| Titel: | Auszug aus einem Berichte, welchen die HH. Heinrich Schlumberger und August Scheurer der Société industrielle in Mülhausen über verschiedene Einrichtungen und Apparate in den englischen Bleichereien und Kattundrukereien erstatteten. |
| Fundstelle: | Band 67, Jahrgang 1838, Nr. XXXVI., S. 130 |
| Download: | XML |
XXXVI.
Auszug aus einem Berichte, welchen die HH.
Heinrich
Schlumberger und August Scheurer der Société
industrielle in Muͤlhausen uͤber
verschiedene Einrichtungen und Apparate in den englischen Bleichereien und
Kattundrukereien erstatteten.
Aus dem Bulletin de la Société industrielle de
Mulhausen. No. 51.
Mit Abbildungen auf Tab.
III.
Ueber die Kattundrukereien in England.
Die verschiedenen Industriezweige, welche sich mit der Veredlung der Baumwolle
befassen, haben in der neueren Zeit in England einen ungeheuren Aufschwung genommen;
dessen ungeachtet fuͤhlt man die Handels- und Geldkrisis
gegenwaͤrtig daselbst nicht weniger als bei uns in Frankreich; die
Industrieproducte sind um 30–40 Procent gefallen; das gewalzte oder
geschmiedete Eisen, welches vor Kurzem noch so gesucht war, fiel um 50 Proc., und die
Eisenhaͤmmer haben deßhalb ihre Arbeiten einstweilen eingestellt. Wir trafen
in der That keine einzige Fabrik, welche nicht mehr oder weniger stille stand oder
doch ihre Production sehr beschrankt haͤtte.Die Verfasser haben die Manufacturstaͤdte Englands im Monat Julius
1837 bereist.
Bei uns (in Frankreich) kommen die Rohstoffe viel theurer zu stehen als in England
und dennoch muͤssen wir mit diesem Handelscoloß die Concurrenz aushalten.
Wenn dieses jedoch mit dauerndem Erfolge moͤglich bleiben soll, so darf
unsere Industrie in Zukunft nicht mehr durch das Monopol der franzoͤsischen
Haͤfen und durch die hohen Zoͤlle auf die Rohstoffe gedruͤkt
werden, besonders aber auch nicht mehr durch den falschen Handel, die sogenannte
Spekulation, welche nichts als ein Mißbrauch der Capitalien ist, der die
Geschaͤfte in Unordnung bringt, indem er die Production kuͤnstlich
steigert und die Consumtion durch erhoͤhte Preise beschrankt, so daß
fruͤher oder spaͤter immer wieder aͤhnliche Krisen wie die
gegenwaͤrtige entstehen muͤssen, wovon er uns zu erloͤsen doch
weder die Macht noch den Willen hat.
Wenn wir einzig in Folge der hoͤheren Zoͤlle auf die Rohstoffe und
unserer nachtheiligen geographischen Lage etwas theurer als die Englaͤnder
fabriciren muͤßten, so koͤnnten wir diese Differenz doch noch durch
einen wichtigen Zweig unserer Baumwollindustrie ausgleichen; wir meinen
naͤmlich durch unsere schoͤnen aͤchtfarbigen Musseline etc.,
welche die Englaͤnder noch nicht in derselben Vollendung darzustellen
vermoͤgen, und die in London so geschaͤzt sind, daß man fuͤr
ein franzoͤsisches Musselinkleid daselbst einige Schilling mehr bezahlt als
fuͤr ein englisches Fabricat. Der englische Kattundruker sieht noch immer mit
Bewunderung auf unser Elsaß; er laͤßt sich bei der Wahl seiner Muster und
Artikel durch die unserigen leiten. Wenn wir aber auch durch unsere
schoͤneren und geschmakvolleren Muster den Vorzug vor den Englaͤndern
haben, so sind wir doch hinsichtlich der mechanischen Einrichtung unserer Fabriken
leider sehr im Nachtheil gegen sie.
Wenn man die Preiscourante der englischen Maschinenfabriken mit den
franzoͤsischen vergleicht, so bemerkt man besonders einen großen Unterschied
bei den Dampfmaschinen, welche in England in diesem Augenblike wegen des schlechten
Geschaͤftsganges und des niedrigen Eisenpreises um 50 Proc. wohlfeiler sind
als bei uns; so kostet z.B. eine Expansionsmaschine von 25 Pferdekraͤften mit
zwei Kesseln in Glasgow 17,500 Fr. Dabei wird garantirt, daß stuͤndlich
per Pferdekraft nicht uͤber 2 1/2 Kilogr. der
besten Steinkohle zum Betrieb derselben erforderlich sind, wobei allerdings zu
beruͤksichtigen ist, daß wir die Pferdekraft etwas hoͤher als die
Englaͤnder anschlagen.
Fuͤr englische Maschinen muß man in Frankreich 15 Proc. Eingangszoll bezahlen;
dazu kommt noch, daß die englischen Geseze nur die Ausfuhr solcher Maschinen
erlauben, welche allgemein verbreitet sind; so darf z.B. keine Spinnmaschine
ausgefuͤhrt werden. Der Zwek hiebei ist kein anderer, als die Verbreitung
neuer Maschinen in Laͤndern, welche mit England concurriren, zu
erschweren.
Die Farbwaaren und chemischen Producte kommen in England ebenfalls wohlfeiler zu
stehen als bei uns; der Unterschied betraͤgt bei lezteren im Durchschnitt
wenigstens ein Drittel. Bei den aus dem Auslande kommenden Farbwaaren haben die
Fabriken in Manchester wie in Glasgow den Vortheil, daß sie nicht weit vom Meere
entfernt sind und noch dazu durch die in allen Richtungen verbreiteten
Canaͤle bedeutend an Transportkosten ersparen.
Die Lebensfrage der Manufacturen ist immer das Brennmaterial; die Englaͤnder
bezahlen aber fuͤr ihre vortrefflichen Steinkohlen nur ein Fuͤnftel
des Preises, wofuͤr wir sie in Muͤlhausen erhalten. In den Gegenden,
wo sich die englische Industrie hauptsaͤchlich gruppirt hat, trifft man außer
betraͤchtlichen Steinkohlenbergwerken gewoͤhnlich auch große
Eisenwerke. Das Brennmaterial wird von den Gruben auf Eisenbahnen in die
benachbarten Etablissements gefuͤhrt, welche so den Centner (112 Pfd.) zu 4
Pence (12 kr.) bekommen.
Ungeachtet des niedrigen Preises des Brennmaterials benuzt aber der Englaͤnder
die Wasserkraft dennoch, wo sie ihm zu Gebot steht. Da das Land sehr gebirgig ist,
so gibt es viele Gefaͤlle, welche durch zwekmaͤßig angelegte
Reservoirs gleichfoͤrmiger als bei uns gespeist werden. Die
Wasserraͤder werden gewoͤhnlich aus Eisen verfertigt und so
angebracht, daß durchaus kein Wasser verloren geht. Wir sahen z.B. eine Spinnerei
bei Bolton mit einem Wasserrad von 300 Pferdekraͤften, welches 63 Fuß im
Durchmesser hatte und aͤußerst kuͤhn gebaut war.
