| Titel: | Technische Notizen, auf einer Reise durch Belgien und Westphalen gesammelt von Dr. Adolph Poppe. |
| Autor: | Dr. Adolph Poppe [GND] |
| Fundstelle: | Band 69, Jahrgang 1838, Nr. XXV., S. 104 |
| Download: | XML |
XXV.
Technische Notizen, auf einer Reise durch Belgien
und Westphalen gesammelt von Dr. Adolph Poppe.
Mit Abbildungen auf Tab.
II.
(Fortsezung von Bd. LXIX. H. 1, S. 18.)
Adolph Poppe's Notizen aus dem Gebiete der Mechanik.
F. Notizen uͤber die Foͤrderungsmechanik einiger
Steinkohlengruben an der Ruhr. Eisenbahnen. Maschinen- und
Dampfkesselfabrik von Jakobi Haniel und Huyssen in Starkrade und Ruhrort.
Maschinenfabrik von Dinenthal, Deuß und Moll in Muͤhlheim an der
Ruhr.
Kohlengrube Fruͤhlingshaus.
Diese Grube liegt eine Stunde von Witten, am rechten
Ufer der Ruhr. Eine Dampfmaschine von 8 Pferdekraͤften foͤrdert
die Steinkohlen zu Tage, und zwar sogleich in den kleinen Transportwagen, welche
durch Menschenhaͤnde von der Kohlengrube auf einer Eisenbahn nach dem
Abladepunkte an der Ruhr geschoben werden. Die Foͤrderung geschieht aus
einer Tiefe von 400 Fuß innerhalb einer Minute, auch nach Umstaͤnden
innerhalb 45 Secunden. Man haͤngt den leeren, 6 Schaͤffel oder
nahe an 6 Cntr. Steinkohlen fassenden Wagen an das Tau, und laͤßt ihn in
den Schacht hinab, waͤhrend gleichzeitig der volle Wagen emporgehoben
wird. Die Dampfmaschine kann nach der Aussage des Waͤrters in einem Tage
2000 Schaͤffel foͤrdern. Zum Auspumpen des Grubenwassers ist eine
einfachwirkende Dampfmaschine von 36 Pferdekraͤften aufgestellt; ihren
Gang fand ich sehr ungleichfoͤrmig und mit großen Erschuͤtterungen
begleitet.
Kohlengrube Leonore und Nachtigall.
