| Titel: | Bericht des Hrn. Vicomte Héricart de Thury über die von Hrn. Soyer erfundenen Verbesserungen im Modelliren, Gießen und Ciseliren von Bronzegüssen. |
| Fundstelle: | Band 65, Jahrgang 1837, Nr. XXVIII., S. 114 |
| Download: | XML |
XXVIII.
Bericht des Hrn. Vicomte Héricart de Thury
uͤber die von Hrn. Soyer erfundenen Verbesserungen im Modelliren, Gießen und Ciseliren von
Bronzeguͤssen.
Aus dem Bulletin de la Société
d'encouragement. Oktober 1836, S. 365.
Mit Abbildungen auf Tab.
II.
Soyer's Verbesserungen im Modelliren, Gießen und Ciseliren von
Bronzeguͤssen.
Ich habe zwar viele Gießereien genau besichtigt; ich bin allerdings laͤngere
Zeit mit der Leitung der oͤffentlichen Bauten und der Errichtung von
Monumenten vertraut; allein dessen ungeachtet fuͤrchte ich, daß ich nicht im
Stande seyn duͤrfte, die Leistungen und Erfindungen des Hrn. Soyer tief genug zu wuͤrdigen. Ich zaͤhle
demnach bei der Vorlage meines Berichtes uͤber die Arbeiten dieses
Kuͤnstlers, der mit den HH. Ingé in Paris
rue des Trois Bornes No. 28 eine Gießerei errichtet
hat, in welcher hauptsaͤchlich kolossale Statuen und große Monumente aus
Bronze gegossen werden sollen, auf einige Nachsicht.
Nur wenige sind mit den Schwierigkeiten vertraut, womit das Formen oder Modelliren
und Gießen großer, kolossaler Statuen, namentlich Reiterstatuen, und
uͤberhaupt aller großen zu Monumenten bestimmten Gegenstaͤnde
verbunden ist. Man muß viel in Gießereien gewesen seyn; man muß alle daselbst
vorkommenden Operationen sorgfaͤltig verfolgt, und die Meisterwerke von Girardon, Keller, Bouchardon u.a. studirt haben, um diese
Schwierigkeiten gehoͤrig wuͤrdigen zu koͤnnen, und um alle die
Unfaͤlle zu kennen, welche beim Modelliren, beim Troknen der Form, beim Bau
des Ofens, waͤhrend dessen Leitung, beim Schmelzen des Metalles, beim Gießen
selbst, kurz bei allen Operationen vom Anfang bis zum Ende vorkommen koͤnnen.
Jedermann bewundert die aus den Gießereien hervorgehenden groͤßeren
Kunstwerke; hoͤchst wenige wissen aber von den Sorgen, Muͤhen, Opfern,
Verlusten und Ungluͤksfaͤllen, welche sie vor ihrem Gelingen den
Kuͤnstlern verursachten; hoͤchst wenige wissen, wie viele Kunstwerke
mißlangen, bevor man sie zur Vollendung brachte.Falconnet mußte seine Statue Peters des Großen
von den Knieen des Reiters und der Brust des Pferdes an bis hinauf zum
Scheitel neu machen. Die Statue Ludwigs XV., welche Varin nach dem von Lemoine verfertigten
Modelle im Jahre 1739 fuͤr die Stadt Bordeaux goß,
verungluͤkte, indem das Metall ausbrach, nachdem es in die unteren
Theile des Models gedrungen war, und denselben großen Theils erfuͤllt
hatte. Bouchardon war gezwungen die zarten Formen
des Pferdes seiner schoͤnen Reiterstatue Ludwigs XV. auszubessern.
Die Statue Desaix's auf der Place Dauphine, deren
Ausfuͤhrung abgesehen von dem Werthe des Metalles fuͤr 100,000
Fr. zugeschlagen wurde, verungluͤkte zwei Mal und gelang beim dritten
Mal nicht viel besser. An der Saͤule am Vendômeplaze ist ein
großer Theil der Basreliefs verungluͤkt, und dergleichen
Faͤlle lassen sich noch in Menge anfuͤhren. Wer dem Gusse der
Reiterstatue Heinrichs IV. im Oktober 1817 beiwohnte, wird sich erinnern,
welche Angst Hrn. Lemont erfuͤllte, als
ihm Piggiani seine Besorgnisse uͤber die
in Folge des Auskuͤhlens des Ofens entstehende
Zusammenkluͤmperung des Metalles mittheilte, und als die
staͤrkste und anhaltendste Feuerung keinen vollkommenen Fluß mehr
herzustellen vermochte.A. d. O. Man rechnete ehemals gewoͤhnlich 5, 6, 7 und mehr Jahre zur Vollendung
einer kolossalen oder einer Reiterstatue. Falconnet
brauchte zu jener Peters des Großen fuͤr St. Petersburg 15 Jahre; die
Bruͤder Keller verwendeten auf die Statue Ludwigs
XIV. von Girardon 9 Jahre; Bouchardon und Pigalle arbeiteten 8 Jahre
hindurch mit allem Fleiße an dem auf dem Vendômeplaze aufgestellten Ludwig
XV.; Lemot und Piggiani
brauchten zur Vollendung der neuen Statue Heinrichs IV. fuͤr den
Pont-Neuf volle 4 Jahre.