Der englische Fabrikant ist auch fortwaͤhrend bemuͤht, eine
groͤßere Mannigfaltigkeit von Geweben aus Baumwolle zu erzeugen und diese,
besonders durch Nachahmung der Wollenstoffe, bei der aͤrmeren Classe immer
mehr in Aufnahme zu bringen.
Die Handarbeit ist in England offenbar theurer als bei uns, und in dieser Hinsicht
haben wir also einen Vortheil; in Schottland ist zwar die Handarbeit nicht viel
theurer als bei uns, aber dort wie in England zeigt der Coalitionsgeist der Arbeiter
eine Hartnaͤkigkeit und Entschiedenheit, wovon man bei uns
gluͤklicherweise kein Beispiel hat. Als wir Glasgow besuchten, waren alle
Spinnereien daselbst geschlossen und den Arbeitern seit drei
Monaten durch ihren Verein das Spinnen verboten! Es war ihnen
naͤmlich eine Lohnerhoͤhung, die sie im vorhergehenden Jahre erhalten
hatten, von den Fabrikanten entzogen worden; sie verweigerten deßhalb alle Arbeit
und wurden waͤhrend ihrer Unthaͤtigkeit von dem Vereine der Spinner in
Manchester unterstuͤzt. Die meisten von ihnen zogen sogar vor, Schottland zu
verlassen und in England zu arbeiten, als sich dem neuen, von den Fabrikanten
festgesezten Tarif zu unterwerfen. waͤhrend dieser ganzen Zeit mußten nun die
Spinnereibesizer ihre Dampfmaschinen woͤchentlich zwei Mal heizen lassen, um
die Spinnstuͤhle in gutem Zustande zu erhalten.
Der Verein der englischen Druker wollte nie die Verwendung von Weibern bei diesem
Geschaͤfte gestatten, und verlangte uͤberdieß immer von den Lehrlingen
einen bedeutenden Beitrag in die gemeinschaftliche Casse; dieß veranlaͤßte
einige Fabrikanten in Schottland alle ihre Druker fortzuschiken und durch Weiber und
Lehrlinge zu ersezen. Die Lehrzeit ist auf sieben Jahre festgesezt, waͤhrend
welcher der Lehrling nur auf die Haͤlfte des Lohnes eines ausgelernten
Arbeiters Anspruch hat. In Schottland druken gegenwaͤrtig Weiber alle
Einpaßfarben und verdienen dabei ein Drittel von dem Lohne eines gelernten
Drukers.
Die Englaͤnder erschweren uns hauptsaͤchlich durch ihre billigen
Kattune die Concurrenz beim uͤberseeischen Absaz; ihre Gewebe sind meistens
schmal und leicht, und mehrere Farben darauf werden auch immer (und zwar falsch) auf
der Maschine gedrukt. Ein 5/8 breites Stuͤk von 28 Yards (21 franz. Ellen)
kostete im Monat Julius vorigen Jahres 7 Schilling (8 Fr. 75 Cent.), so daß also von
geringer Waare die franz. Elle nur auf 42 Cent. zu stehen kam. Von schoͤnen
3/4 breiten Kattunen kostete die franz. Elle 7 Pence oder 70 Cent.
Die Kattundrukereien in Ronen haben von jeher dasselbe Princip wie die
Englaͤnder gehabt, naͤmlich den Consumenten wohlfeile, dabei aber
natuͤrlich geringere Waare zu liefern, und verdanken diesem Grundsaze die
große Ausdehnung, welche ihre Industrie nach und nach erlangt hat; es kam ihnen
dabei auch noch die Naͤhe von Paris und ihre geringe Entfernung vom
Landungspunkte des Rohstoffes zu Statten.
Bei dieser Gelegenheit wollen wir bemerken, daß man gegenwaͤrtig in Ronen und
uͤberhaupt in der Normandie fast in allen Fabriken
anstatt des Handdrukes die Perrotine anwendet,
indem der hohe Druklohn
geringe Artikel zu sehr vertheuern wuͤrde. Fuͤr Fabriken, welche
mehrfarbige Walzendrukmaschinen besizen, ist die Perrotine jedoch weniger wichtig.
Das Stechen einer Form fuͤr die Perrotine kommt beilaͤufig drei Mal so
hoch wie fuͤr den Handdruk; aber diese Formen nuzen sich auch nicht so
schnell ab wie beim Handdruke, und brauchen nur selten erneuert zu werden. Bisweilen
verfertigt man die Formen fuͤr die Perrotine auch aus Schriftmetall,Ueber die neuesten Verbesserungen der Perrotine vergleiche man Polyt. Journal
Bd. LXII. S. 157. A. d. R.
Hr. Perrot versicherte uns, daß er seit zwei Jahren
uͤber 60 Drukmaschinen abgesezt hat; gegenwaͤrtig verkauft er eine
Maschine fuͤr drei Farben mit mechanischem Streicher zu 5000 Fr. Er baut in
diesem Augenblike die erste Maschine fuͤr vier Farben, welche nach England
bestimmt ist, und mit den Streichern auf 8000 Fr. zu stehen kommt.
Wir wollen jezt einige in den englischen Kattundrukereien gebraͤuchliche
mechanische Vorrichtungen, die theils neu, theils wenig bekannt sind, kurz
beschreiben.
Walzendrukmaschine. Ein Fabrikant aus der Gegend von
Manchester ließ sich sowohl in England als in Frankreich ein Patent auf eine
Walzendrukmaschine ertheilen, bei welcher das (bekanntlich sehr kostspielige)
wollene Druktuch entbehrlich ist. Wir brauchen diese Maschine nicht naͤher zu
erlaͤutern, da sie bereits im Polytechn. Journal (Bd. LX. S. 273) beschrieben worden ist. Bis
jezt hat jedoch noch keine Kattundrukerei diese Neuerung angenommen, und alle
Fabrikanten stimmen uͤberein, daß sie keinen Vortheil darbietet.
In mehreren Fabriken sucht man dadurch an Walzendruktuͤchern zu ersparen, daß
man sie sehr kurz anwendet, aber waͤhrend des Drukens immer einen rohen
Baumwollzeug uͤber ihnen mitlaufen laͤßt, der dann nach zwei-
bis dreimaligem Gebrauche gebleicht wird. Der rohe Zeug geht von der kupfernen Walze
aus uͤber Trommeln, welche mit Dampf geheizt werden, und rollt sich dann auf
einer Walze auf, um zum zweiten Mal gebraucht werden zu koͤnnen.
