| Titel: | Beschreibung einer Schraubenkluppe zum Schneiden vollkommen flacher Gewinde. |
| Fundstelle: | Band 66, Jahrgang 1837, Nr. XXXV., S. 183 |
| Download: | XML |
XXXV.
Beschreibung einer Schraubenkluppe zum Schneiden
vollkommen flacher Gewinde.
Mit Abbildungen auf Tab.
III.
Beschreibung einer Schraubenkluppe.
Es ist eine jedem Mechaniker bekannte Erscheinung, daß Schrauben mit flachem Gewinde
sich in einer Kluppe durch gewoͤhnliche Baken gar nicht in genuͤgender
Vollkommenheit verfertigen lassen; zumal wenn das Gewinde ziemlich tief ist. Die
Ursache laͤßt sich durch folgende Betrachtung deutlich machen. Wenn das
Schneiden mit der Kluppe seinen Anfang nimmt, so erzeugen die scharfen Kanten der
Baken ein Gewinde von bestimmter Steigung oder Gangweite. Allmaͤhlich dringen
die Baken tiefer in die Spindel ein, und wirken folglich nun auf eine
Cylinderflaͤche von kleinerem Halbmesser als anfangs. Dadurch aber
aͤndert das Verhaͤltniß sich wesentlich: der Neigungswinkel der
Gaͤnge in den Baken ist unveraͤnderlich, und mit diesem
naͤmlichen Neigungswinkel streben sie, auf der durch das Schneiden schon
duͤnner gewordenen Spindel ein feineres Gewinde zu
erzeugen, als vorher – bei noch unvermindertem Durchmesser des Cylinders
– der Fall war. Die Folge hievon ist, daß die Baken, um so zu sagen, ihre
eigene Arbeit wieder zerstoͤren, naͤmlich die hohen Gaͤnge des
angefangenen Gewindes zum Theil wieder wegschneiden und ihre Gestalt verderben. Der
naͤmliche Vorgang findet in gewissem Grade auch beim Schneiden dreiekiger
Gewinde in Kluppen Statt; allein der nachtheilige Erfolg ist hier viel weniger
merklich, weil diese Gewinde meist nicht sehr tief sind und durch ihre Gestalt
selbst einen Fehler der erwaͤhnten Art leicht verbergen.
Da gleichwohl flache Schrauben ein haͤufiges Beduͤrfniß sind, das
Feilen derselben eine unvollkommene und bei einiger Sorgfalt sehr zeitraubende
Verfertigungsart ist, eine Schraubenschneidmaschine aber oft gar nicht zu Gebote
steht oder aus anderen Gruͤnden nicht anwendbar ist, so muß eine Einrichtung
der Schneidkluppe, wodurch flache Gewinde, selbst mehrfache, mit Leichtigkeit und
bedeutender Vollkommenheit hervorgebracht werden koͤnnen, jedem Mechaniker
willkommen seyn. Die sehr zwekmaͤßige und sinnreich erdachte Construction,
welche durch die Abbildungen auf Taf. III.
erlaͤutert wird, ist von dem Mechaniker Hrn. L. Tidow mitgetheilt worden, welcher ein Exemplar der Kluppe und der dazu
gehoͤrigen Nebengeraͤthe fuͤr die Werkzeugsammlung der
hoͤheren Gewerbschule in Hannover verfertigt hat.