Hr. Soyer hat durch die Vereinfachungen und
Abkuͤrzungen, welche er vermoͤge seiner Erfindungen in der Kunst des
Gießers einfuͤhrte, dieser Kunst selbst unendliche Dienste geleistet. Nur
Jemand, der wie er eben so vollendeter Bildhauer, als Ciselirer und Gießer war,
konnte es auch dahin bringen. Er trat im Jahre 1815 als einfacher Ciselirerlehrling
in Dienst; diente dann 10 Jahre lang in der Marine, und widmete sich hierauf, durch
Noth eben so sehr als durch Neigung angetrieben, wieder seinem fruͤheren
Berufe, wobei er sich in Kuͤrze hervorthat. Die Wiederherstellung des Kopfes
des olympischen Jupiters, bei der ihn Gros, Cartelier,
Galle und Desnoyers aufmunterten, gelang ihm so
vollkommen, daß ihm der Koͤnig fuͤr dieses Kunstwerk, welches allein
schon seinen Ruf als Kuͤnstler begruͤndete, bei der Ausstellung vom
Jahre 1822 eigenhaͤndig die goldene Medaille uͤbergab, und ihn mit der
Ausfuͤhrung mehrerer Statuen beauftragte. Die Ausfuͤhrung dieser
gelang gleichfalls so vollkommen, daß die Regierung Hrn. Soyer zu weiterer Ausbildung nach Italien sandte. Nach 5jaͤhrigem
Aufenthalte daselbst, waͤhrend welchem er sich durch eine große Medaille des
Papstes Leo XII., die er lediglich nach dem Gedaͤchtnisse ausfuͤhrte,
indem Leo keine Buͤste nehmen ließ, auf das Ruͤhmlichste auszeichnete,
lehrte er nach Frankreich zuruͤk, wo er die vaterlaͤndischen
Gießereien studirte, und deren Vorzuͤge und Maͤngel mit jenen des
Auslandes verglich.
Wer unsere groͤßeren Gießereien besucht hat, wird gefunden haben:
1) daß die meisten derselben schlecht gebaut, kalt, dunkel und selbst so finster sind, daß man
beinahe den ganzen Tag uͤber Licht braucht, was die Arbeit viel langwieriger
und schwieriger macht.
2) daß die sogenannten Dammgruben oft zu tief, feucht, und manchmal sogar
uͤberschwemmt sind.
3) daß man die Dammgruben, wenn sie zu tief sind, im Verhaͤltnisse zu den
Dimensionen der Form oͤfter zum Theil ausfuͤllen muß; oder daß man
gezwungen ist, in deren Grund ein Mauerwerk aufzufuͤhren, wodurch das
Austroknen des Models besonders an der Basis sehr erschwert, und mithin das
Verungluͤken der Arbeit veranlaßt wird; oder daß man diese Gruben, wenn sie
nicht tief genug sind, austiefen muß: was nicht nur den Grundmauern der Gießerei und
des Ofens leicht nachtheilig wird, sondern zur Ausfuͤhrung der spaͤter
vorkommenden Operationen zuweilen auch Unterbauten oder Ausfuͤllungen
noͤthig macht.
4) daß man die Figuren im Allgemeinen schichtenweise (par
assises) modellirt, so daß die Hoͤhe oͤfter nach Vorne aus
vier und nach Ruͤkwaͤrts aus eben so vielen Stuͤken besteht,
wodurch eine große Menge von Fugenspuren zum Vorscheine kommen, indem alle diese
Stuͤke durch Bolzen, welche an den Seiten angebracht werden, und welche, wie
sehr man deren Anzahl auch vermehren mag, der Form doch nur geringe Festigkeit
geben, zusammengehalten werden.
5) daß ungeachtet aller dieser Bolzen die Fugen wegen des oͤfteren Abnehmens
und Zerlegens der einzelnen Stuͤke in Folge der hiebei Statt findenden
Abreibung weiter werden, so daß man, wenn die Form vollendet, getroknet und
geschlossen ist, gezwungen wird sie zu vermauern.
6) endlich, daß der Gyps, der auf diese Weise auf die Fugen der Form gebracht worden
ist, dieser lezteren einen bedeutenden Grad von Feuchtigkeit mittheilt; und daß
diese Feuchtigkeit in Verbindung mit der Kuͤhle der um die Gießform
eingefuͤllten Erde im Momente und waͤhrend des Gießens zu den
ernstlichsten Stoͤrungen und selbst zu einem gaͤnzlichen Mißlingen des
Gusses Anlaß gibt.
Fuͤgt man zu diesen Gebrechen, welche den meisten unserer aͤlteren
Gießereien eigen sind, noch den Mangel an Erfahrung, an Voraussicht und an
gehoͤrigen Kenntnissen, den man an der Mehrzahl der Gießer sowohl in Hinsicht
auf den Ofenbau, als in Hinsicht auf die Mischungsverhaͤltnisse der Metalle,
und in Hinsicht auf Berechnung des Bedarfes an Metall trifft, so wird man unter
diesen Umstaͤnden sich nur mehr daruͤber wundern koͤnnen, daß
der Guß einer kolossalen Statue oder einer Reiterstatue doch zuweilen gelingt.
Nachdem Hr. Soyer sich von den Maͤngeln und
Gebrechen der vaterlaͤndischen Gießereien uͤberzeugt, und die Ursachen
der in denselben vorkommenden Unfaͤlle ermittelt hat, beschloß er nach den von ihm
gesammelten Erfahrungen eine große Gießerei zu errichten, in welcher alle von ihm
ausgedachten Erfindungen und Verbesserungen Anwendung finden sollten. Die Gießerei,
welche er demnach in Verbindung mit den HH. Ingé
gruͤndete, und der er eine bedeutende Ausdehnung gab, ist ein schoͤnes
und vollendetes, aber ohne Luxus aufgefuͤhrtes Bauwerk; sie ist hell, gut
geluͤftet, troken, groß, hoch und dennoch leicht zu heizen; ihre Dimensionen
sind von der Art, daß zwei große Reiterstatuen zugleich darin ausgefuͤhrt
werden koͤnnen, ohne daß man dabei in irgend etwas genirt ist. Sie bietet
uͤberdieß mehrere wichtige Verbesserungen dar. So befindet sich auf dem
Grunde der einen der Dammgruben ein beweglicher Rost, welcher aus gußeisernen Rahmen
zusammengesezt ist. Diese Rahmen sind so eingerichtet, daß sie von Fuß zu Fuß
eiserne Pfosten, die je nach der erforderlichen Hoͤhe in einander eingezapft
sind, aufnehmen; sie sind ferner mittelst Haken solcher Maßen verbunden, daß sie
eine sehr solide Einfassung bilden, in welche man die Gießform bringt. Die
Beweglichkeit dieser Rahmen gestattet, daß man den Boden, auf den man die Gießform
bringt, nach Belieben auf die dem Gusse am besten entsprechende Hoͤhe erheben
kann. Durch diese sinnreiche Einrichtung sind alle die Nachtheile beseitigt, welche
sonst erwuchsen, wenn man bei zu großer Tiefe der Dammgrube zu deren
Ausfuͤllung schreiten oder ein Mauerwerk zu diesem Zweke anbringen mußte.