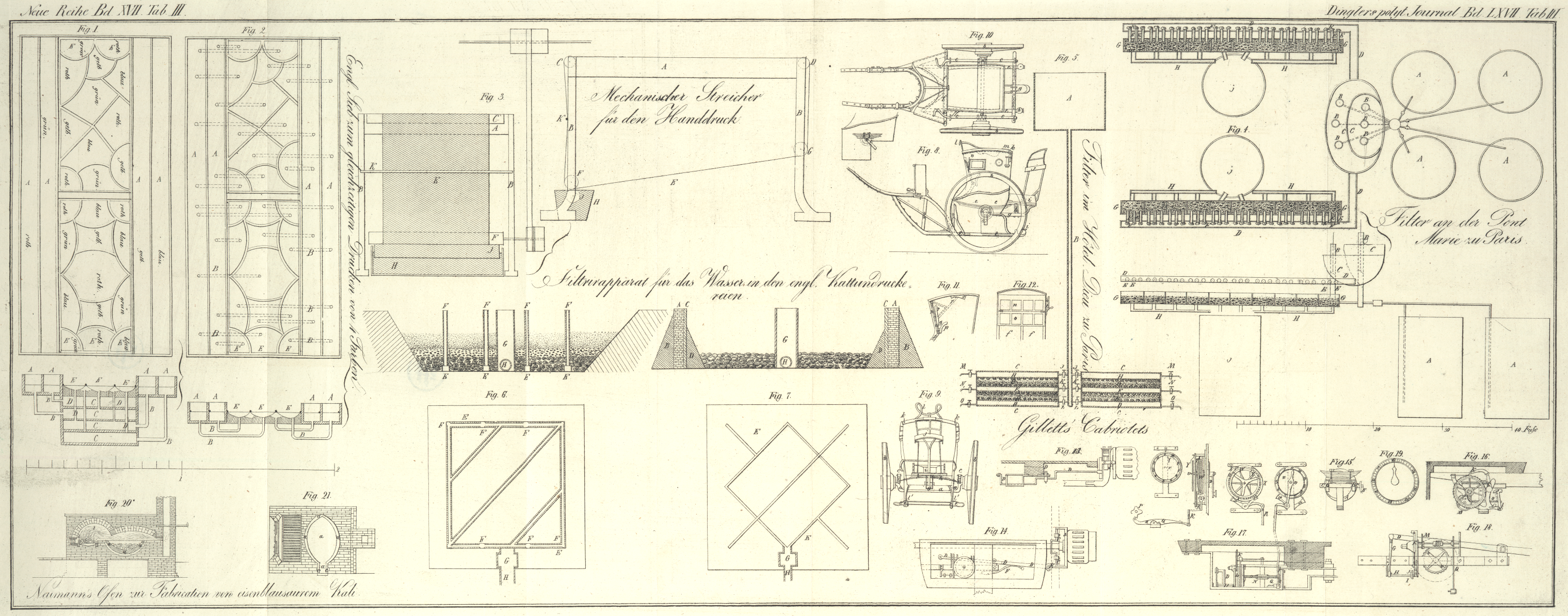
Sieb zum gleichzeitigen Aufdruken mehrerer Farben. Dieses
Sieb wird in einigen Kattundrukereien benuzt, um mehrere Farben gleichzeitig auf
schwarzen, dunkelbraunen etc. Boͤden einzudruken. Dabei muß jedoch das Muster
von der Art seyn, daß die verschiedenen Farben einander nicht zu nahe kommen, und
die Eindrukfarben muͤssen auch natuͤrlich uͤber den Grund
fallen koͤnnen, ohne ihn zu zeichnen oder ihm zu schaden. Jedes Muster
erfordert ein besonderes
Sieb, so daß dieses Verfahren nur dann wirklich vortheilhaft ist, wenn sehr viele
Stuͤke auf dasselbe Muster gedrukt werden sollen.
Die Farben, welche das Sieb E, Fig. 1, speisen
muͤssen, befinden sich neben demselben in Gehaͤusen A, welche mit dem Siebe in Verbindung stehen. Die Farbe
in den Gehaͤusen A darf nicht hoͤher
stehen als das Siebtuch, und muß so gut als moͤglich auf gleicher
Hoͤhe mit demselben erhalten werden.
Die Farben laufen von den Gehaͤusen oder Behaͤltern A aus durch bleierne Roͤhren B in Faͤcher C, die
sich gerade unter dem Siebe E befinden, in welches sie
dann durch eben so viele senkrechte Roͤhren D
gelangen, als gleichfarbige Stellen in dem Muster sind.
Dieses Sieb ist aus Blei angefertigt, so daß alle Stellen E, welche Farbe erhalten muͤssen, durch Raͤnder, auf welche
man den Siebzeug auflegt, von einander getrennt sind. Damit sich die verschiedenen
Farben auf dem Zeuge nicht mit einander vermischen koͤnnen, nagelt man kleine
Bleibleche uͤber alle Conturen der hohlen Raͤume und verkittet diese
Conturen unter und uͤber dem Zeuge. Nachdem das Sieb so hergerichtet ist,
gießt man in die Gehaͤuse A die verschiedenen
Farben, welche natuͤrlich so duͤnn seyn muͤssen, daß sie durch
die Roͤhren laufen und durch den Siebzeug dringen koͤnnen; lezterer
muß ebendeßwegen auch aus einem sehr duͤnnen Gewebe bestehen.
Um dieses Druksieb bedeutend zu vereinfachen, duͤrfte man nur alle unteren
Abtheilungen weglassen und sie durch Kautschukroͤhren B, Fig.
2, ersezen, welche von den Farbbehaͤltern A ausgehen und sich so geradezu in das Sieb E
begeben koͤnnten. Da man diese Roͤhren nach Belieben biegen
koͤnnte, so ließen sie sich leicht jedwedem Muster anpassen.
Das Sieb wird bisweilen auch aus Holz anstatt aus Blei verfertigt; es ist dann
weniger kostspielig und leichter anzufertigen, aber auch nicht so dauerhaft.
Mechanischer Streicher fuͤr den Handdruk. Dieser
kleine Apparat, welcher das Streichen der Farben beim Handdruke ersezen muß, wird
nur in einer einzigen Fabrik in Manchester benuzt und auch dort ist seine Anwendung
noch sehr beschraͤnkt.
Das Sieb oder der Trog besteht bei diesem Apparate, Fig. 3, aus einem kleinen
Kasten A von Eisenblech, welcher 12 Zoll breit, 18 Zoll
lang und 2 Zoll tief ist; er wird mit Gummiwasser oder unbrauchbaren alten Farben
gefuͤllt und mit Wachsleinwand luftdicht uͤberzogen. Man stellt diesen
kleinen Trog auf vier eiserne Stuͤzen B von
beilaͤufig einem Fuß Hoͤhe. An den beiden Enden des Siebes und in
gleicher Hoͤhe damit befinden sich Rollen oder Walzen C
und D, uͤber welche das endlose Tuch des Siebes E lauft; von diesen begibt es sich unter den Apparat
mittelst zweier anderen Rollen F und G, die am unteren Theile der Stuͤzen B befestigt sind. Unter der unteren Rolle F befindet sich ein kleiner Behaͤlter H, welcher die Farbe enthaͤlt, und mit einer
kleinen Speisungswalze J versehen ist.