Von dem Foͤrderungsmechanismus dieser von der eben erwaͤhnten,
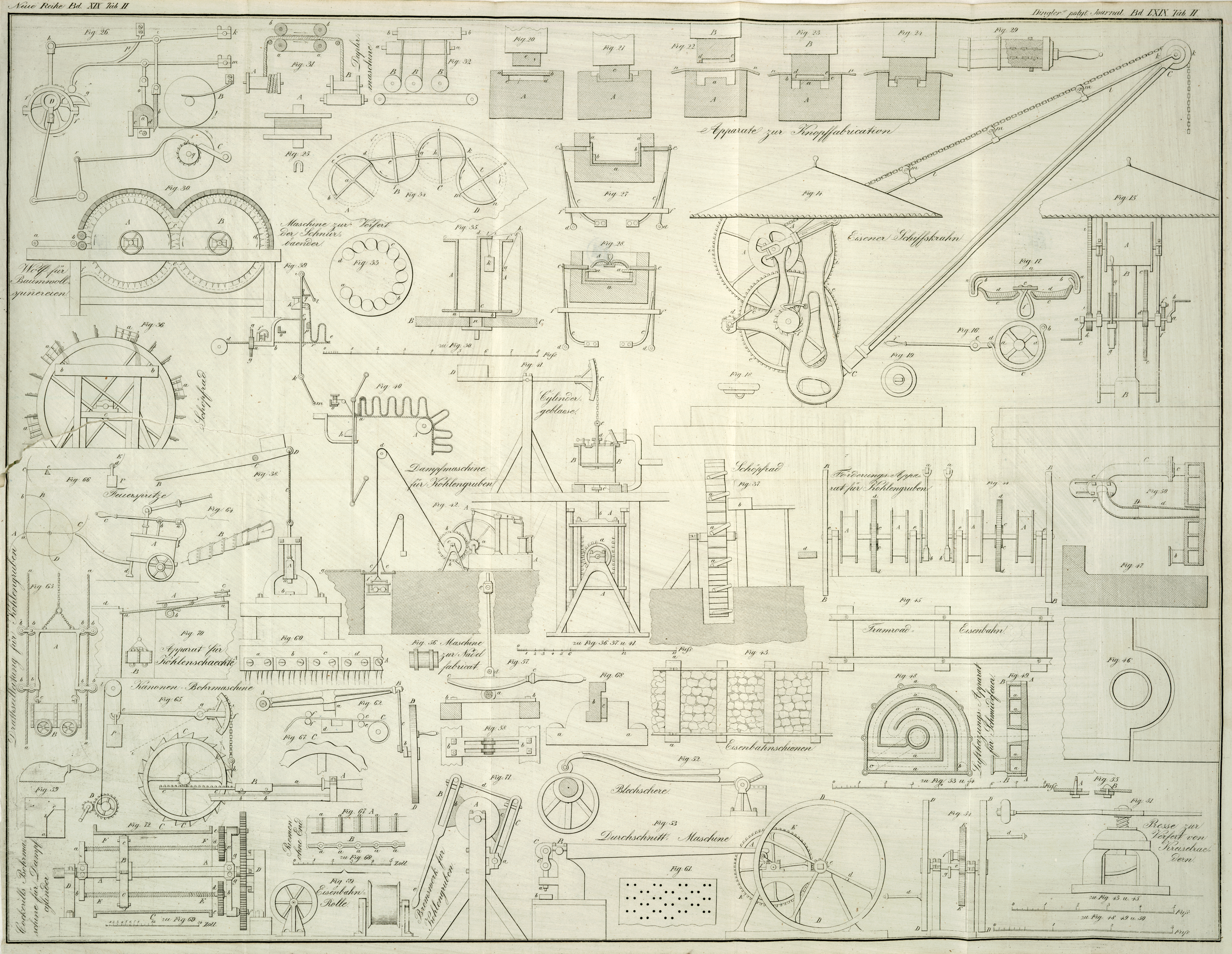
nicht weit entfernt liegenden Grube wird die Fig. 42, Taf. II,
dargestellte Skizze einen Begriff geben. A, A ist
die Foͤrderungs-Dampfmaschine von 8
Pferdekraͤften; sie bewirkt zunaͤchst die Umdrehung des mit dem
Schwungrad an einer Achse sizenden Getriebes
a, welches in das groͤßere Rad b, b eingreift. Auf jeder Seite des Rades b, b ist an einer und derselben Welle eine
Seiltrommel c angeordnet; von der einen windet sich
das Forderungstau ab, waͤhrend es auf der anderen gleichzeitig sich
aufwikelt. Das Tau laͤuft um eine senkrecht uͤber der
Schachtoͤffnung angebrachte Rolle d, und von
da in den Schacht hinab. Den 200 Fuß tiefen Schacht verschließt eine
Fallthuͤr e, e mit zwei Fluͤgeln, in
deren Mitte ein sechszoͤlliges Loch fuͤr das Tau sich befindet.
Der kleine, 6 Schaͤffel fassende Steinkohlenwagen f steht auf einer am Tauende Hangenden Plattform, und zwar auf einem
Stuͤk Eisenbahn, welches oben an die zum Abladungsplaze fuͤhrende
Eisenbahn e, g paßt. Eine Art Gelaͤnder, das
sich oͤffnen laͤßt, schuͤzt den Wagen f vor dem Abrollen. Wenn die Plattform zu Tage
ankommt, so stoͤßt der gefuͤllte Wagen die Fallthuͤr e, e auf, welche hinter demselben von selbst
sogleich wieder zufaͤllt. Der Maschinenwaͤrter laͤßt nun
die Dampfmaschine nach der entgegengesezten Richtung gehen, damit die Plattform
auf die Fallthuͤr niedersinke. Ein bereitstehender Albeiter
oͤffnet das Gelaͤnder und ein anderer zieht den vollen Wagen auf
die Eisenbahn e, g heruͤber, worauf ein
dritter sogleich einen leeren Wagen an seine Stelle auf die Plattform schiebt.
