| Titel: | Verbesserte Maschine zur Fabrication metallener Angelgewinde, worauf sich Joshua Bates, Kaufmann in Bishopsgate-Street in der City of London, in Folge einer von einem Ausländer erhaltenen Mittheilung am 15. Sept. 1836 ein Patent ertheilen ließ. |
| Fundstelle: | Band 67, Jahrgang 1838, Nr. XCIII., S. 364 |
| Download: | XML |
XCIII.
Verbesserte Maschine zur Fabrication metallener
Angelgewinde, worauf sich Joshua
Bates, Kaufmann in Bishopsgate-Street in der City of London, in
Folge einer von einem Auslaͤnder erhaltenen Mittheilung am 15. Sept. 1836 ein Patent ertheilen
ließ.
Aus dem London Journal of arts. December 1837, S.
154.
Mit Abbildungen auf Tab.
VI.
Bates's Fabrication von Angelgewinden.
Gegenstand dieses Patentes ist ein neuer Apparat oder eine neue Maschine zum Formen
und Aufbiegen der vorspringenden Theile oder der sogenannten Zungen der
ausgeschlagenen Metallstuͤke, aus denen Angelgewinde fabricirt werden sollen.
Die Gelenke der beiden Theile oder Fluͤgel bilden, wenn man sie wie an den
gewoͤhnlichen Angeln so in einander einsezt, daß die Vorspruͤnge der
einen in die Ausschnitte der anderen einpassen, vollkommene Angelgewinde. Die
Maschine eignet sich uͤbrigens nur zur Fabrication solcher Angeln, die aus
ausgewalztem Eisenbleche oder aus anderem geschmeidigen Metallbleche verfertigt
werden sollen.
Das Metallblech wird, nachdem es von der erforderlichen Dike ausgewalzt worden ist,
zuerst in Streifen von solcher Breite geschnitten, wie es zur Erzeugung der beiden
Theile, aus denen eine Angel besteht, erforderlich ist. Diese Streifen werden
mittelst geeigneter Bunzen oder Patrizen in zwei Stuͤke geschnitten, an deren
jedem sich die zur Bildung des eigentlichen Gewindes bestimmten Vorspruͤnge
befinden; und jedes dieser Stuͤke kann entweder vor oder nach dieser
Operation in der fuͤr die Angel noͤthigen Laͤnge abgeschnitten
werden. Die auf diese Weise oder nach irgend einer anderen bekannten Methode
ausgeschnittenen oder ausgeschlagenen Metallstuͤke Fig. 52, A, B kommen in die sogleich naͤher zu
beschreibende Maschine, in welcher die erwaͤhnten Vorspruͤnge zur
Bildung des Gewindes aufgebogen werden, wie Fig. 53 zeigt, so daß die
beiden Theile nur mehr
abgefeilt, zusammengesezt und durch einen Drahtstift oder Dorn miteinander verbunden
zu werden brauchen, um die Angel Fig. 54 zu bilden. Der
Patenttraͤger erinnert ausdruͤklich, daß er das Ausschneiden der
beiden Theile oder Fluͤgel der Angeln, so wie auch das Vollenden derselben
aus diesen Theilen durchaus nicht als seine Erfindung in Anspruch nimmt, sondern daß
sich diese lediglich auf den hier zu beschreibenden Apparat zum Aufbiegen der das
eigentliche Gewinde bildenden Theile und Vorspruͤnge beschrankt.