Von einer umlaufenden Trommel her geht nun ein Laufband uͤber die Rolle F, die sich uͤber der Speisungswalze J befindet, und dreht so das Siebtuch E, welches sich mit Farbe beschikt, indem es zwischen
diesen zwei Walzen hindurchgeht.
Zwischen der unteren Walze oder Rolle F und der oberen
Rolle C befindet sich ein eiserner oder messingener
Streicher K, der alle uͤberfluͤssige Farbe
von dem Tuche wegzunehmen hat; dieses gelangt dann mit Farbe beschikt wieder auf den
oberen Theil des Apparates, wo der Druker seine Form auf gewoͤhnliche Art
aufsezt.
Dieser Streichapparat, welcher an und fuͤr sich und wegen der erforderlichen
Triebkraft schon ziemlich kostspielig ist, hat den Nachtheil, daß man viel Siebtuch
braucht, daß die Farbe der Luft eine große Oberflaͤche darbietet und daß er
weder fuͤr zarte Muster noch fuͤr alle Verdikungsmittel anwendbar ist.
Auch darf man nicht vergessen, daß der Druker seinen Streichknaben beim Auflegen des
zu drukenden Zeuges auf den Druktisch und beim Zuruͤkziehen davon oft wohl
brauchen kann.
Glanzpapier fuͤr die Druker. Bekanntlich braucht
man in allen Drukereien und besonders beim Druken der Shawls sehr viel Papier. In
England benuzt man jezt statt des gewoͤhnlichen Papiers ein Glanzpapier,
welches sich beinahe zwei Monate lang verwenden laͤßt, waͤhrend das
gewoͤhnliche Papier im Verlauf eines Tages unbrauchbar wird. Es wird
folgender Maßen bereitet: man loͤst in
1 Liter gekochten Leinoͤhls
2 Loth gelbes Wachs und
2 Loth gepulverten Bleizuker auf.
Nachdem dieses Gemenge bis zur Aufloͤsung des Wachses
erhizt worden ist, breitet man den Firniß mit einer Buͤrste auf beiden Seiten
des Papieres aus. Hierauf haͤngt man dasselbe acht Tage lang an einem
luftigen Orte auf, um es zu troknen.
In einigen Fabriken benuzt man anstatt Papier auch Wachsleinwand; diese kann aber
wegen ihrer Dike zarten Drukformen leicht nachtheilig werden.
Bleichen. Die Englaͤnder bleichen in der Regel mit
weniger Operationen und wir weniger Sorgfalt als wir ihre Stuͤke rein weiß,
so daß sie im Krapp
nicht mehr einfaͤrben; der Grund davon ist, daß die englischen Zeuge
gewoͤhnlich leichter und auf mechanischen Stuͤhlen erzeugt sind, daß
der Weber wenig oder gar kein Fett anwendet, endlich daß das Bleichen meistens kurze
Zeit nach dem Weben vorgenommen wird.
Wir haben mit Vergnuͤgen bemerkt, daß man schon in mehreren Fabriken zum
Laugen kohlensaures Natron anstatt des aͤzenden anwendet, nachdem man den
Stuͤken zuvor eine Kalklauge gegeben hat.
In mehreren Fabriken hat man die Harzseife (Colophoniumseife) beim Bleichprocesse
sehr vortheilhaft befunden, in anderen wurde sie als unnuͤz aufgegeben.
Wir hatten auf unserer Reise auch Gelegenheit eine der groͤßten
Bleichanstalten bei Elberfeld zu besuchen. Die Eigenthuͤmer versicherten uns,
daß sie bisher kein reines Weiß zu erzielen im Stande waren, weil sie lauter schwere
schlesische Zeuge bleichen, die immer einige Monate liegen bleiben, ehe man sie
ihnen uͤberschikt, und welche man auf Handstuͤhlen mit Anwendung
vielen Fettes webt. Seit einigen Monaten aber benuzten sie das im Muͤlhauser
Bulletin Nr. 48 (Polyt. Journal Bd. LXIV. S. 448) empfohlene Bleichverfahren
und erhielten seitdem ein vollkommenes Weiß. Dieses Verfahren besteht bekanntlich
darin, die Stuͤke mit Kalk auszukochen, zu saͤuern und hierauf mit
kohlensaurem Natron anstatt mit aͤzendem zu laugen.
Ein Fabrikant in Manchester hat ein Patent auf ein neues Bleichverfahren genommen,
wobei die Stuͤke nicht aus den Kufen kommen. Es ist beinahe dasselbe wie das
kuͤrzlich ohne Erfolg in einer Bleicherei in Muͤlhausen versuchte. Das
englische Verfahren besteht darin, die rohen Stuͤke in eine große steinerne
Kufe zu bringen, welche man genau verschließt und durch die man dann mittelst Pumpen
alle Fluͤssigkeiten, naͤmlich die Lauge, das Wasser, die
Chlorkalkloͤsung, die Saͤuren etc. hindurchtreibt. Es ist nicht
wahrscheinlich, daß man nach diesem Verfahren ein reines Weiß fuͤr
Krappartikel zu erzeugen im Stande ist, weil den Zeugen dabei keine mechanische
Reinigung zu Theil wird; fuͤr Zeuge, die bloß zum Appretiren weiß gemacht
werden und denen daher nicht alle fettigen Theile entzogen zu werden brauchen, ist
dieses Verfahren aber vielleicht ausreichend.Die Verfasser meinen hiemit ohne Zweifel Bridson's
Patent-Bleichverfahren; dasselbe ist auch hauptsaͤchlich nur
fuͤr Leinewand berechnet, welche appretirt werden soll, man
vergleiche Polyt. Journal Bd. LXIII. S.
178. A. d. R.
Das bedeutendste Bleichetablissement in England ist das der HH. Thom. Ridgway in Hornvide bei Bolton. Dieses Haus bleicht und
appretirt taͤglich 6000 Stuͤke, welche groͤßten Theils nach
Brasilien ausgefuͤhrt werden. Die Triebkraft liefern vier Dampfmaschinen und
der taͤgliche Verbrauch an Steinkohlen betraͤgt 60 Tonnen oder 66000
Kilogr. Es besizt 42 Cylinder zum Appretiren. Die Laugkufen sind aus Gußeisen
angefertigt und werden mit Dampf erhizt; sie stehen alle in einem Halbkreise herum,
in dessen Mitte sich ein großer Krahn befindet, womit immer die ganze Masse der in
einer Laugkufe enthaltenen Stuͤke nebst dem eisernen Boden herausgehoben und
auf einen Karren niedergesenkt wird, der sie dann zu den Waschraͤdern
bringt.
Zur Behandlung mit Chlor dient ein Apparat, welcher die Chlorkalkloͤsung
bestaͤndig uͤbergießt; der Chlorkalk, welcher die Stuͤke
durchdrungen hat, sammelt sich in einem unter der Kufe befindlichen Behaͤlter
und wird von dort mittelst einer Pumpe wieder in einen uͤber der Kufe
befindlichen Kasten hinaufgetrieben, aus welchem er sich durch ein Sieb in Gestalt
eines Regens uͤbergießt. Diese Kufen enthalten gewoͤhnlich 600
Stuͤke.