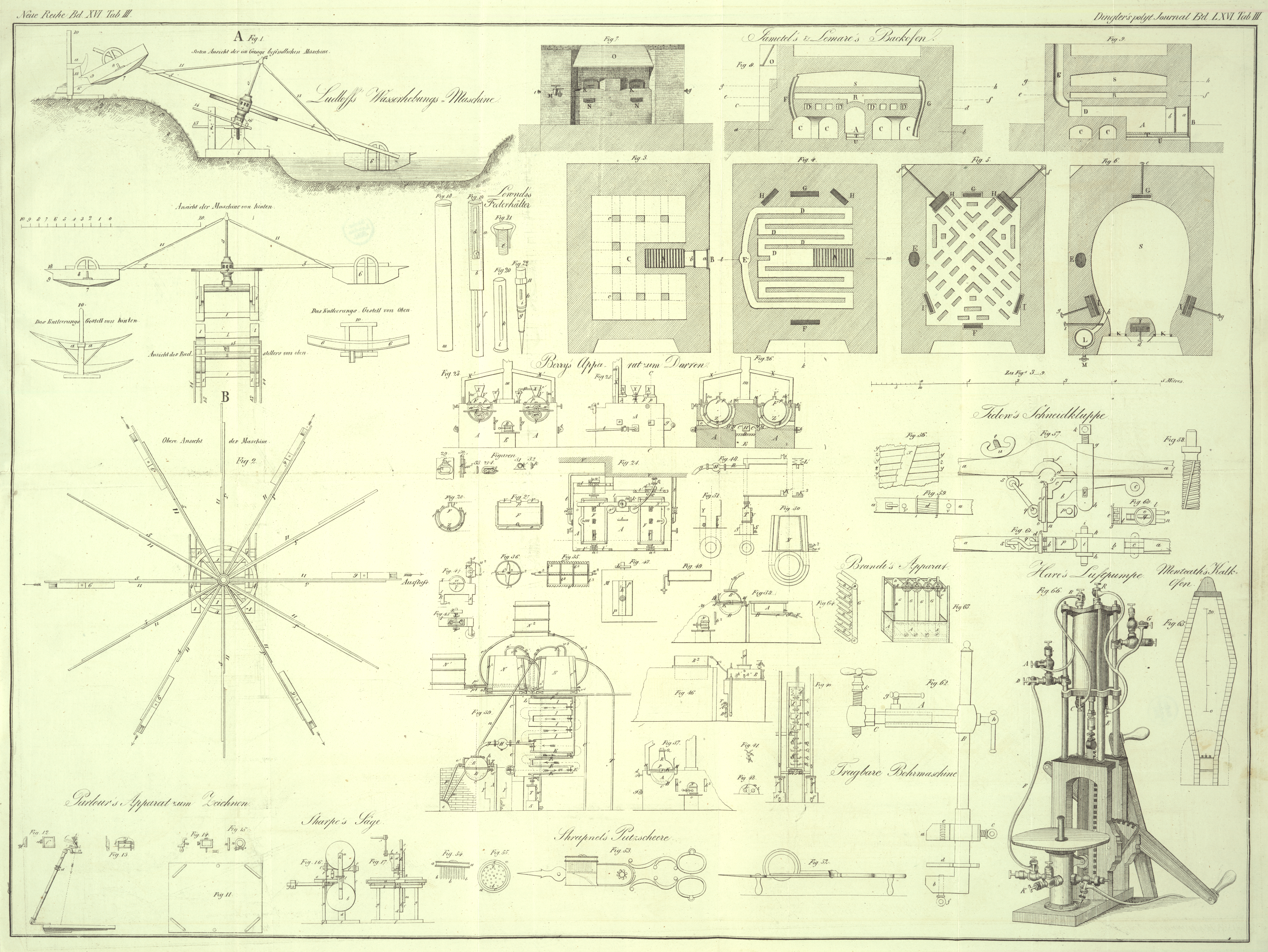
Fig. 57 zeigt
die Kluppe von Oben gesehen, zur Ersparung an Raum mit fehlenden Griffen; die ganze
Laͤnge, zwischen den aͤußersten Endpunkten der Griffe gemessen,
betraͤgt 32''. Fig. 61 ist die
Seitenansicht.