Ist dieß geschehen, so laͤßt der Maschinenwaͤrter die
Dampfmaschine, welche indessen still gestanden hatte, auf ein gegebenes Zeichen
angeben, worauf sich die Plattform so weit erhebt, daß die Fallthuͤr mit
Huͤlfe von Striken aufgezogen werden kann; gleich darauf sinkt sie mit
dem leeren Wagen hinab und die Fallthuͤr schließt sich wieder. Das
Manoͤvriren mit der Dampfmaschine erfordert große Aufmerksamkeit.
Die Entwaͤsserungs-Dampfmaschine hat
bei 48zoͤlligem Cylinder 60 Pferdekraͤfte. An dem Ende des 18 Fuß
langen Balanciers ist unmittelbar das Pumpengestange eingehaͤngt. Der
Kolbenhub betraͤgt 5 Fuß, die Anzahl der Hube 10 in der Minute, wobei die
Maschine 90 Kubikfuß foͤrdert. Dieses Wasserquantum laͤßt sich
indessen nach Beduͤrfniß auf 130 Kubikfuß steigern.
Eisenbahn.
Von den Gruben Leonore und Nachtigall fuͤhrt eine fuͤr den Pferdezug eingerichtete
Eisenbahn auf die Laͤnge einer Meile nach der Kohlenstraße zwischen Witten und Elberfeld. Ihre
Bauart ist aus Fig. 43 sichtbar. Die Schienen sind prismatisch, 9 1/2. Fuß lang, 3/4
Zoll breit und 1 1/4 Zoll hoch; sie sind auf querliegende, vierkantig zugehauene
Holzbloͤke genagelt, von denen auf jede Schiene 6 kommen. Da, wo die
Enden der Schienen zusammenstoßen, sind staͤrkere Bloͤke a, a untergelegt. Die Koͤpfe der
Befestigungsnaͤgel sind in die obere Flaͤche der Schienen
versenkt. Die Spurweite der Bahn betraͤgt 2 Fuß; zwischen den Schienen
ist der Weg gepflastert. Die oben erwaͤhnten Steinkohlenwagen sind
ungefaͤhr 1 1/2 Fuß breit und 4 Fuß lang; ihre Raͤder haben 12
Zoll Durchmesser und einen 1 1/8 Zoll uͤberstehenden Spurkranz. Ein Pferd
zog 4 solcher Wagen, jeden zu 6 Schaͤffel, also nur etwa 24 Cntr. netto
auf der etwas ansteigenden Bahn. Durch die Kleinheit der Foͤrderwagen
wird der Pferdezug sehr unvortheilhaft, indem die Zugleine mit der Bahn einen
Winkel von 20 bis 25 Grad macht.
Steinkohlengrube Gewalt bei Stehle.
Eine in den Werkstaͤtten von Jakobi und Comp.
in Starkrade erbaute Kohlenfoͤrderungs-Dampfmaschine von 10
Pferdekraͤften, niederen Drukes, foͤrdert 6 Schaͤffel
Steinkohlen in 1 Minute 12 Secunden auf eine Hoͤhe von 71 Lachtern oder
497 Fuß. Waͤhrend dieser Zeit macht die Maschine 61 Hube, wobei sich aber
ihr Gang nach und nach sehr beschleunigt.
Auf diesem Werke fallen besonders zwei große
Wasserfoͤrderungs-Dampfmaschinen, eine zu 60 Pferdekraͤften
aus Luͤttich, die andere zu 100 Pferdekraͤften aus Ruhrort in die
Augen. Die erstere mit 36zoͤlligem Cylinder ist doppeltwirkend, und macht
14 Kolbenhube, jeden zu 3 Fuß, in der Minute. Die Kolbenstange geht durch den
unteren Boden des Dampfcylinders und traͤgt unmittelbar das
Gestaͤnge des Pumpwerkes. Die groͤßere Wassermaschine ist
einfachwirkend mit einem Cylinderdurchmesser von 76 Zoll und einem 30 Fuß langen
Balancier. Sie arbeitet mit 10 Huben in der Minute, und zwar betraͤgt der
Hub des Dampfkolbens am einen Ende des Balanciers 8 Fuß, derjenige des
Pumpwerkes auf dem anderen Ende 7 Fuß. Die Maschine foͤrdert nach der
Angabe des Waͤrters bei jedem Hube 18 Kubikfuß, mithin in einer Stunde
10,800 Kubikfuß Wasser, welches sich oben in solchem Reichthume ergießt, daß es
recht gut zur Betreibung eines Wasserrades benuzt werden koͤnnte.