Ein zweiter Vortheil, welcher aus dieser Einrichtung hervorgeht, und der eine der
Hauptverbesserungen bedingt, ist der, daß man mit einer großen Ersparniß an Zeit und
hauptsaͤchlich an Brennmaterial, und ohne Zersezung des Gypses eine
vollkommene Troknung der Gießformen erlangen kann. Mittelst der eisernen Pfosten und
starker zu diesem Behufe angebrachter Bleche wird naͤmlich eine Trokenkammer
gebildet, die mit der zu troknenden Gießform im Verhaͤltnisse steht, und
welche sich mit Huͤlfe eines temporaͤren, unter den Rost gesezten
Ofens, dessen Stellung man nach Belieben und nach Bedarf veraͤndern kann,
heizen laͤßt. Die zum vollkommenen Troknen der Gießformen noͤthige
Zeit haͤngt von deren Dimensionen ab; doch schaͤzt Hr. Soyer diese Zeit fuͤr die Gießform einer Statue
von 4 bis 5 Meter Hoͤhe auf 14 Tage, wobei er sich durch verschiedene Proben
von dem Grade der Troknung uͤberzeugt. Die von ihm in dieser Hinsicht
befolgte Methode geht viel schneller von Statten, und gewaͤhrt weit
groͤßere Sicherheit als die aͤltere Methode, ja es ist
unmoͤglich Resultate zu erzielen, die in jeder Beziehung groͤßere
Vollendung gewaͤhren.
Um dem so haͤufig sich ereignenden Ausbrechen des Metalles, worin eine der Hauptursachen des
Mißlingens der Guͤsse gelegen ist, vorzubeugen, hat Hr. Soyer eine wichtige Veraͤnderung im Bau der Gießformen vorgenommen,
welche wegen der Vortheile, die sie nach sich ziehen muß, allgemein bekannt zu
werden verdient. Er verminderte naͤmlich die bedeutende Anzahl der
Stuͤke, aus denen die Model oder Gießformen großer Statuen sonst zu bestehen
pflegten, bis auf zwei, von denen das eine fuͤr den vorderen und das andere
fuͤr den Hinteren Theil des zu gießenden Gegenstandes bestimmt ist. Diese
beiden Stuͤke sind so angebracht, daß, indem sie sich gegen einander stemmen,
der Beruͤhrungspunkt sich in der ganzen Hoͤhe des Modelles befindet.
Die Verbindung oder Vereinigung beider Stuͤke bewirkt er durch Bolzen, welche
er in Entfernungen von 15 bis 18 Zoll von einander anbringt, und welche zu beiden
Seiten des Modelles durch die Gießform gehen. Die Koͤpfe oder Scheiben dieser
Bolzen muͤssen mehr als einen Fuß Oberflaͤche haben, damit sie die
Gießform festzusammenhalten, ohne daß der Gyps nachgibt. Hierauf bringt er in beiden
Seiten der Gießform von Oben bis Unten in einer Entfernung von 6 Zoll von dem
Modelle auf solche Welse eine Fuge an, daß beide Fugen einander der ganzen
Laͤnge nach am vollkommensten entsprechen. Fuͤr eine aͤhnliche
Fuge, welche jedoch die beiden ersteren durchkreuzt, sorgt er ferner an dem unteren
Theile der Gießform; so daß auf diese Weise saͤmmtliche Naͤhte von
einem hohlen Raͤume von 1 Zoll 6 Linien Breite und 3 Zoll Tiefe
durchschnitten werden. Wenn die Gießform ein Mal zusammengeschraubt und gut verbolzt
ist, so fuͤllt er dann mit mittelmaͤßig kaltem Sande von Fontenay aus,
von dem er so lange einstampft, bis nichts mehr hineingeht. Unter diesen
Umstaͤnden braucht die Gießform, was von unendlichem Vortheile ist, nicht
mehr vergraben (enterré) zu werden; denn die
Luft, welche bei dem aͤlteren Verfahren mithalf dem Bronze Bahn zu
eroͤffnen, leistet hier demselben vielmehr Widerstand, indem sie in den Raum,
welcher sich vom Inneren der Gießform bis zur Fuge befindet, eintritt.
Die Oefen, deren sich die HH. Soyer und Ingé bedienten, waren anfangs ganz nach jenen der
von Oberst Dussaussoy geleiteten Gießerei in Douai
gebaut. Sie besaßen in diesem Zustande schon einen unbestreitbaren Vorzug vor jenen
der alten Gießereien; allein Hr. Soyer wußte auch an
ihnen in dem Maaße als sich seine Beobachtungen erweiterten, verschiedene
Veraͤnderungen, deren Zwekmaͤßigkeit oder noch besser deren
Nothwendigkeit der Erfolg bewaͤhrte, anzubringen. Er machte wiederholt die
Bemerkung, daß die Curve, welche die Flamme, die Funken und der Rauch vom Heerde aus
bis zur Nase durchstroͤmen, keineswegs jener Curve entsprach, die man der Woͤlbung der
Reverberiroͤfen zu geben pflegt; sondern daß sie vielmehr, indem sie sich
stark der Sohle annaͤherte, uͤber die Oberflaͤche dieser nur
hinstrich. Er versuchte demnach die Woͤlbung zu senken, um sie der Sohle
naͤher zu bringen, und hatte auch wirklich alle Ursache sich zu dieser
Neuerung Gluͤk zu wuͤnschen; denn derselbe Guß, der in den Oefen der
alten Gießereien 25 bis 30 Stunden Zeit und 25 bis 30 Fuhren Holz, und in seinen
fruͤher benuzten Oefen in 10 Stunden Zeit 2 1/2 Fuhren Holzkohlen verzehrte,
braucht in den neuen verbesserten Oefen in hoͤchstens 6 Stunden Zeit nur mehr
eine einzige Fuhr Kohlen.