Die Kluppe besteht aus zwei Haupttheilen: a und b. An dem groͤßeren Theile a befinden sich die Griffe; b ist hiemit durch
das Charnier c verbunden. Fig. 59 ist eine Ansicht
der Innenseite von a, wie man sie erhalten
wuͤrde, wenn in Fig. 61 der Theil b weggenommen waͤre. Fig. 60 zeigt den Theil
b von jener Seite, auf welcher in Fig. 57 der Buchstabe q steht. d und e sind die beiden Baken, welche aber hier eine von der
gewoͤhnlichen abweichende Bestimmung haben, indem sie nur die
Schraubengaͤnge beim erstmaligen Schneiden mit der
Kluppe vorzeichnen oder leicht einschneiden, alsdann aber bloß dem entstehenden
Gewinde zur Fuͤhrung dienen sollen, um das Fortschreiten der Kluppe zu
reguliren. Dem gemaͤß enthalten die Baken nicht das ausgebildete Gewinde,
sondern bloß eine Andeutung desselben durch wenig hervorspringende, gleichsam nur
grathartige Linien, und ihre Kanten 1 2 3 sind nicht scharf, sondern vielmehr
gaͤnzlich durch schmale Facetten abgestumpft. Uebrigens ist der Ausschnitt
des Bakens d ein Halbkreis von derjenigen Groͤße,
welche dem Durchmesser der Schraube sammt den hohen
Gaͤngen entspricht; e enthaͤlt nur den
vierten Theil des naͤmlichen Kreises. Die Art, wie der Baken d in a und der Baken e in b eingelegt ist, ergibt
sich aus Fig.
57, wo f eine Kerbe zum leichteren Losmachen
von d bedeutet. Fig. 59 zeigt bei v, v zwei runde Loͤcher des Bakens d, womit derselbe auf zwei Stifte des Theiles a aufgepaßt ist; aͤhnlich ist die Befestigung des
anderen Bakens in dem Theile b (Fig. 57).
Die erst fluͤchtig erwaͤhnte Gestalt, welche das in den Baken
angebrachte Schraubengewinde besizt, wird am leichtesten zu erklaͤren seyn,
wenn man die Beschaffenheit des Bohrers untersucht, mit welchem die Baken
geschnitten sind. Fig. 58 ist dieser Bohrer, der entweder aus freier Hand gefeilt oder auf
der Drehbank geschnitten werden muß. Mit einem gewoͤhnlichen Bakenbohrer
stimmt der gegenwaͤrtige darin uͤberein, daß er cylindrisch ist, und seine
Schaͤrfe durch drei oder vier Einkerbungen (wie x,
x, Fig.
56) erhaͤlt; das Eigenthuͤmliche liegt in der Gestalt der
Schraubengaͤnge, von welchen die hohen, y, y,
flach, die vertieften, z, z, aber dergestalt convex
sind, daß der hoͤchste Punkt ihrer Rundung eben so weit vortritt, als die
Flaͤche der Gaͤnge y. Dadurch entsteht
also unter und uͤber jedem flachen Gange y eine
spizwinkelige Furche, welche sich in den mit dem Bohrer geschnittenen Baken durch
eine scharfkantige hervorragende Linie (gleichsam einen starken Grath)
ausdruͤkt.
Diejenigen Theile der Kluppe, welche das Einschneiden des vertieften Ganges auf der
in Arbeit befindlichen Spindel verrichten, sind zwei flachschneidige
Geisfuͤße oder Zaͤhne, deren Breite natuͤrlich eben so groß
ist, als die Breite des vertieften Schraubenganges, welchen sie ausarbeiten
sollen.Man erhaͤlt die richtige Breite der Zaͤhne ganz genau, indem
man leztere, noch ungehaͤrtet, einlegt, und dann auf dieselbe Weise,
als wenn man Baken schneiden wollte, die Kluppe einige Mal auf- und
absteigen laͤßt; wobei die Breite der Zaͤhne sich in den
Schraubengaͤngen des Bohrers ausbildet. In Fig.