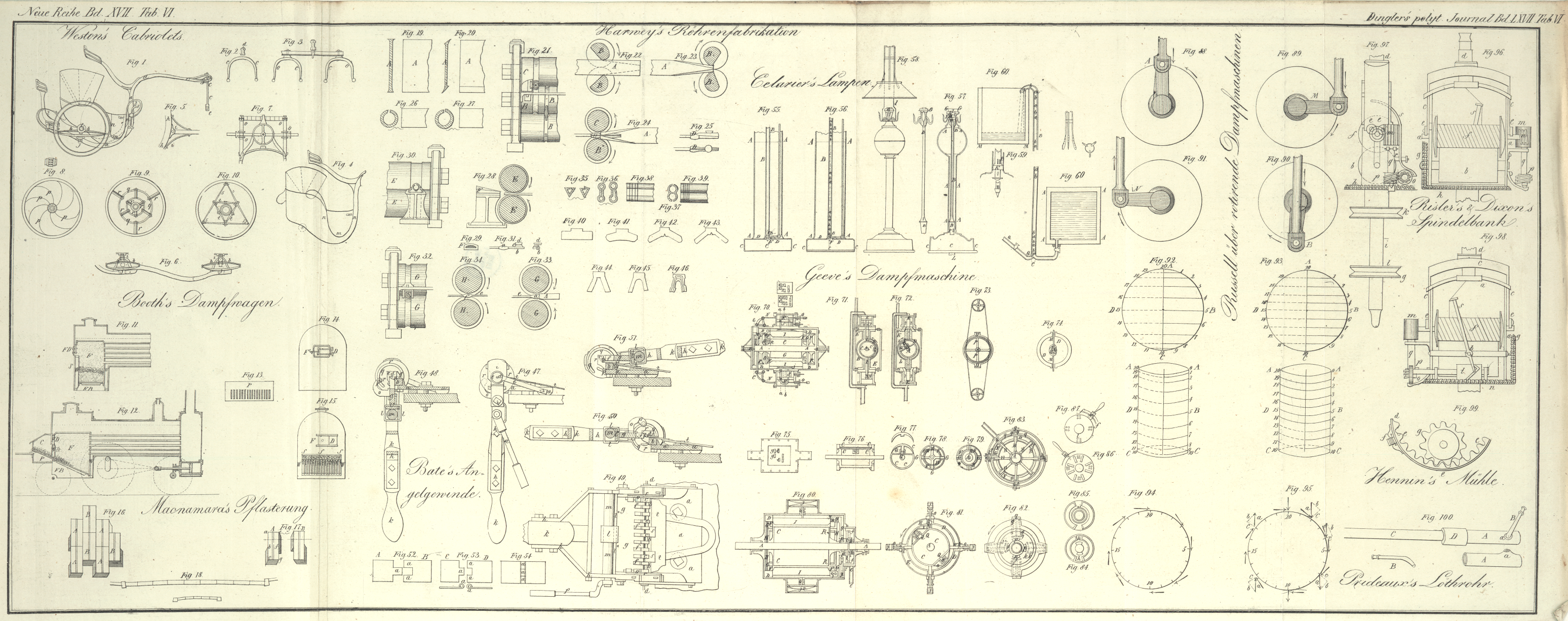
Fig. 47 ist
eine seitliche Ansicht oder ein Endaufriß des Apparates in der Stellung, welche er
hat, bevor er in Thaͤtigkeit kommt. Fig. 48 ist ein
senkrechter Querdurchschnitt. Fig. 49 gibt einen
Grundriß, woran der Hebelgriff und die zum Biegen dienenden Instrumente in der
Stellung ersichtlich sind, in welcher sie werkthaͤtig werden. Fig. 50 ist ein
senkrechter Durchschnitt. Fig. 51 endlich ist ein
Durchschnitt, an welchem man die arbeitenden Theile sieht, nachdem das Aufbiegen der
Gewindtheile vollbracht ist.
Der Apparat besteht aus einer starken metallenen Bodenplatte a, a, die mit Bolzen an der Bank befestigt ist, und aus der das aus Stahl
oder einem anderen harten Metalle bestehende Lager b, b
hervorragt. Dieses selbst ist mit einer Reihe hakenfoͤrmiger Stuͤke
oder Finger c, c, c versehen, durch welche ein Loch
gebohrt ist, welches zur Aufnahme des staͤhlernen Drahtes oder Dornes d, d bestimmt ist. Lezterer lauft der ganzen
Laͤnge nach durch den Apparat und ragt noch so weit uͤber dessen Enden
hinaus, daß er nach dem jedesmaligen Aufbiegen der Gewindtheile ausgezogen werden
kann. Die aͤußeren Enden des Lagers b, b bilden
zwei hohle Achsen e, e, um die sich die uͤbrigen
oder beweglichen Theile des Apparates als um ihre Drehpunkte bewegen. Die Werkzeuge,
welche die in Fig.