Die meisten Gießer pflegten und pflegen auch jezt noch beim Eintragen der
Metalllegirungen die Thuͤren der Oefen zu oͤffnen. Waͤhrend nun
dieß geschieht, faͤngt sich der Wind im Ofen, wodurch eine mehr oder minder
bedeutende Abkuͤhlung des Ofens, waͤhrend welcher ein Theil des
Metalles nicht selten oxydirt wird, eintritt. Geschehen vollends wiederholte
Eintraͤge, so bedingen diese mehrfach auf einander folgenden
Abkuͤhlungen einen großen Verlust an Zeit und einen noch groͤßeren
Verbrauch an Brennmaterial. Um nun auch diesem großen Uebelstande abzuhelfen, hat
Hr. Soyer in dem Gewoͤlbe des Ofens eine Oeffnung
von beilaͤufig 11 Zoll im Gevierte angebracht, durch die er die Metallmasse
in die im Flusse befindlichen Stoffe fallen laͤßt; nachdem sie durch den
laͤngeren Aufenthalt uͤber diesem Gewoͤlbe, und auf ihrem
Durchgange durch die gut genaͤhrte Flamme einer kurz vorher eingetragenen
Kohlenladung hinreichend erhizt worden ist.
Ehemals bediente man sich zum Umruͤhren des Flusses oder des Metallbades
abwechselnd eiserner Staͤbe und trokener Stangen aus weichem Holze, aus
Erlen- oder Pappelholz. Hieraus erwuchs nicht nur eine gewisse Ungleichheit
der Operation; sondern, was noch schaͤdlicher war, es mischte sich immer auch
etwas von dem Metalle der angewendeten Eisenstaͤbe unter die Legirung, was
der Reinheit des Bronze nicht unwesentlichen Eintrag that. Gegenwaͤrtig
wendet Hr. Soyer dagegen zu demselben Zweke Stangen aus
jeglichem Holze, und besonders die schwersten, die man bekommen kann, an; indem
leztere nicht nur leichter unter das fließende Metall unterzutauchen sind, sondern
in Folge ihrer Feuchtigkeit auch ein gewisses Sprudeln des Metalles veranlassen,
welches ein minder sorgfaͤltiges Umruͤhren der Masse zulaͤßt,
so daß hieraus abermals eine Ersparniß an Zeit und Arbeit erwaͤchst.
Um den Druk, den die aͤußere atmosphaͤrische Luft gegen die
Luftroͤhren ausuͤbt, und der das Emporsteigen des Metalles
beeintraͤchtigt, auszugleichen, gab man ehemals den Einguͤssen eine
groͤßere Dike,
oder man vermehrte auch, aus Furcht das Bronze moͤchte auf seinem Laufe
abkuͤhlen, die Zahl der Ausfaͤlle (attaques) der Einguͤsse. Hieraus entstand der Nachtheil, daß man
spaͤter mehrere Ciselirungen vornehmen mußte. Diesem Nachtheile wußte nun Hr.
Soyer dadurch zu steuern, daß er, um den Druk der
aͤußeren atmosphaͤrischen Luft auszugleichen, auf die
Muͤndungen der einzelnen Luftroͤhren mit Alkohol getraͤnkte
Watte legt, und daß er alle diese befeuchteten Wattepfroͤpfe durch Guirlanden
trokener Watte mit einander in Communication sezt; so daß, wenn das Bronzemetall in
Fluß ist, im Augenblike des Gusses das Ganze mit einem Mal in Brand gesezt werden
kann, und daß folglich jede Luftroͤhre im Momente des Emporhebens der
Stopfstange mit einer Flamme gekroͤnt ist. Bei diesem sinnreichen Verfahren
faͤllt das Metall frei bis auf den Grund der Gießform hinab, um dann ohne
alles Hinderniß in saͤmmtliche Theile derselben emporzusteigen, so daß 8
Secunden zum Gusse einer Statue von 4 bis 5 Meter hinreichen.
Das Modeln und hauptsaͤchlich das Gießen der Statuen bot die groͤßten
Schwierigkeiten dar, wenn die Figur große Dimensionen oder ausgestrekte Gliedmaßen,
ausgebreitete Fluͤgel u. dergl. hatte; denn man war dann gezwungen sie in
mehreren Stuͤken zu gießen, die hierauf oft mit neuen Schwierigkeiten
zusammengesezt werden mußten. So bot z.B. die kolossale Statue des Genius der
Freiheit von 13 Fuß Hoͤhe, welcher die Saͤule des Bastillenplazes
zieren soll, und der auf der Fußspize stehend eine bedeutende Neigung nach Vorne
bekommen sollte, in Hinsicht auf die Verfertigung der Form, und noch mehr in
Hinsicht auf das Gießen selbst, die groͤßten Schwierigkeiten dar, indem die
Soliditaͤt dieser Statue, welche beilaͤufig 45 Meter Hoͤhe
bekommen soll, großen Theils von der groͤßten Leichtigkeit der oberen Theile
und von der Staͤrke des Fußes, auf dem die Statue ruhte, abhing.Die Hoͤhe der Bruͤke des Bastillenplazes uͤber dem
niederen Wasserstandedes Canales
betraͤgt10,19 MeterDie Dike des
Gewoͤlbes 1,92
––––––––––Der Extrados des
Gewoͤlbes ist also uͤber dem niederen
Wasserstande erhaben:12,11 Meter–––––––––1. Unterlage und Piedestalerster Sokelzweiter Sokeldritter
SokelPiedestal0,903,052,806,1512,90 Meter2. Saͤule, Fuß und
Knauf27,15 –3. Sokel uͤber dem
Knaufe und Kugel 4,15
––––––––––Hoͤhe ohne die
Statue44,20 Meter4. Dazu die Statue selbst
mit 4,25
––––––––––gibt als
Gesammthoͤhe des Monumentes48,45 Meterwelche der Architekt auf 50 Meter haͤtte bringen sollen, um eine