Steinkohlengrube Kunstwerk.
Diese gleichfalls in der Naͤhe von Stehle liegende Grube hat eine doppelte
Schachtfoͤrderung. Zwei Dampfmaschinen, jede zu 8 Pferdekraͤften,
stehen dicht neben einander und besorgen einen 308 Fuß tiefen Schacht. Fig. 44
zeigt die Anordnung des Foͤrderungsapparates in der vorderen Ansicht.
Unter a, a stelle man sich die Enden der Balanciers
beider Dampfmaschinen vor, welche mittelst der Pleuelstangen a, b zunaͤchst auf die Umdrehung der Getriebe
c, c wirken. Leztere stehen mit den großen
Stirnraͤdern d, d im Eingriffe. Die Achse e, e, worauf das Rad d,
d sizt, enthaͤlt zugleich die Seiltrommeln A, A und das Schwungrad B,
B. Von den Trommeln A aus laufen die
Foͤrderungstaue eben so, wie in Fig. 42, in
schraͤger Richtung nach den hoch uͤber der Schachtoͤffnung
angebrachten Leitungsrollen, und von da in den Schacht hinab.
Die Foͤrderung des Grubenwassers wird durch zwei große Dampfmaschinen, die
eine zu 80, die andere zu 96 Pferdekraͤften, bewerkstelligt. Beide
erhalten ihre Dampfspeisung von drei neben einander stehenden Dampfkesseln,
welche durch eine quere, uͤber sie laufende Roͤhre mit einander in
Communication gesezt sind.
Eisenbahn.
In der Naͤhe von Stehle nahm ich eine kleine, recht gut construirte Tramroad-Eisenbahn in Augenschein, welche von
einem Kohlenbergwerke an die Ruhr fuͤhrt. Die Transportwagen werden von
Menschen geschoben. Mittlere Spurweite der Bahn 1 Fuß 4 Zoll; Laͤnge
jeder Schiene 3 Fuß. Fig. 45 gibt die
Ansicht der Bahn in der horizontalen Projection. Fig. 46 zeigt die
zusammenstoßenden Enden zweier Schienen, und Fig. 47 den
Durchschnitt der Schiene. Sie sind auf querliegende Holzbloͤke genagelt;
da, wo sie zusammenstoßen, endigt sich die eine Schiene in einen Halbkreis,
welcher in die halbkreisfoͤrmige Concavitaͤt des anderen
Schienenendes genau paßt. Diese Verbindungsart ist ohne Zweifel sehr
zwekmaͤßig; denn jede Bahnschiene erfordert nur einen Nagel, daher auch die Unterlagsschwellen nicht so stark zu seyn
brauchen, als wenn die Schienen glatt zusammengestoßen waͤren, in welchem
Falle jeder Querblok fuͤr die Aufnahme zweier Naͤgel eingerichtet
werden muͤßte. Außerdem erhaͤlt die ganze Bahn dadurch, daß die
Schienen mit einigem Spielraums zusammengefuͤgt sind, die erforderliche
Nachgiebigkeit ruͤksichtlich der Laͤngenausdehnung durch die
Waͤrme, ohne daß deßwegen eine Veraͤnderung in der Spurweite zu
befuͤrchten waͤre.
Maschinenfabrik von Jakobi Haniel und Huyssen in
Starkrade.