57 bezeichnet m, n den einen der
Zaͤhne, welchen man allein hier sehen kann. In Fig. 61 sind beide (in
der Endansicht) durch die kleinen schraffirten Quadrate oberhalb des Buchstabens l angedeutet; auch in Fig. 60 sind beide bei
n, n zu sehen. Die Zaͤhne liegen auf der
senkrechten Flaͤche des kleineren Hauptheiles b
der Kluppe, und werden von einer Platte l bedekt, in
welche sie mit einem Theile ihrer Dike versenkt sind. Eine Scheibe o liegt vor der Platte und bildet den Kopf eines
vierekigen Bolzens, welcher durch einen genau passenden Schliz in l, so wie durch ein vierekiges Loch des Theiles b hindurchgeht, und hinterhalb des lezteren mittelst der
Schraubenmutter p scharf angezogen wird. Auf diese Weise
geschieht die Befestigung der Zaͤhne. – Die Lage der beiden
Zaͤhne in der Kluppe ist eine solche, daß ihre Schneiden zweien von
denjenigen Schraubengaͤngen entsprechen, welche durch die runden
Gaͤnge z, z des Bohrers erzeugt sind. Wenn z.B.
die Baken drei solche Gaͤnge erhalten, so legt man die Zaͤhne in den
obersten und in den untersten Gang, nicht aber in zwei auf einander folgende
Gaͤnge; damit die zwei Stuͤzpunkte, welche der Kluppe durch die
Zaͤhne dargeboten werden, weit auseinander liegen und um so mehr das Wanken
beim Schneiden verhindern. Den oberen Zahn, welcher spaͤter als der untere
zum Angriff kommt, laͤßt man ein wenig weiter vorragen, so daß er in
demselben Schraubengange, der vom unteren Zahne vorgeschnitten ist, einen zweiten
Span nimmt. Ist das Gewinde, welches man schneidet, ein doppeltes, so muß jeder Zahn
in einen Gang eines anderen Gewindes gelegt werden, und auf dieselbe Weise
wuͤrden fuͤr ein dreifaches Gewinde drei Zaͤhne erfordert
werden, wobei es sich oft trifft, daß der eine Zahn gerade durch den vierekigen
Bolzen der Scheibe o hindurchgehen muß. Auch wird es bei
mehrfachen Gewinden nothwendig, die Baken und uͤberhaupt die ganze Kluppe
diker zu machen, damit die Zaͤhne ihren gehoͤrigen Plaz finden und die
Baken eine hinreichende Anzahl Gaͤnge enthalten koͤnnen. Wenn man mit
der fest angezogenen Kluppe das erste Mal die Spindel entlang geschnitten und so
mittelst der Baken die Gaͤnge vorgezeichnet hat, treibt man durch leise
Hammerschlaͤge die Zaͤhne ein wenig vor, damit sie angreifen. Dieses
Verfahren, welches hier die naͤmlichen Dienste leistet, wie bei anderen
Kluppen die Naͤherung der Baken durch Anziehen der Stellschrauben, wird so
lange wiederholt, bis die Schraube vollendet ist.
Um allem Zittern des Theiles b waͤhrend des
Schneidens zu begegnen, wird derselbe auf eine doppelte Weise fest gegen den Theil
a hingezogen, und folglich an die in Arbeit
befindliche Schraube angedruͤkt. Zuerst dient hiezu die Studel oder der
Kloben g, h (Fig. 57, 61), der mit seiner Gabel
die Theile a und b umfaßt
und sich mittelst des quer durchgeschobenen Riegels i in
einer runden Auskerbung von b anlehnt, waͤhrend
gegenuͤber die Schraube k auf den Theil a druͤkt. Die zweite Verbindung wird durch den
doppelten Haken r hergestellt, der einerseits in den
Ring q auf der schon erwaͤhnten Scheibe o, andererseits in einen Ring s eingehangen ist. Dieser leztere befindet sich am Ende eines durch a gehenden Bolzens s, t,
dessen Fluͤgelmutter u immer scharf angezogen
wird.
Die Art, wie die Muttern zu diesen Schrauben geschnitten werden, ist ziemlich
bekannt, und von der Art, wie Schraubenmuttern fuͤr große Spindeln
geschnitten werden, nur unwesentlich verschieden. (Hannoͤver'sche Mitchell.
Nr. 11.)
Tafeln