bestimmte Hoͤhe ohne Bruchtheile zu bekommen, welche dann auch bei
Beobachtungen als Basis haͤtte dienen koͤnnen.A. d. O. Nach den aͤlteren Methoden waͤre diese Statue wahrscheinlich
verungluͤkt; oder man haͤtte sie wenigstens nur aus mehreren
Stuͤken zusammensezen koͤnnen; denn der obere Theil mußte bei seiner
Duͤnnheit beinahe unmittelbar auskuͤhlen, waͤhrend der untere
Theil viel langsamer kuͤhl geworden waͤre; und indem er sich auf sich
selbst zusammengezogen hatte, am Kniebuge eine Luke von beilaͤufig 11 Zoll
gelassen haben wuͤrde. Die Zusammenziehung des Metalles betraͤgt
naͤmlich 1 3/4 bis 2 Linien auf den Fuß, so daß die Statue unfehlbar verloren
gewesen waͤre. Um allen diesen Schwierigkeiten vorzubeugen und auszuweichen,
beschloß Hr. Soyer diese Statue so zu gießen, daß deren
Kopf beim Gusse nach Unten gerichtet war, wodurch die Gefahr vermindert wurde. Denn
bei dieser Einrichtung mußte entweder die Form nachgeben, oder das Bein mußte unter
Zuruͤklassung einer Oeffnung von beilaͤufig 5 Linien uͤber dem
Knoͤchel brechen. Um dieß zu verhuͤten, brachte Hr. Soyer zu beiden Seiten des Fußes einen kupfernen Arm von
2 Fuß Breite, der sich in einen sehr starken Kopf endigte, an, damit der Fuß
gezwungen wurde sich auf das Knie zuruͤkzuziehen; auch wurden die beiden Arme
auf solche Weise verbunden, daß sie etwas weniger Dike bekamen, als das Bein hatte.
Diese sinnreiche und dennoch sehr gewagte Neuerung war von einem vollkommenen
Erfolge gekroͤnt; denn die kupfernen Arme zwangen, wie Hr. Soyer erwartet hatte, den Fuß der Bewegung des Beines zu
folgen. Der Guß dieser bewundernswerthen Statue gelang in allen Details auf das
Vollkommenste; und zum ersten Mal duͤrfte vielleicht eine Figur von dieser
Bedeutung ohne allen Fehler aus einer Gießerei hervorgegangen seyn. Die oberen
Theile der Statue haben mit Ausnahme der Fluͤgel, die nur eine Linie dik
sind, beinahe 2 Linien Dike. Das Bein hat von dem Knoͤchel an 2 Zoll, und
nimmt, im Verhaͤltnisse des Durchmessers bis zum Schenkel hinauf ab. Der
ganze starke Theil mißt von der Hoͤhe des Kniees bis zum Ende der
Stuͤze 7 Fuß.
Hr. Soyer sezt, wie bereits gesagt worden ist, seine
Gießformen nur aus zwei Stuͤken zusammen. So lange nun diese Stuͤke
nicht uͤber 20,000 Kil. waͤgen, so lassen sie sich bei
gehoͤriger Sorgfalt ohne Unfall oͤffnen und schließen, wenn man die
Form in die Richtung der Rotationsbewegung des Krahnes bringt; sind sie aber
schwerer (an der zum Gusse des erwaͤhnten Genius bestimmten Form wogen sie
z.B. 45,000), so wird deren Handhabung schwierig und gefaͤhrlich. In diesem
Falle behaͤlt nun Hr. Soyer dennoch seine Methode, die Form zu
bilden, bei; allein zur Bewegung derselben bedient er sich eines anderen Systemes,
welches wegen seiner außerordentlichen Einfachheit allgemein bekannt zu werden
verdient. Er befestigt naͤmlich jedes der beiden Stuͤke auf einem
Wagen, der auf eisernen Schienen laͤuft, welche zu diesem Zweke
gehoͤrigen Ortes angebracht sind. Auf diese Weise koͤnnen dann vier
mit einfachen Hebeln ausgeruͤstete Maͤnner dem Wagen ohne alle
Schwierigkeit die gewuͤnschte Bewegung mittheilen. Dieses Verfahren hat,
abgesehen von seiner groͤßeren Einfachheit, auch noch einen anderen Vortheil
vor dem Krahne voraus; denn lezterer macht zuerst eine aussteigende und dann eine
zweite Bewegung nach Ruͤkwaͤrts noͤthig, welche beide
Bewegungen nur in einer krummen Linie Statt finden koͤnnen; dagegen ist die
Bewegung des Wagens auf den Schienen eine gerade, so daß man die Form oͤffnen
kann, ohne auch nur das Geringste abzureißen, gleichwie man das Petschaft von einem
abgedruͤkten Siegel abnimmt.
Die zu den gewoͤhnlichen Guͤssen von 2000 bis 20,000 Kil.
noͤthige Zeit bietet keine sehr merklichen Differenzen; denn man muß immer 4
Stunden auf gehoͤrige Erhizung der Oefen und beilaͤufig 2 Stunden auf
das Schmelzen rechnen. Bei groͤßeren Guͤssen dagegen ist die Differenz
bedeutend, weil man das Feuer sogleich verstaͤrken kann, um die Oefen und die
Metallklumpen zu gleicher Zeit zu erhizen. Will man dagegen kleine
Metallstuͤke schmelzen, so darf man nur mit groͤßter Vorsicht heizen,
weil sonst das Metall unfehlbar einen Kuchen bilden wuͤrde, wenn es zum
Schmelzen kaͤme, bevor noch die Sohle hinreichend erhizt ist.
Man wußte lange Zeit nicht genau zu berechnen, wie viel Metall zum Gusse einer Statue
von dieser oder jener Groͤße erforderlich ist, weßhalb es denn nicht selten
geschah, daß ein Guß wegen Mangel an Metall mißlang, oder daß zwei und drei Mal so
viel Metall genommen wurde, als eigentlich noͤthig gewesen waͤre. Hr.