52, 53 bemerkbaren Zungen a, a um den Dorn oder
Draht d aufbiegen, sieht man bei f, f. Sie bestehen aus Stahl oder einem anderen harten Metalle, und ragen
aus der Hauptplatte g hervor, der zu dem weiter unten zu
beschreibenden Zweke eine Hin- und Herbewegung nach Ruͤk- und
Vorwaͤrts mitgetheilt wird. Die Platte g ist in
einem metallenen Rahmen h aufgezogen, dessen innere
Enden sich bei i, i in zwei adjustirbare Zapfen i, i enden, die um die beiden hohlen Drehzapfen e, e des unbeweglichen Theiles des Apparates umlaufen.
Das aͤußere Ende des Rahmens h steht dagegen mit
einem Hebel oder Griffe k in Verbindung, womit der
Arbeiter die zum Aufbiegen dienenden Werkzeuge zugleich mit den Zungen der
Metallbleche uͤber den Dorn aufbiegt. Die uͤbrigen Theile des
Apparates bestehen in Vorrichtungen, welche zur Regulirung der Stellung der
Aufbiegwerkzeuge f, f in Hinsicht auf die Enden der
Jungen der zu behandelnden Metallbleche dienen, so wie auch in Vorrichtungen, wodurch diese
Werkzeuge allmaͤhlich und in dem Maaße nach Einwaͤrts gezogen werden,
als die Zungen um den Dorn gelegt werden, damit auf diese Weise anstatt der Reibung
eine rollende oder Schiebbewegung auf der Oberflaͤche des Metalles Statt
findet.
Diese Verschiebung der Aufbiegwerkzeuge f und der Platte
g wird dadurch bewerkstelligt, daß die
Raͤnder der Platte in den Seitentheilen des Rahmens h in Falzen laufen; und daß dieselbe mit einer Art von Klammer 1 verbunden
ist, welche die excentrische, in dem Rahmen h in
Zapfenlagern umlaufende Walze m umfaßt. Die Klammer l selbst steht mit der Stange l*, welche die Platte g fuhrt, in Verbindung.
Das eine Ende der excentrischen Walze oder ihrer Achse ist mit einem Hebel oder
Griffe n ausgestattet, womit die Platte und die
Aufbiegwerkzeuge nach Vorwaͤrts bewegt oder zuruͤkgezogen werden, wenn
das Excentricum umgedreht wird. Die einziehende oder vorwaͤrts schreitende
Bewegung der Aufbiegwerkzeuge wird, wenn sich der Apparat in Thaͤtigkeit
befindet, auf folgende Weise bewerkstelligt. An den beiden Selten der Platte g sind die zwei gebogenen Arme 0,0 befestigt, von denen
jeder mit einem Zapfen p ausgestattet ist, der sich in
den excentrischen Fugen q, q bewegt. Leztere befinden
sich an den kreisrunden, an dem Stuͤke b fixirten
Stuͤken r, r. Aus einem Blike auf die Zeichnung
erhellt demnach, daß, wenn man den Hebel oder Griff aus der in Fig. 50 zu ersehenden
Stellung in jene dreht, welche in Fig. 53 angedeutet ist,
die Aufbiegwerkzeuge durch die excentrischen Fugen q und
die Zapfen p veranlaßt werden, den Zungen der
Metallbleche zu folgen, waͤhrend sie um den Dorn gelegt werden.