Aus diesem bedeutenden, mit einer Eisengießerei,
Puddlingsfrischerei und großen Walzwerken in
Verbindung stehenden Etablissement, welches den Namen „Gute Hoffnungshuͤtte“
fuͤhrt, gehen hauptsaͤchlich solche Maschinen hervor, bei welchen
der Cylinder eine Hauptrolle spielt, also Dampfmaschinen, Geblaͤse,
Pumpwerke, sonst aber auch Wasserraͤder, eiserne Krahnen und andere
Apparate. Die groͤßten Dampfmaschinen, namentlich auch jene
maͤchtigen, dem Grubenbaue so unentbehrlichen
Entwaͤsserungsmaschinen, welche den Bergmann vor den eindringenden Fluthen
bewahren, werden hier unter der Leitung geschikter Ingenieurs
ausgefuͤhrt; in einem besonderen Locale sind fortwaͤhrend junge
Techniker mit den Entwuͤrfen von Planen und Zeichnungen
beschaͤftigt. Mehrere rheinische Dampfschiffe haben ihre Maschinen, unter
denen besonders eine mit oscillirenden Cylindern Interesse erregt, aus dieser
Fabrik erhalten; eine Schiffsdampfmaschine mit schiefliegenden Cylindern war
eben in der Arbeit. Eine Gießerei fuͤr feinere Waaren ist gleichfalls in
Betrieb; dahin gehoͤren unter anderen Gegenstaͤnden auch Tische
und Stuͤhle von sehr geschmakvoller und zierlicher Arbeit.
Die Gießerei erhaͤlt ihren Wind von einem durch Dampfkraft bewegten
Cylindergeblaͤse. Der Cylinder der Dampfmaschine befindet sich unter dem
einen, der Cylinder des Geblaͤses unter dem anderen Ende des Balanciers;
außerdem steht ein großes Schwungrad mit dem Balancier in Verbindung. Der
doppeltwirkende Geblaͤscylinder mißt 4 Fuß im Durchmesser, gestattet
einen Hub von 4 Fuß, und liefert, da etwa 30 Hube in der Minute erfolgen, in
dieser Zeit 1500 Kubikfuß Wind, welcher hinreicht, zwei Hohoͤfen zu
speisen. Die Geblaͤsluft wird erhizt. Dieselbe Dampfmaschine treibt
außerdem noch einige Drehebaͤnke.
Beachtenswerth sind die Luftheizungsapparate fuͤr
gewoͤhnliche Schmiedefeuer, welche in einigen
Werkstaͤtten dieser Fabrik eingefuͤhrt sind, und auch fuͤr
auswaͤrtige Herde gefertigt werden. Die wesentlichen Bestandtheile dieses
einfachen Apparates sind Fig. 48 und 49 in
beiden mittleren verticalen Durchschnitten, und Fig. 50 im
horizontalen Durchschnitte nach der Linie x, y
dargestellt. Der Haupttheil, naͤmlich die Erwaͤrmungskammer,
besteht aus zwei senkrechten gußeisernen Platten A,
A und B, B, Fig. 49, welche in
einer Distanz von zwei Zoll parallel zu einander gestellt sind, und wovon die
dikere gegen 1 1/2 Zoll starke Platte A, A vom
Herdfeuer bespuͤlt wird. Durch die an die Hintere Platte B, B angegossenen Scheidewaͤnde a, a, a theilt sich der Raum, den die Platten
einschließen, in mehrere in einander uͤbergehende Kammern. Die Platten
A, A und B, B werden
zusammengeschraubt. Vom Blasbalge aus tritt der kalte Wind bei b, Fig. 48 und 50, in die
Waͤrmungskammer, wird durch die Scheidewaͤnde genoͤthigt,
den durch die punktirte Linie bezeichneten Weg, welcher ihn mit einer
bedeutenden Flaͤche des erhizten Metalles in Beruͤhrung bringt, zu
durchlaufen, und tritt endlich durch die Oeffnung c
in die eigentliche Windleitungsroͤhre C, C,
Fig. 50.