Soyer dagegen hat es durch die Erfahrung und durch
fortgesezte Beobachtungen dahin gebracht, daß er diesen Bedarf im Voraus bestimmt
und bis auf einige Kilogrammen hin anzugeben weiß. Auch versichert er, daß er sich
in Folge seiner Erfindungen ohne Bedenken anheischig machen wuͤrde, die
Statuen Heinrich's IV. und Ludwig's XIV. mit der Haͤlfte jenes Metalles herzustellen, welches
man fruͤher dazu brauchte.Nach den Dokumenten, welche de la Folie,
Conservator der oͤffentlichen Monumente im Jahre 1819 bekannt machte,
wurden zur Statue Heinrich's IV. 12,057 Kilogr.
Metall genommen, welches der Analyse gemaͤß in 100 Theilen aus 89,62
Kupfer, 5,70 Zinn, 4,20 Zink und 0,48 Blei zusammengesezt war. Ueber die Statue Ludwig's XIV. kann ich keine so genauen
Aufschluͤsse geben; allein man versichert mich, daß sie wie die
Statue desselben Regenten in Lyon gegen 18,000 Kilogr. waͤge.A. d. O.
Das Ciseliren endlich wurde gleichfalls durch Hrn. Soyer
vereinfacht und in seinen Details abgekuͤrzt. Eine sehr große Ersparniß an
Arbeit erwaͤchst naͤmlich schon daraus, daß die Gießformen nur mehr
aus zwei Stuͤken bestehen, waͤhrend sie nach der aͤlteren
Methode bei einiger Maßen großen Statuen aus 16 und mehr Stuͤken
zusammengesezt waren. Die Guͤsse bekommen hienach nur mehr zwei sehr feine
Naͤhte, waͤhrend sie fruͤher 32 sehr starke Naͤhte
bekamen, die uͤberdieß von ungleicher Hoͤhe waren, indem man die
einzelnen Stuͤke nicht gleichmaͤßig zusammenzutreiben im Stands
war.
Die Erfindungen und Verbesserungen, welche wir Hrn. Soyer
verdanken, bestehen demnach:
1) in einem neuen Systeme von Gießformen mit doppelten Fugen, in denen die
zuruͤkgetriebene Luft das Ausbrechen des Metalles zu verhindern trachtet: ein
System, welches uͤberdieß vor dem aͤlteren wegen seiner Einfachheit
und Festigkeit, so wie auch wegen der leichteren Beweglichkeit der Formen, welche
Dimensionen diese auch haben moͤgen, den Vorzug verdient.
2) in seinem beweglichen Boden, den er mit Huͤlfe von Roͤsten oder
mittelst eiserner Rahmen in den Troken- und Gießgruben auf solche Weise
anbringt, daß er auf jede den Dimensionen der Formen entsprechende Hoͤhe
gebracht werden kann.
3) in seiner Methode die Formen mittelst einer je nach Bedarf anzubringenden
Trokenstube, und mittelst eines unter den Rost gesezten beweglichen Ofens
auszutroknen.
4) in den an dem Baue der Oefen angebrachten vorteilhaften Veraͤnderungen,
welche sich aus den uͤber den Gang der Flamme uͤber die Sohle hin
angestellten Beobachtungen ergaben.
5) in seiner verbesserten Methode das Metall in den Ofen einzutragen, welcher
gemaͤß nicht nur das bei dem aͤlteren Verfahren Statt findende
Auskuͤhlen des Ofens verhuͤtet wird, sondern wobei das Metall auch bis
auf einen gewissen Grad erhizt in den Ofen gelangt.
6) in den Wattepfroͤpfen und Watteguirlanden, die er an den Muͤndungen
der Luftroͤhren anbringt, und durch welche er den sonst im Momente des
Gießens so haͤufig eintretenden Unfaͤllen vorbeugt.
7) endlich in der Vereinfachung und Erleichterung der Ciselirung und in der Ersparniß
von mehr als der Haͤlfte der Zeit bei derselben.
Ueberzeugt und uͤberrascht von allen diesen Vorzuͤgen, und
hauptsaͤchlich von den großen, beinahe die Haͤlfte betragenden
Ersparnissen an Zeit, an
Brennmaterial, an Metall und an den sonstigen Ausgaben, welche aus diesen
Verbesserungen erwachsen, glaube ich im Namen der Commission den Vorschlag machen zu
muͤssen, Hrn. Soyer zu seinen Erfindungen
Gluͤk zu wuͤnschen, und ihm von Seite der Gesellschaft zum Beweise der
Anerkennung derselben eine Medaille zu uͤberreichen.Hr. Soyer erhielt von der Société d'encouragement auch wirklich die Medaille
aus Platina. Die vorzuͤglichsten, bisher von ihm gelieferten
Kunstwerke sind: 1) der beruͤhmte kolossale Kopf des olympischen
Jupiters, der 10jaͤhriges Studium kostete, und dem Soyer seine Aufnahme unter die ersten
Kuͤnstler verdankt. – 2) der Amor von Chaudet in natuͤrlicher Groͤße. – 3) die
Statue Heinrichs IV. als Kind nach Bosis von
natuͤrlicher Groͤße, in Silber und in Bronze. – 4) der
Stanislaus von Jacquot fuͤr die Stadt
Nancy, von 4,15 Meter Hoͤhe. – 5) der Amor von Dumont, in natuͤrlicher Groͤße.
– 6) Die Magdalena von Canova in
natuͤrlicher Groͤße. – 7) die Statue Napoleons nach Seurre, in natuͤrlicher Groͤße.
– 8) der Mercur von Rude, von 2 Meter
Hoͤhe. – 9) das Grabmahl des Grafen Demidoff, aus zwei
kolossalen Figuren von 3 und 8 Figuren von 2 Meter Hoͤhe. –
10) das Modell des Genius der Freiheit nach Dumont von 2 Meter Hoͤhe. – 11) dieselbe Figur von
4,25 Meter Hoͤhe. – 12) die Unschuld nach Desprez, in natuͤrlicher Groͤße.