Die Stuͤke, welche nach den Bleichoperationen durch die Auspreßmaschine
passirt sind, hissen sich durch einen Mechanismus in den oberen Theil der
Trokenstube hinauf. Die auf Walzen aufgerollten Stuͤke rollen sich durch
einen sehr sinnreichen Mechanismus ab und haͤngen sich von selbst auf den
Latten auf. In dem Maaße als die Latten behaͤngt sind, schreitet die Maschine
auf einer Eisenbahn vor und sezt so ihren Lauf nach der ganzen Laͤnge der
Trokenstube fort. Da die Maschine die ganze Breite des Gebaͤudes hat, so
rollt sie eine dieser entsprechenden Walzenreihe auf Einmal ab.
Zum Sengen der Zeuge benuzt man in England
gewoͤhnlich Halbcylinder aus Gußeisen von einem halben Zoll Dike, welche zum
Rothgluͤhen erhizt werden; in einigen Fabriken hat man dieselben durch
kupferne Halbcylinder von drei Viertelslinien Dike ersezt. Leztere koͤnnen
drei Monate lang gebraucht werden, erstere aber muß man alle Wochen erneuern. Bei
Anwendung eines kupfernen Cylinders kann man 1500 Stuͤke mit einer Tonne
Steinkohlen sengen, bei Anwendung eines eisernen aber nur 500 bis 600 Stuͤke
mit der gleichen Quantitaͤt Steinkohlen.
Waschraͤder. In allen englischen Fabriken benuzt
man zum Reinigen der Stuͤke die bekannten Waschraͤder. In der
Normandie hingegen wendet man hiezu fast uͤberall zwei uͤber einander
liegende hoͤlzerne Walzen an, die bisweilen cannelirt sind, bisweilen aber
auch glatt; durch
einen solchen Apparat kann man taͤglich 120 Stuͤke passiren, die aber
freilich nur schwach gereinigt werden.
Auspreßmaschinen. Diese Maschinen trifft man in allen
englischen Fabriken. Eine der hoͤlzernen Walzen laͤßt sich sehr
vortheilhaft dabei durch eine Walze aus Baumwollzeug ersezen. Leztere Walzen werden
eben so verfertigt, wie die Papierwalzen; man legt naͤmlich eine große Anzahl
Scheiben von Baumwollzeug auf einander und schraubt sie zwischen zwei gußeisernen
Platten stark zusammen. Eine Auspreßmaschine mit einer solchen Baumwollwalze dauert
viel laͤnger, als wenn beide Walzen wie bei uns aus Holz verfertigt sind.
Faͤrbekufen. In den meisten groͤßeren
englischen Fabriken bestehen die Faͤrbekufen aus Gußeisen von geringer Dike. Man hat von diesen metallenen Kufen keinen
nachtheiligen Einfluß verspuͤrt. Ihre Scheiben sezt man in einigen Fabriken
mit Zahnraͤdern anstatt mit Laufbaͤndern in Bewegung.
In einigen Faͤrbereien bemerkten wir uͤber jeder Farbekufe einen
hoͤlzernen Schornstein, dessen unterer Theil die ganze Kufe uͤberdekte
und sie so verschloß, daß nur durch das uͤber die Deke hinausreichende
Schornsteinende Dampf entweichen konnte. Diese Einrichtung gewahrt den Vortheil, daß
sich keine Daͤmpfe im Faͤrbehause verbreiten koͤnnen, was
besonders bei kalter Witterung, wo sie sich zu einem Nebel verdichten, sehr
unangenehm ist.
Trokenstuben. In England baut man allgemein die
Trokenstuben sehr niedrig, wenig breit, hingegen lang; sie brauchen daher auch nur
ein sehr schwaches und bei weitem nicht so kostspieliges Geruͤst wie unsere
großen, 60 bis 70 Fuß hohen Trokenhaͤuser. Man haͤngt die
Stuͤke gewoͤhnlich an Haͤkchen unter den Latten auf; der
Arbeiter sieht dabei auf einer Art Wagen von der Breite der Trokenstube, der auf
einer Schienenbahn nach Belieben vorwaͤrts und zuruͤk gezogen werden
kann.
Wir sahen in der Kattunfabrik des Hrn. Walter Crum bei
Glasgow eine Art zu troknen, wobei an Zeit und Brennmaterial erspart werden muß. Die
Trokenstube unterscheidet sich von den unserigen bloß dadurch, daß man der heißen
Luft und dem Dampfe durchaus keinen Austritt gestattet, sondern das Zimmer
waͤhrend des Troknens der Stuͤke luftdicht geschlossen haͤlt;
man versicherte uns, daß man auf diese Art die 200 Stuͤke, welche die Stube
faßt, in drei Stunden troknen kann, waͤhrend dazu fuͤnf Stunden
erforderlich sind, wenn man wie gewoͤhnlich der Hize einen Ausweg gestattet;
sonach wuͤrden bei diesem Verfahren zwei Fuͤnftel an Zeit und
Brennmaterial erspart. Hr. Crum ging bei seiner Methode
von dem Grundsaze aus,
daß wenn man den Strom heißer Luft, welchen wir in unsere Hangen leiten (und der uns
einen betraͤchtlichen Verlust an Waͤrme verursacht, indem nicht alle
heiße Luft Zeit hat sich ganz mit Feuchtigkeit zu saͤttigen) durch eine
hoͤhere Temperatur ersezt, die Zeuge eben so vollstaͤndig, in
kuͤrzerer Zeit und mit geringerem Waͤrmeverluste sich troknen lassen
muͤssen.
Bisweilen sieht man in England auch Trokenstuben uͤber den Dampfkesseln
angebracht, um die von diesen abgegebene Hize zu benuzen. Uebrigens haben sie dann
keine Verbindung mit dem Plaze, wo sich der Heizer aushaͤlt, damit Staub und
Rauch nicht in sie dringen koͤnnen.
Oft erhizt man die Trokenstuben durch Dampf, und zwar mittelst gußeiserner
Roͤhren von 6 Zoll Durchmesser, deren eine so große Menge auf dem Boden der
Trokenstube angebracht ist, daß sie denselben fast ganz bedeken. Diese Heizmethode
waͤre bei uns offenbar viel zu kostspielig und wuͤrde ohne Zweifel
keine Ersparniß an Brennmaterial gewaͤhren.
In fast allen englischen Kattunfabriken (wie auch in der Normandie) trifft man
kupferne Cylinder, die mit Dampf geheizt werden, zum Troknen der Zeuge.
Gewoͤhnlich sind diese Cylinder so lang, daß zwei oder drei Stuͤke
neben einander daruͤber streichen koͤnnen. Oft bestehen diese Apparate
bloß aus einer einzigen Reihe von sechs Cylindern, oft aber auch aus zwei solchen
Reihen, die sich uͤber einander befinden und in lezterem Falle passiren die
beiden Seiten des Zeuges abwechselnd uͤber die Cylinder. Man hat auch solche
Cylinder aus Weißblech anstatt aus Kupfer verfertigt, und sie conservirten sich
waͤhrend eines 25jaͤhrigen Gebrauches sehr gut.