Diese ist umgebogen und endigt sich in eine Duͤse d, welche durch die Heizkammer ins Feuer fuͤhrt. Die
Duͤse d ist in der Act, wie Fig. 50 zeigt, auf
die Windroͤhre gestekt, und es liegt im Zwei einer bequemen Reinigung, daß sie
sich zuruͤkziehen lasse. Deßwegen besteht die Windleitungsroͤhre
C, D aus zwei Stuͤken, wovon das eine
Stuͤk D vermoͤge einer einfachen
Anordnung e, e sich weit genug zuruͤkschieben
laͤßt. Das Roͤhrenstuͤk C
endigt sich naͤmlich in eine ovale Scheibe, an welche die kreisrunde
Scheibe des anderen Roͤhrenendes durch vier Schrauben befestigt wird. Nun
sind aber statt der sonst uͤblichen Schraubenloͤcher zwei lange
Schlize an der ovalen Scheibe angebracht; man darf daher nur die Schrauben etwas
nachlassen, um die Roͤhre D so weit, als die
Laͤnge der Schlize betraͤgt, zuruͤkschieben zu
koͤnnen.
In einer der Werkstaͤtten ist eine 20 Pferdekraͤfte starke
Dampfmaschine mit oscillirendem Cylinder aufgestellt,
welche aͤußerst einfach erscheint, und einen auffallend geringen Raum
einnimmt. Sie treibt mehrere große Maschinen zum Abdrehen und Ausbohren der
Cylinder; der aus ihr entweichende Dampf tritt in eine zweite Dampfmaschine von
gewoͤhnlicher Bauart, und sezt auch diese in Bewegung.
Das Etablissement besizt eine große Metallhobelmaschine zur Herstellung ebener Flaͤchen, welche den
Anspruͤchen, die man in neuerer Zeit an alle mechanischen Arbeiten macht,
ohne Zweifel vollkommen genuͤgt, und fuͤr die Fabrik als ein
unentbehrliches Werkzeug sich bewaͤhrt. Man muß diese Maschine selbst
arbeiten sehen, und die durch sie gebildete Metallebene mittelst eines nach
allen Richtungen angelegten Lineales untersuchen, um sich zu uͤberzeugen,
daß, wenn es auch moͤglich ist, solche vollkommene Flaͤchen durch
Menschenhaͤnde mittelst Meißel und Feile darzustellen, dieß doch nur
unter großem Aufwand an Zeit und Muͤhe geschehen kann. Der glatt zu
hobelnde Gegenstand ist auf einem Schlitten befestigt, und wird unter einem
daruͤber feststehenden Schneidestahle weggezogen; hat der Schlitten das
Ende seiner Bahn erreicht, so beginnt er von selbst sich wieder
zuruͤkzubewegen, wobei der Stahl, ohne zu schneiden, in der eben
gebildeten Bahn gleitet. Sobald der Schlitten an dem Punkte, von welchem aus er
sich zuerst bewegte, angelangt ist, so ruͤkt der Schneidestahl von selbst
um die Breite des jedesmaligen Schnittes zur Seite, um an einer neuen Stelle
angreifen zu koͤnnen. So arbeitet die Maschine automatisch in den ihr
vorgeschriebenen Graͤnzen fort, ruhig, sicher und kaum einer Aufsicht
beduͤrfend. Der Mechanismus, welcher die wechselnden Bewegungen des
Schlittens, so wie auch die stets auf dem richtigen Punkt eintreffenden
Seitenbewegungen des Schneidestahls veranlaßt, ist bewunderungswuͤrdig
scharfsinnig; ich enthalte mich indessen einer ausfuͤhrlicheren
Beschreibung der Maschine, indem das Naͤhere hieruͤber in
groͤßeren Werken, namentliche eine mit sehr schoͤnen Detailszeichnungen
ausgestattete Beschreibung der Metallhobelmaschine in den Verhandlungen des
preuß. Gewerbvereins, Bd. XII., zu finden ist.
Es sind hier auch schon mehrere Kreiselraͤder
nach Fourneyron's Princip erbaut worden; man zeigte
mir die in Fig.