– 13) Sechzehn Copien des Moses von Michel-Angelo nach Desprez, von 1,35 Meter Hoͤhe. –
14) Sechzehn Copien von Milon nach Desprez, von
1,35 Meter Hoͤhe. – 15) eine kolossale Buͤste des
Koͤniges der Franzosen nach Foyatier.
– 16) die Buͤsten des Herzoges Hamilton, des Generals Ballesteros und
anderer. – 17) die Saͤule des Bastillenplazes in Paris, u. m.
a.A. d. O.
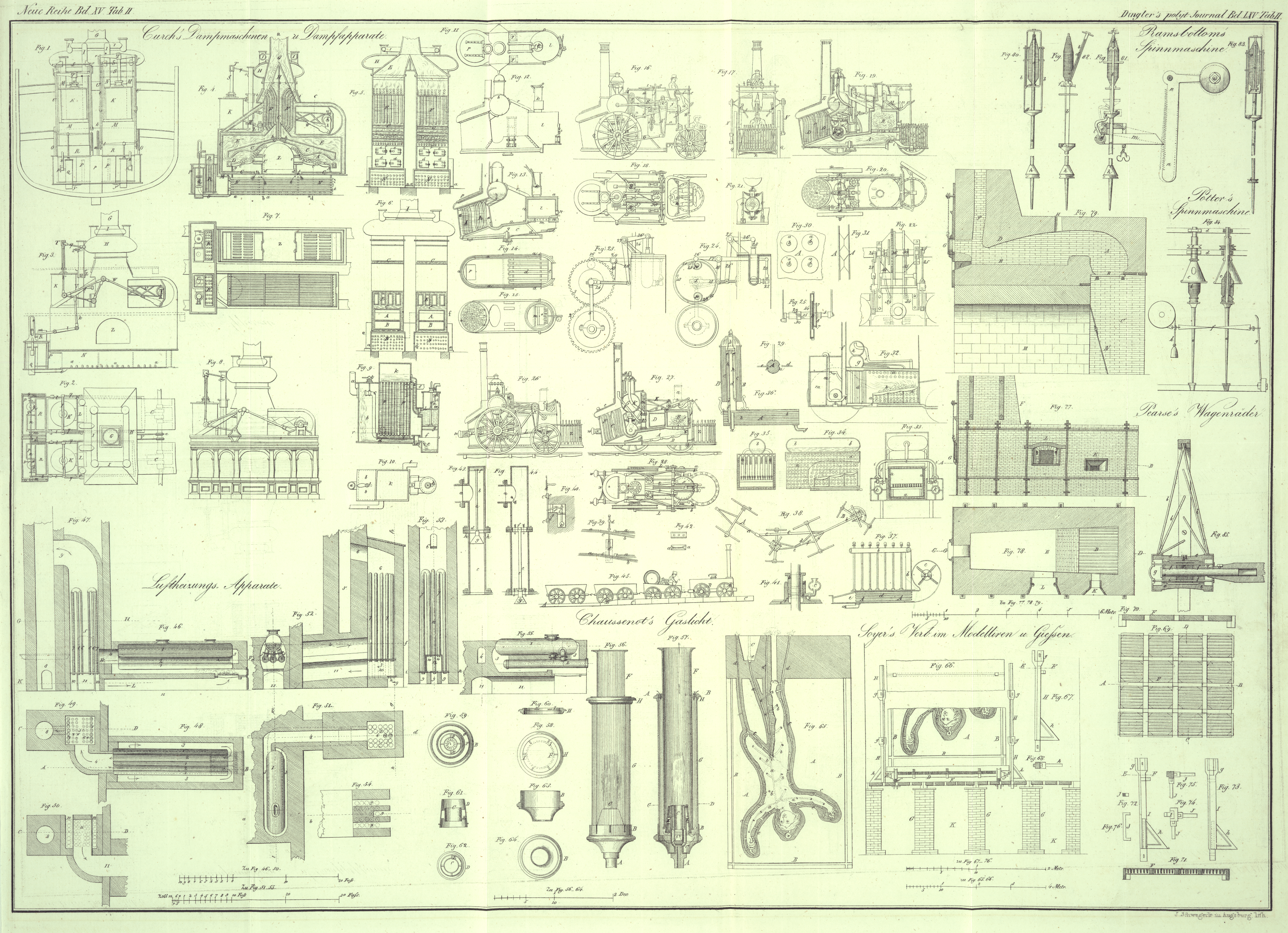
Beschreibung der Abbildungen.
Auf Taf. II ist Fig.
65 ein senkrechter Durchschnitt der Form mit doppelten Fugen, welche zum
Gießen des oben erwaͤhnten kolossalen Genius der Freiheit diente.
Fig. 66 ein
Aufriß des beweglichen Bodens, womit die Form auf die noͤthige Hoͤhe
emporgehoben werden kann. Die unter diesem Boden befindliche Grube dient als
Trokenstube fuͤr die Form, zu welchem Behufe ein Ofen in dieselbe gebracht
wird.
Fig. 67 und
68 ein
Auf- und Grundriß des einen der in dem beweglichen Boden stritten Pfosten,
womit die Form, wenn sie vollendet ist, festgehalten wird.
Fig. 69 der
bewegliche, rostfoͤrmige Boden, der auf den gemauerten Pfeilern der Dammgrube
ruht, im Grundrisse dargestellt; er besteht aus mehreren, durch Stuͤzen
verbundenen Rahmen.
Fig. 70
derselbe in einem Laͤngendurchschnitte nach der Linie A, B dieses Grundrisses betrachtet.
Fig. 71 ein
Querdurchschnitt des beweglichen Bodens nach der Linie C,
D in Fig.
69.
Fig. 72 und
73 ein
Aufriß und ein Profil des einen der Pfosten, welche an den Eken der Form angebracht
werden, um diese unwandelbar in einer und derselben Stellung zu erhalten.
Fig. 74 ein
Grundriß eines solchen Pfostens.
Fig. 75 ein
Durchschnitt nach der Hoͤhe der Linie E, F in
Fig.
72.
Fig. 76 ein
zur Verbindung der Pfosten dienender Haken im Grundrisse und im Durchschnitte.
