zustande wird
nun die vordere Sperrerstange b herabgesenkt, und
zugleich kommen die Stoͤßerstangen d in
Thaͤtigkeit, damit sie die ausgewaͤhlten Spulen und Wagen in die
vorderen Bolzen treiben. Diese Wagen koͤnnen hiebei durch die Fugen der
Huͤlfs-Sperrerstange e laufen,
waͤhrend die ganzen undurchschnittenen Stellen dieser Stange die
uͤbrigen Wagen in den hinteren Kaͤmmen zuruͤkhalten. Hierauf
wird die Hakenstange herabgesenkt, wodurch alle Theile in die aus Fig. 21 ersichtlichen
Stellungen gerathen. Nunmehr werden die Haken g um zwei
Raͤume nach Rechts verschoben, wo sie dann mit ihren gebogenen Enden die
Faͤden jener ausgewaͤhlten Wagen, die sich in den vorderen Bolzen
befinden, erfassen, und nachdem dieß geschehen ist, durch eine Bewegung nach
Aufwaͤrts die Faͤden einzeln und in Form einer Schlinge in die durch
punktirte Linien angedeutete Stellung emporheben. Dann werden die Haken um einen
Raum nach Links verschoben, wodurch saͤmmtliche Schlingen auf die Spizen
gelegt werden; und wenn dieß vollbracht ist, werden die Haken wieder in die aus der
Zeichnung ersichtliche Stellung herabgesenkt, so daß sie sich in derselben Lage
befinden, wie vor der Verschiebung um einen Raum nach Links. Nunmehr werden die
Haken von den Faden losgemacht, damit die Spulen und Wagen durch die
Thaͤtigkeit der gewoͤhnlichen Treib- und Sperrerstange frei in
die hinteren Bolzen getrieben werden koͤnnen. Wenn sich dann
saͤmmtliche Wagen in den hinteren Bolzen befinden, so wird die
Fuͤhrstange wie gewoͤhnlich bewegt, wodurch die ausgewaͤhlten
Wagen wie fruͤher wieder in die vorderen Bolzen gelangen, damit auf diese
Weise die Musterfaͤden durch eine Drehung (twist)
an die Oberflaͤche des Tulls gebunden werden, bevor die Aufnahme
geschieht.
Das Anhaken der erschlafften Faͤden, das Umschlagen derselben um die Spizen
und das Binden an die Oberflaͤche wird 4, 5 und mehrere Mal wiederholt, je
nachdem die Groͤße des Tupfens oder Musters dieß erfordert. Wenn endlich die
Huͤlfs-Sperrerstange e außer
Beruͤhrung mit den Wagen, die sich nunmehr saͤmmtlich in den hinteren
Bolzen befinden, gesezt worden sind, so beginnen wieder die zur Erzeugung von
glattem Tull noͤthigen Operationen, wobei nur zu bemerken ist, daß die Wagen
durch die lezte Bewegung der Fuͤhrstangen genau in die beim Abfahren
erforderliche Stellung gebracht worden seyn mußten.
Da die Faͤden durch das bei der Erzeugung der Muster Statt findende Umschlagen
etwas erschlafft werden, und mithin aus den gehoͤrigen Coincidenzlinien
gerathen, so fuͤhren die vorderen Spizen, um die Faͤden wieder in
die gehoͤrige senkrechte Stellung zu bringen, beim Aufnehmen der ersten
Maschenhaͤlfte die Huͤlfsspizen k mit
sich, welche, indem sie in die erschlafften Faͤden eingesenkt werden, den
hinteren Spizen als Fuͤhrer dienen, und dadurch ein richtiges Eindringen
dieser lezteren bedingen. Die Stellung, in der sich die Spizen um diese Zeit
befinden, ist in Fig. 21 durch punktirte Linien angedeutet.
Wenn die Zeitperiode gekommen ist, zu der das Aufnehmen mit den hinteren Spizen zu
geschehen hat, muͤssen die Huͤlfsspizen k
aus den Faͤden zuruͤckgezogen werden; dabei duͤrfen jedoch die
gewoͤhnlichen Spizen das Nez oder den Tull nicht ganz verlassen. Um nun dieß
zu bewirken, kommt ein an der hinteren Spizenstange befindlicher Aufhaͤlter
mit der vorderen Spizenstange in Beruͤhrung, sobald die hinteren Spizen
gehoͤrig zwischen die Faͤden eingetreten sind. Auf diese Weise werden
die Huͤlfsspizen so weit aus dem Twist zuruͤk-, getrieben, daß
die gewoͤhnlichen Spizen in der zum Schuze der zur Haͤlfte vollendeten
Maschen geeigneten Stellung zuruͤkbleiben.
Wenn alle diese Operationen vollbracht sind, so wird dann nach dem
gewoͤhnlichen Verfahren glatten Tull zu fabriciren so lange fortgefahren, bis
so viele Maschenreihen vollendet sind, als ihrer zwischen die Muster oder Tupfen
kommen sollen. Wenn das naͤchste Muster nicht gerade unter das vorhergehende
fallen soll, so wird die Hakenstange k dem gemaͤß
gehoͤrig verschoben, oder gestellt. Derselbe Zwek kann uͤbrigens auch
dadurch erreicht werden, daß man fuͤr jedes Muster, welches in jeder
senkrechten Linie zum Vorscheine kommt, einen Haken anbringt. In diesem Falle
wuͤrden dann, waͤhrend die eine Musterreihe erzeugt wird, die zur
Erzeugung der anderen Reihe bestimmten Haken unthaͤtig bleiben. Es ist nicht
zu befuͤrchten, daß hiedurch eine Verwirrung entsteht, da sich die Wagen, die
die Faͤden, auf welche die Haken zu wirken haben, fuͤhren, um diese
Zeit in den hinteren Bolzen befinden.
Tafeln