Trokenstuben fuͤr grundirte Zeuge. Da bereits die
in der Normandie gebraͤuchlichen Trokenstuben mit Walzen und auch der in
England gewoͤhnlich benuzte Hotflue im Bulletin
(Polyt. Journal Bd. LVI. S. 92) beschrieben
und abgebildet wurden, so haben wir nicht noͤthig uns uͤber diese
Einrichtungen naͤher zu erklaͤren und wir bemerken bloß, daß wir weder
neuere noch bessere zu sehen bekamen.
Feuerroͤste. Man empfiehlt dazu eiserne Stangen,
welche in ihrer ganzen Dike durchloͤckert worden sind. Die Luft, welche durch
die Loͤcher zieht, kuͤhlt den Rost bestaͤndig ab und verhindert
so das Verbrennen desselben.
Mechanische Heizer. Die bekannten Apparate, wodurch der
Rost mechanisch mit Brennmaterial gespeist wird, verbreiten sich in England immer
mehr. Einige Fabrikanten behaupten dadurch 20 Proc. an Brennmaterial zu ersparen.
Wenn man einen solchen Apparat anwendet, ist der Rost immer schwach beschikt und das
Feuer
gleichfoͤrmig; auch kann ein einziger Arbeiter dann sechs Feuer bedienen. Die
Roststangen muͤssen aber einander sehr nahe liegen, damit von den kleineren
Steinkohlenstuͤken nicht zu viele hindurchfallen koͤnnen.
Indessen ist dieser Apparat immer weit vortheilhafter fuͤr Spinnereien als
fuͤr die Dampfkessel der Faͤrbereien, weil man bei lezteren die
Dampferzeugung nicht gleichfoͤrmig betreiben kann, sondern bald
beschleunigen, bald vermindern muß. Ein solcher mechanischer Heizer kostet in
Manchester 28 Pfd. Sterl.
Dampfkessel. Wo mehrere Dampfkessel neben einander
stehen, pflegt man sie in England durch eine Roͤhre zu verbinden, damit, wenn
in einem derselben in Folge eines Fehlers des Schwimmers, der Wasserstand zu tief
sinkt, er sich durch die Verbindungsroͤhre mit dem Wasser der anderen Kessel
speisen kann.
Apparate zum Filtriren des Wassers. Die Verfahrungsarten
beim Filtriren des Wassers mußten besonders unsere Aufmerksamkeit in Anspruch nehmen
und wir wollen daher die verschiedenen Filtrirapparate, welche wir zu sehen
Gelegenheit hatten, genau beschreiben.
Auf folgende Art wird das Seinewasser an der Pont-Marie in Paris zum Gebrauch
der Haushaltungen filtrirt. Das Wasser wird zuerst von der Seine in vier große Kufen
A (Fig. 4) gepumpt; diese
bestehen aus Eichenholz, sind 15 Fuß hoch und haben 8 bis 9 Fuß im Durchmesser. In
ihnen laͤßt man das Wasser einige Stunden ruhig stehen, damit sich die
groͤßten Unreinigkeiten daraus absezen. Dann wird es durch sechs Pumpen B, welche in die Kufen A bis
auf einen Fuß von ihrem Boden einmuͤnden, gehoben. Die Pumpenkoͤrper
B sind in zwei ovalen Behaͤltern C befestigt, von denen der eine uͤber dem anderen
angebracht ist; der obere gießt naͤmlich das Wasser in den unteren in Form
eines Wasserfalles uͤber. Von diesen Behaͤltern C tritt das Wasser in hoͤlzerne Canaͤle D, welche 9 Zoll hoch und eben so breit sind. Diese
Canaͤle D sind mit Roͤhren E versehen, wodurch das Wasser in Filtrirkaͤsten
G auslaͤuft. Das Wasser sezt auf seinem Wege
durch die Canaͤle D noch einen Theil seiner
Unreinigkeiten ab; man stekt daher vor die Austrittsoͤffnungen
Schwaͤmme F, um dieselben zuruͤkzuhalten.
Die Filtrirkaͤsten G sind gerade unter den
Roͤhren E angebracht und jeder erhaͤlt
sein Wasser in drei Strahlen.
Die Kaͤsten G enthalten ein Gemenge von feinem
Sand, Kies und Holzkohle. Den Sand erhaͤlt man durch Zermalmen des Pariser
Pflastersteins. Den Kies nimmt man in nußgroßen und die Holzkohle in erbsengroßen
Stuͤken. Von diesem Gemenge kommt eine 12 bis 15 Zoll dike Schichte in die Kaͤsten
und daruͤber noch eine Schichte Kies. Das Wasser, welches diese Masse
durchdrungen hat, laͤuft am unteren Theile der Filter vollkommen klar ab und
begibt sich durch Roͤhren H in große Kufen oder
Behaͤlter J, aus welchen es zum Gebrauch
abgezapft wird.
Den Sand, den Kies und die Kohle erneuert man alle Tage. Die großen Kufen A, wo das Wasser seine Unreinigkeiten absezt, und die
Canaͤle D werden jeden Abend gut gereinigt, so
wie auch die oben erwaͤhnten Schwaͤmme F.
Die waͤhrend eines Tages benuzte filtrirende Masse wird den anderen Tag
ausgewaschen. Man bringt sie zu diesem Ende auf ein Eisendrahtsieb, das an einem
Hebel haͤngt und in einen mit Wasser gefuͤllten Bottich getaucht wird.
Der Arbeiter ertheilt dem Sieb eine Bewegung, so daß aller Sand und der Unrath durch
das Sieb gehen; der Kies und die Kohle bleiben also hievon gereinigt darauf
zuruͤk; da die Kohle leichter ist, so begibt sie sich an die
Oberflaͤche und kann also leicht weggenommen werden.
Der durch das Sieb gegangene feine Sand wird durch Decantiren ausgewaschen, indem man
ihn mehrmals mit gewoͤhnlichem und zulezt noch mit filtrirtem Wasser
anruͤhrt. Den so gereinigten Sand und Kies benuzt man wieder zum Filtriren,
die Kohle aber muͤßte hiezu vorher ausgegluͤht werden; man zieht es in
diesem Etablissement vor, sie zu troknen und als Brennmaterial zu verkaufen.
Seit einigen Monaten hat man am Hôtel Dieu in Paris ein anderes Filtrirsystem
eingefuͤhrt, welches einfacher als das obige ist.
Dieses Verfahren besteht darin, das Wasser, nachdem es seine groͤbsten
Unreinigkeiten bereits abgesezt hat, in einen Behaͤlter A (Fig. 5) zu pumpen, der 40
Fuß uͤber dem Filter angebracht ist; das Wasser muß daher unter einem starken
Druk die filtrirende Masse durchdringen. Der Behaͤlter ist durch eine
Roͤhre B mit dem Filter in Verbindung gebracht
und lezteres besteht aus einem sehr starken, mit eisernen Reifen gebundenen Faß C, welches durch vier durchloͤcherte doppelte
Boͤden in fuͤnf Faͤcher abgetheilt ist.