51 abgebildete Presse, welche benuzt worden war, um durch mechanischen
Druk den eisernen Schaufeln ihre Kruͤmmung zu geben. Es ist eine
gewoͤhnliche Schraubenpresse, mit massiv-eisernem Gestelle, deren
Spindel einen langen, mit Schwungkugeln versehenen Hebel traͤgt; a und b sind die beiden
eisernen Preßbaken, deren Endflaͤchen man die von der Theorie
vorgeschriebene Kruͤmmung gegeben hat. Die untere Bake a ist unbeweglich, die obere b laͤuft zwischen Nuten, und wird durch die Schraubenspindel
herabgedruͤkt.
Mit dem Starkrader Etablissement steht ein derselben Firma angehoͤriges,
neu angelegtes Werk in Unterhausen mit einer
Puddlingsfrischerei und Walzwerken in Verbindung, das ich nur fluͤchtig
in Augenschein nehmen koͤnnte. Eine Dampfmaschine treibt im Vereine mit
einem kraͤftigen Wasserrade das Blechwalzwerk, den Hammer und eine
Scheere. Fig.
52 enthaͤlt die Abbildung der lezteren in der Seitenansicht,
welche keiner naͤheren Erklaͤrung bedarf. Das Wasserrad, 24 Fuß
hoch und 6 Fuß breit, mittelschlaͤchtig, ist ganz von Gußeisen; es besizt
4 Kranze, jeder mit 8 Speichen, und 158 Schaufeln.
Dampfkesselfabrik von Jakobi Haniel und Huyssen in
Ruhrort.
Dieses bedeutende Werk vereinigt mit der Dampfkesselfabrication ein fuͤr den Bau der Dampfschiffe bestimmtes Werft. Besonders interessant
ist die Operation des Zusammennietens der
Dampfkessel. Das Ausschlagen der zum Behufs der Nietung wesentlichen kreisrunden
Loͤcher in die gewalzten Eisenblechplatten wird durch eine ungemein
kraͤftige, von drei Maͤnnern bediente Durchschnittmaschine bewerkstelligt. Fig. 53
enthaͤlt die Seitenansicht dieses an Ort und Stelle von mir
abgezeichneten Apparates, Fig. 54 die vordere
Ansicht, von der Seite des Bewegungsmechanismus aus betrachtet. Einer der
wirkenden Haupttheile ist der starke, gußeiserne, ungleicharmige Hebel A, B, C, dessen Drehungsachse bei B in einem soliden Lager liegt, und dessen langer
Arm A, B zum kuͤrzeren B, C im Verhaͤltnisse von 8 Fuß zu 1/2 Fuß steht. Mit dem
kuͤrzeren Arme B, C ist der Schieber, woran
der Stempel a festsizt, durch ein starkes
Zwischengelenk c verbunden. Ein Arbeiter bringt die
am Rande zu durchloͤchernde Eisenplatte zwischen den Stempel a und die Unterlage c;
diese enthaͤlt den staͤhlernen Schneidering oder die Matrize, und
laͤßt sich durch Stellschrauben gehoͤrig richten. Geht nun das
andere Ende A des Hebels in die Hoͤhe, so
erfolgt das Ausschneiden eines kreisrunden Loches in die Metallplatte. Zwei an
Kurbeln arbeitende Maͤnner leiten die Bewegung ein, wobei ihre Kraft
durch folgenden einfachen Mechanismus unterstuͤzt und auf den Hebel A, B, C uͤbergetragen wird.