An allen diesen Figuren sind gleiche Theile mit gleichen Buchstaben bezeichnet.
A ist die Form mit doppelter Fuge; B sind die an der Basis und an den Seitenwaͤnden
der Form angebrachten Fugen. Wenn man die beiden Theile, aus denen die Form besteht,
an einander bringt, so erhaͤlt man die beiden, aus Fig. 65 ersichtlichen
Rechteke B. Der von diesen Rechteken gebildete leere
Raum wird mit Sand, der mit einer Stange eingestampft wird, ausgefuͤllt,
damit die im Inneren des Formmantels enthaltene Luft nicht austreten kann. Nach dem
alten, beim Formen uͤblichen Verfahren riß diese Luft beim Entweichen das im
Flusse befindliche Metall mit sich, wodurch das Gelingen der Operation
beeintraͤchtigt wurde; bei dem neuen Verfahren hingegen uͤbt diese
Luft, indem sie nicht entweichen kann, durch ihre Ausdehnung einen Druk auf
saͤmmtliche Theile der Form aus, wodurch nicht nur dem Ausbrechen des
Metalles vorgebaut, sondern zugleich auch dem Metalle gestattet wird, in Folge
seiner Elasticitaͤt den hohlen Raum der Form auszufuͤllen, ohne deren
Mantel zu durchbrechen.
C ist das Beken, in welches man das geschmolzene Metall
gießt. a, a sind die Canaͤle, in denen das Metall
in die verschiedenen Theile der Form fließt, und welche durch punktirte Linien
angedeutet sind, b die seitlichen Arme dieser
Canaͤle, deren Muͤndungen, durch welche das geschmolzene Metall
ausfließt, die Form in die Laͤnge gezogener Ellipsen haben. c, c die um die Figur herum angebrachten
Luftroͤhren, durch welche die in das Innere der Form
zuruͤkgedraͤngte Luft entweicht. d, d
senkrechte Verlaͤngerungen dieser Luftroͤhren, welche mit
Pfroͤpfen aus Watte, die mit Alkohol getraͤnkt worden, verstopft sind;
diese Pfroͤpfe werden angezuͤndet, um auf solche Weise den Druk der
aͤußeren Luft zu neutralisiren, und um das Herabfließen des Metalles in die
Form, so wie dessen Emporsteigen in saͤmmtliche Theile derselben zu
erleichtern. e ein am Grunde des Bekens C angebrachter Spund, den man auszieht, um das Metall in
die Form abfließen zu lassen.
D in Fig. 66 ist der Rost,
welcher den Wagen bildet, auf dem die Form angebracht wird, damit sie ohne irgend
eine Erschuͤtterung zu erleiden, seitwaͤrts bewegt werden kann. Die
Raͤder E, E dieses Wagens laufen auf den auf dem
beweglichen Boden angebrachten Schienen f, f.
F ist der bewegliche, rostfoͤrmige Boden, welcher
auf den gemauerten Pfeilern G, G der Dammgrube ruht, und
wie aus Fig.
69 ersichtlich ist, aus mehreren Faͤchern oder Rahmen
zusammengesezt ist. Er wird mit Huͤlfe eines Krahnes auf eine den Dimensionen
der Form entsprechende Hoͤhe emporgehoben, wo man dann die Pfeiler G durch Baksteinschichten erhoͤht.
H sind eiserne Pfosten, die mit ihren Koͤpfen g in einander eingezapft und mittelst
Vorsteknaͤgeln mit einander verbunden werden. Sie dienen dazu, die Form, wenn
sie vollendet ist, in einer bestimmten Stellung zu erhalten, und sind mit
Vorsteknaͤgeln auf dem beweglichen Boden befestigt; auch sind sie mit
Fluͤgeln oder mit einer Art von Winkelmaaß h, h
ausgestattet, womit sie in senkrechter Stellung erhalten werden. An dem oberen
Theile der Form befinden sich an ihnen schief geneigte Blechplatten, zwischen denen
man zum Behufe der Bildung des Bekens Sand einstampft.
I, Fig. 72 und 73, sind
Pfosten, welche an den Eken der Form angebracht, und mit Klammern J, deren Enden in Zapfenloͤcher passen,
zusammengehalten werden.
K ist die Grube, in die man zum Behufs des schnelleren
Troknens der Form einen Ofen bringt. Die erwaͤrmte Luft dringt durch den
beweglichen Boden und durch den Rost, reißt die in der Form enthaltene Feuchtigkeit
mit sich fort, und tritt bei einer Roͤhre aus, welche sich an dem Ende eines
unter mehr dann 45° geneigten Daches aus Blech befindet.
Auf Taf. II sieht man ferner den zum Schmelzen der Bronze dienenden Reverberirofen
von verschiedenen Seiten.
Fig. 77 ist
ein Laͤngenaufriß des Ofens.
Fig. 78 ist
ein Grundriß nach der Linie A, B dieses Aufrisses.
Fig. 79 ist
ein senkrechter Laͤngendurchschnitt nach der Linie C,
D des Grundrisses.
A ist der Heerd; B der Rost;
C das Aschenloch, welches sehr tief ist, damit der
Ofen um so besser ziehe; D das uͤber den Ofen
gespannte Gewoͤlbe; E dessen Sohle; F der Schornstein; G ein in
Falzen bewegliches Thuͤrchen, welches geoͤffnet wird, wenn man den
Zustand der in Fluß befindlichen Masse untersuchen will; H ein Loch, durch welches die Metalllegirungen in das Bad geworfen werben,
nachdem sie durch ihren Aufenthalt auf dem Gewoͤlbe des Ofens vorher erhizt
worden sind. I das Stichloch. K das Thuͤrchen des Heerdes. L das
Thuͤrchen, durch welches das zu schmelzende Metall eingetragen wird. M ein unter der Sohle angebrachtes Gewoͤlbe,
wodurch dasselbe gegen alle Feuchtigkeit geschuͤzt wird. N eine geneigte Blechplatte, welche die Communication zwischen diesem
Gewoͤlbe und dem Aschenloche absperrt.
Tafeln