Das Spiel der Maschine ist folgendes. Wenn man sich durch Ausschlagen, Ausschneiden
oder auf irgend andere Weise eine Anzahl Metallbleche von der in Fig. 52 bei A und B ersichtlichen oder
irgend einer anderen passenden Gestalt verschafft hat, so laͤßt man sie von
einem Arbeiter neben einander so in den Apparat legen, daß die Vorspruͤnge
oder Zungen zwischen die hakenfoͤrmigen Stuͤke c, c zu liegen kommen, wie dieß in der Abbildung durch s, s angedeutet ist, waͤhrend die inneren
Raͤnder der Fluͤgel der Angeln in den Ausschnitten u zuruͤkgeschoben werden, die zu diesem Behufe in
den Stuͤken c, c angebracht sind, und
waͤhrend die Zungen der Metallbleche oder Angelfluͤgel unter dem
Drahtdorne horizontal hervorstehen. Zu bemerken ist, daß sich die Linie, in welcher
die Finger c, c durchbohrt sind, so hoch uͤber
dem Scheitel des Theiles b befinden soll, daß sie die
Zungen der Angeln, waͤhrend deren Fluͤgel auf der Oberflaͤche
der Lagerplatte ausruhen, horizontal unter dem Dorne, jedoch mit demselben in Beruͤhrung,
weggehen lassen. Auch soll sie sich so weit von dem Rande der Lagerplatte entfernt
befinden, als sie uͤber deren Niveau steht. Wenn dieß geschehen ist, so wird
das Metallblech fest an Ort und Stelle erhalten, indem man das keilfoͤrmige
Instrument t, t unter dasselbe eintreibt, und dadurch
die obere Flache des Fluͤgeltheiles der Angel gegen die obere Seite der in
den Theilen c befindlichen Fugen oder Ausschnitte u, Fig. 48, zu liegen
bringt. Dann wird die excentrische Walze m so umgedreht,
daß die zum Aufbiegen dienenden Werkzeuge vorwaͤrts getrieben werden, bis sie
die Zungen der Bleche gegen den Dorn andruͤken. Nunmehr hebt der Arbeiter den
Hebelgriff aus seiner Stellung, und dreht ihn wie eine Klammer gegen die
Lagerplatte, wobei die Werkzeuge c, c die Zungen um den
Drahtdorn biegen und hiedurch das Angelgewinde bilden. Hierauf wird die excentrische
Walze zuruͤkgedreht, wo dann die Aufbiegwerkzeuge durch die Klammer I von den zum Theil vollendeten Angelgewinden
zuruͤckgezogen und der bewegliche Theil der Maschine wieder nach Oben
zuruͤkgeschlagen wird. Nachdem dieß geschehen ist, wird der Drahtdorn aus der
Oeffnung ausgezogen und man nimmt die Gewindtheile aus der Maschine.
Es erhellt, daß sich die aͤußere Oberflaͤche des um den Drahtdorn
gebogenen Gewindes in der Linie eines Kreises befinden muß, der mit jenem, den der
Griff beschreibt, wenn er uͤber die Lagerplatte gedreht wird, concentrisch
ist. Hieraus folgt, daß, wenn die Aufbiegwerkzeuge mit ihrer Platte, so wie sie
ausgebreitet vor dem Dorne liegt, in der Richtung der Radien desselben Kreises
herumgefuͤhrt wuͤrden, die Werkzeuge, waͤhrend sie die Zungen
um den Dorn aufbiegen, nothwendig auch uͤber deren Oberflaͤche gleiten
wuͤrden, wodurch dann Reibung entstehen und die Theile entweder ausgestrekt
oder gebrochen werden muͤßten; abgesehen davon, daß sowohl der Dorn als die
Maschine unnoͤthiger Gewalt ausgesezt wird. Um diesem zu steuern, werden die
Enden der Aufbiegwerkzeuge mittelst der Zapfen und excentrischen Fugen vom Ende bis
zur Spize uͤber die Zungen gerollt. Deren Dike ist naͤmlich eine
solche, daß eine zu dem fraglichen Zweke hinreichende Oberflaͤche gegeben
ist: so daß sich die Druklinie zwischen den Aufbiegwerkzeugen und gegen den Draht
gleichmaͤßig vorwaͤrts bewegt, wenn der Hebelgriff uͤber die
Lagerplatte bewegt wird. So wie demnach die Enden der Zungen bis zur
Oberflaͤche ihrer eigenen Platte uͤbergebogen werden, hat sich der
aͤußerste Rand der Aufbiegwerkzeuge auch bis an die Raͤnder der Zungen
angelegt, womit dann der Druk aufhoͤrt.
Tafeln