Die untere Abtheilung D ist leer. Die zweite Abtheilung
E ist mit filtrirender Masse von einem Fuß Dike
gefuͤllt und zwar auf folgende Art: die untere Schichte besteht aus kleinem
Kies, hierauf kommt eine Schichte feinen Sandes, nach dieser eine Schichte groben
Sandes und endlich zuoberst eine Schichte von demselben Kies wie in der ersten
Schichte. Die dritte Abtheilung F ist leer. Die vierte
G ist mit denselben filtrirenden Substanzen
gefuͤllt wie die zweite E, aber in umgekehrter
Ordnung. Die lezte oder fuͤnfte Abtheilung H ist
leer.
Jede leere Abtheilung ist mit zwei Haͤhnen versehen, wovon der eine zum
Einlassen des Wassers bestimmte mit der Roͤhre des Behaͤlters
communicirt, der andere aber zum Abziehen des filtrirten Wassers dient.
Um den Apparat in Gang zu sezen oͤffnet man die Haͤhne J und L, damit das Wasser
von dem Behaͤlter in die leeren Abtheilungen D
und H gelangt, in welche es mit Gewalt eintritt, um dann
die zwei filtrirenden Abtheilungen E und G zu durchstreichen, die eine von Unten nach Oben und
die andere von Oben nach Unten. Aus diesen zwei Filtern begibt sich das Wasser in
die mittlere leere Abtheilung F, deren Hahn N man oͤffnet, damit das filtrirte Wasser
austreten kann.
Jeden Abend wird die filtrirende Masse ausgewaschen, indem man mittelst derselben
Wassersaͤule das Wasser in umgekehrter Richtung durch den Apparat treibt; man
laͤßt naͤmlich das Auswaschwasser bei K
durch die leere Abtheilung F eintreten und zwingt es so,
durch die Haͤhne M und O der unteren und oberen Abtheilung wieder auszutreten. Zum Auswaschen
nimmt man uͤbrigens filtrirtes Wasser. Durch diese Operation werden alle
Unreinigkeiten, welche sich uͤber der filtrirenden Masse abgelagert hatten,
aus dem Filter herausgezogen.
Dieser Apparat ist seit einigen Monaten in Gang und bisher wurde die auf angegebene
Weise vorgenommene Reinigung desselben genuͤgend befunden, wir vermuthen aber
daß dieses in einiger Zeit nicht mehr der Fall seyn duͤrfte (?), sondern daß
der Sand dann erneuert werden muß, was nicht anders moͤglich ist, als indem
man das ganze Faß auseinander nimmt. Hr. Arago hat
kuͤrzlich der Akademie der Wissenschaften einen sehr guͤnstigen
Bericht uͤber diesen Filtrirapparat erstattet.
Waͤhrend unseres Aufenthalts in Paris nahm Hr. Lanet ein Patent auf ein neues Filter, welches nach ihm dem vorher
beschriebenen vorzuziehen ist, weil es mehr Wasser liefert und besonders weil es
leichter zu reinigen ist. Das Eigentuͤmliche dieses Apparates besteht darin,
daß man das Wasser mit einer großen Oberflaͤche auf das Filter ein-
und mit einer kleinen davon austreten laͤßt. Mit 2 Filtern von 3 1/2 Fuß
Hoͤhe und 32 Zoll Durchmesser erhaͤlt man bestaͤndig einen Zoll
vollkommen gereinigtes Wasser oder 2000 Hectoliter taͤglich. Eine
naͤhere Beschreibung dieses Apparates muͤssen wir nach dem Wunsche des
Hrn. Lanet jezt noch unterlassen.Dieser Filtrirapparat scheint in der Hauptsache mit dem von Jaminet, woruͤber wir kuͤrzlich im
Polyt. Journal (Bd. LXVI. S. 424)
einen Bericht mittheilten, ganz uͤbereinzustimmen. A. d. R.
Diese drei Filtrirmethoden eignen sich zwar um reines Wasser fuͤr die
Haushaltungen zu gewinnen; sie sind aber zu complicirt und zu kostspielig, um in den
Kattundrukereien angenommen zu werden.
Wir wollen jezt das Verfahren beschreiben, wie man in England und Schottland das Fabrikwasser filtrirt. Da die meisten Fabriken nur
wenig und oft truͤbes Wasser, bisweilen sogar nur unreines Brunnenwasser zu
ihrer Disposition haben, so sind sie genoͤthigt dasselbe vor der Anwendung zu
filtriren. Wir kennen Fabriken, welche sich ihr Wasser durch Leitungen aus einer
Entfernung von mehreren Kilometern verschaffen muͤssen. Von den zahlreichen
Filtern, welche wir untersucht haben, wollen wir nur zwei beschreiben, welche uns
die zwekmaͤßigsten zu seyn scheinen.
Das erste Filter (Fig. 6) wird
folgendermaßen hergestellt: man graͤbt in der Erde ein 5 Fuß tiefes Reservoir
von 40 bis 60 Quadratfuß aus. Da das Land sehr bergig ist, so waͤhlt man
gewoͤhnlich zu diesen Filtern eine sehr hohe Stelle, damit sich das filtrirte
Wasser in den Ateliers durch seinen natuͤrlichen Fall vertheilt. Im
entgegengesezten Falle aber errichtet man dieses Reservoir in gleicher Hoͤhe
mit dem Boden aus einer Mauer A von 12 bis 15 Zoll Dike
und gibt derselben aͤußerlich durch eine Boͤschung von Erde B eine groͤßere Festigkeit. Innerlich kleidet man
die Mauer mit einer 4 bis 5 Zoll diken Thonschichte C
aus, damit kein Wasser verloren gehen kann und endlich richtet man zu
groͤßerer Haltbarkeit gegen diesen Thon noch eine innere Boͤschung I)
aus gewoͤhnlicher Erde.
Auf dem Boden des Reservoirs errichtet man mit zwei uͤbereinander liegenden
Baksteinen 10 bis 12 Zoll breite Canaͤle, welche mit Baksteinen zugedekt
werden. Zwischen diesen Baksteinen laͤßt man enge Raͤume offen, damit
das Wasser, nachdem es die filtrirende Schichte durchzogen hat, sich in den von
diesen Canaͤlen gebildeten leeren Raum begeben kann. Von einer Stelle zur
anderen befestigt man auf diesen Canaͤlen gußeiserne oder hoͤlzerne
Roͤhren F von 6 Zoll Oeffnung, welche
uͤber das Niveau des Wassers hinaufreichen und so der Luft einen Ausweg
gestatten, wenn man das Reservoir mit Wasser fuͤllt.
An einer Seite des Reservoirs bringt man einen steinernen oder hoͤlzernen
Kasten G von beilaͤufig zwei Quadratfuß
Flaͤche und von der Hoͤhe des Reservoirs an. Dieser Kasten communicirt
an seinem unteren Theile mit den Canaͤlen worin sich das filtrirte Wasser
sammelt. Von diesem Kasten geht dann die Leitungsroͤhre H aus, welche das filtrirte Wasser in die Ateliers
fuͤhrt.
Nachdem die Canaͤle fertig sind bringt man auf den Boden des Reservoirs eine 12 bis 14 Zoll
hohe Schichte 6 bis 8 Zoll großer Steine, hierauf eine 6 Zoll hohe Schichte Kies,
auf diesen eine zwei Zoll dike Schichte groben Sand und endlich noch eine 14 Zoll
dike Schichte feinen Sand.
Man laͤßt nun auf dieses Filter das Wasser laufen, welches, indem es die
filtrirende Masse durchstreicht, die in ihm schwebenden Unreinigkeiten absezt. Es
ist unnuͤz sich einen Behaͤlter fuͤr das filtrirte Wasser
anzuschaffen, weil es in dem Maaße als man es braucht, in die Ateliers
herablaͤuft, selbst wenn man davon sehr viel verbraucht.
Um das Filter in gutem Zustande zu erhalten, braucht man es nur monatlich ein Mal
auslaufen zu lassen und mit einem Streichholz beilaͤufig einen halben Zoll
von der verunreinigten Sandschichte zu beseitigen, weil diese sonst das fernere
Einsikern des Wassers erschweren wuͤrde. Wenn dieser Sand in Kufen mit Wasser
ausgewaschen worden ist, kann man ihn wieder anwenden. Jedes Jahr muß die obere
Schichte feinen Sandes ganz erneuert werden. Die unteren Schichten von Kies und
Steinen bleiben immer.
Wir haben in Manchester eine sehr große Faͤrberei gesehen, welche bloß
uͤber Brunnenwasser und ein wenig Quellwasser verfuͤgen kann. Jenes
enthaͤlt viel Kalk und dieses ist eisenhaltig. Diese beiden Wasser werden zu gleichen
Theilen in eine Roͤhre gepumpt; darin vermischen sie sich und laufen dann in
einen großen Behaͤlter wo sie durch gegenseitige
Zersezung das Eisen und einen Theil des Kalks absezen; erst von diesem
Behaͤlter aus laͤuft das Wasser dann in ein Filter um
gelaͤutert zu werden.
Wenn man nur ein truͤbes oder mit Pflanzenstoffen verunreinigtes Wasser zu
Gebot hat, thut man gut dasselbe in einem besonderen Reservoir sich abklaͤren
zu lassen, ehe man es auf die Filter gelangen laͤßt.
Das zweite Filter, welches wir beschreiben wollen, ist
noch einfacher als das erste. Es beruht auf dem Princip, daß man dem Wasser nur eine
große Oberflaͤche der es reinigenden Masse darzubieten suchen muß, und daß
die Dike dieser Masse eher ein Hinderniß als von Vortheil ist.
Um dieses in Fig.
7 abgebildete Filter herzustellen errichtet man zuerst ein Reservoir wie
fuͤr das vorhergehende und dann auf dem Boden desselben Canaͤle aus
gewoͤhnlichen Bausteinen, aber ohne darauf Luftroͤhren anzubringen.
Alsdann gibt man eine 12 bis 18 Zoll dike Schichte
Steinkohlenruͤkstaͤnde hinein, und zwar die groͤberen Theile
unten hin, die feinsten aber zuoberst. Das Wasser laͤuft von Oben in das
Filter hinein und begibt sich dann wie im vorhergehenden Falle aus den am Boden
befindlichen Canaͤlen in einen Kasten, an welchem eine Auslaufroͤhre
angebracht ist, die es in die Ateliers leitet.
Waͤhrend der ersten Tage laͤßt man das Wasser weglaufen, theils um die
Steinkohlenruͤkstaͤnde gut auszuwaschen, theils damit sich eine
Schichte Saz bilden kann, die dik genug ist, um die Unreinigkeiten aufzuhalten.
Dieses Filter kann ein ganzes Jahr lang functioniren, ohne daß es gereinigt zu
werden braucht; wenn das Filtriren nicht mehr gut von Statten geht, laͤßt man
das Filter auslaufen, und nimmt den Unrath, welcher sich daruͤber absezte,
hinweg; es ist dann wieder so gut wie anfangs.
Wiedergewinnung des Indigos aus dem Saz der
Blaukuͤpen. In der Kattundrukerei des Hrn. Walter Crum bei Glasgow
wird viel Indigo zum Dunkelblaufaͤrben verbraucht und man erhaͤlt
Massen von Saz, der sehr viel Indigo enthaͤlt und woraus man den Farbstoff
zum Ansezen neuer Kuͤpen auszieht. Der Saz wird naͤmlich in großen
Kufen mit ein wenig geloͤschtem Kalk und Eisenvitriol versezt. Man
fuͤllt dann mit kaltem Wasser auf und ruͤhrt die ganze Masse gut um,
worauf man sie bis zum anderen Tage sich absezen laͤßt, um alsdann die klare
Fluͤssigkeit abzuziehen und durch weithinlaufende und breite Rinnen in eine
Kufe auslaufen zu lassen; auf diesem Wege kommt die Fluͤssigkeit mit der Luft
in vielfache Beruͤhrung, daher sich schon in den Rinnen viel Indigo
niederschlaͤgt; er sammelt sich endlich in bedeutender Quantitaͤt auf
dem Boden der Kufe an.
Diese Operation wird mit demselben Saz 4 bis 5 Wochen lang wiederholt, indem man
immer nach zweimaligem Aussuͤßen oder alle zwei Tage ein wenig Eisenvitriol
und Kalk zusezt, um den Indigo stets desoxydirt und loͤslich zu erhalten.
Nachdem der Saz auf diese Art dreißig Mal ausgewaschen worden ist, gibt er endlich
keinen Farbstoff an das Waschwasser mehr ab und wurde in diesem Zustande
fruͤher als erschoͤpft weggeworfen. Erst seit Kurzem hat man
beobachtet, daß obgleich diese erschoͤpften Ruͤkstaͤnde an das
Wasser nichts mehr abgeben, sie doch noch viel Indigo zuruͤkhalten und der
Beweis dafuͤr ist, daß ein in diesen Ruͤkstand getauchter Baumwollzeug
sich blau faͤrbt. Selbst der durch Baumwollzeug erschoͤpfte Saz
enthaͤlt aber doch auch noch Indigo und man braucht ihn nur einige Tage mit
einer geringen Menge einer desoxydirenden Substanz stehen zu lassen, um neuerdings
eben so gut wie das erste Mal darin faͤrben zu koͤnnen.
Benuzung des Holzgeistes (Holzessiggeistes). Diese
Fluͤssigkeit, wovon der Gallon 8 1/2 Schilling kostet, wird
gegenwaͤrtig in England statt des (hochbesteuerten) Alkohols sowohl zum Brennen in Lampen als zum
Aufloͤsen des Farbstoffs der Alkannawurzel benuzt. Der Holzgeist wird bei der
Calcination des holzsauren Natrons gewonnen.
Tafeln