D, D sind zwei an einer
Achse sizende eiserne Schwungraͤder von 5 Fuß Durchmesser, beide mit
Kurbelgriffen d versehen. Dieselbe Achse
traͤgt ein Getriebe e, welches in das
Stirnrad E, E greift; an der Welle dieses lezteren
sizt der Hebedaumen f, welcher, um die Reibung zu
vermindern, mittelst einer eisernen Rolle auf das Ende A des Hebels wirkt. Da der Durchmesser des Getriebes e zu demjenigen des Stirnrades E sich wie 1 : 9 verhaͤlt, so erfolgt jedes
Mal nach 9 Kurbelumdrehungen, oder wenn man die Dauer einer Umdrehung zu einer
Secunde annimmt, innerhalb 9 Secunden ein Schnitt, wonach in einer Stunde 400
Loͤcher ausgeschlagen werden koͤnnen. Sobald das Hebelende außer
dem Bereiche des Daͤumlings ist, faͤllt der Hebelarm A, B vermoͤge seines Uebergewichtes nieder,
und die nun eintretende Pause, bis naͤmlich der Daͤumling f von Neuem mit dem Hebel in Beruͤhrung
kommt, benuzt der mit dem Durchloͤchern Beschaͤftigte, um die
Blechplatten an einer anderen mit Roͤthelstift schon vorher bezeichneten
Stelle unter den Stempel zu bringen. Es ist uͤbrigens die Einrichtung
getroffen, daß nach Erforderniß in derselben Zeit die doppelte Anzahl von
Schnitten gewacht werden kann. Fuͤr diesen Fall darf man nur zwischen das
als Zapfenlager dienende Stuͤk f, g und das
Rad E, E,
Fig. 54,
bei g noch eine zweite Rolle einsezen; dann muß der
Hebelarm A, B waͤhrend einer Umdrehung des
Rades E, E zwei Mal gehoben werden. Es haͤngt
indessen von der Dike der zu durchschlagenden Platten ab, ob man eine oder zwei
Heberollen anwenden darf. Sind die Platten dik, so kann der Widerstand so
bedeutend seyn, daß, waͤhrend die Rolle mit dem Hebel in
Beruͤhrung ist, das ganze, im Schwungrad concentrirte Bewegungsmoment
verzehrt wird; da nun dieses erst nach mehreren Kurbeldrehungen wieder erreicht
werden koͤnnte, so wuͤrde bei Anwendung zweier Heberollen
wahrscheinlich der Hub eintreten, ehe die zum Durchschlagen des Loches
erforderliche Beschleunigung der Schwungraͤder erreicht waͤre,
weßwegen man es fuͤr rathsam findet, in diesem Falle nur eine Heberolle anzuwenden.
Das Zusammennieten der nunmehr mit den noͤthigen Loͤcherreihen
versehenen Platten nimmt drei Maͤnner und einen Knaben in Anspruch. Der
leztere macht den kegelfoͤrmig gestalteten, 2 1/2 Zoll langen, an der
Basis etwa 4 Linien diken Nietnagel in einer kleinen
tragbaren
Feueresse gluͤhend, und reicht ihn dem einen im Inneren des Kessels
stekenden Arbeiter; dieser treibt ihn durch die Loͤcher der
uͤbereinander gelegten Plattenraͤnder, wie A, Fig. 55, im Durchschnitte zeigt. Darauf haͤmmern die beiden
außerhalb des Kessels stehenden Maͤnner im Takte mit schweren
Haͤmmern auf den hervorragenden Theil des gluͤhenden Nagels los,
schlagen ihn breit und geben ihm die in Fig. 55, B, dargestellte, flach-kegelfoͤrmige
Gestalt, waͤhrend der Arbeiter im Kessel seinen Hammer gleichsam als
Amboß auf den Kopf des Nagels, welcher cylindrisch bleibt, sezt.
Maschinenfabrik von Dinenthal, Deuß und Moll.
Die mit diesem Werke unmittelbar in Verbindung stehende Eisengießerei
beschaͤftigt 4 Kupeloͤfen und einen Flammenofen. Eine
Dampfmaschine von 20 Pferdekraͤften treibt ein Geblaͤse mit zwei Cylindern, eine schoͤne englische Cylinderbohrmaschine und mehrere kleinere mechanische
Apparate. Hinsichtlich der oͤkonomischen Benuzung des Dampfes
duͤrfte wohl diese Fabrik vielen anderen als Muster dienen. Um
naͤmlich von der Dampfmaschine selbst dann noch einen der Consumtion an
Brennmaterial proportionalen Effect zu erzielen, wenn die Bohrarbeiten
waͤhrend des Zurichtens der Cylinder oder das Geblaͤse auf die
Dauer des Gießens eingestellt werden muͤssen, so kann sie durch eine
Kuppelung mit einer gewoͤhnlichen Mahlmuͤhle in Verbindung gesezt werden. Der Apparat, welcher
hier zum Durchschlagen kreisrunder Loͤcher in Eisenblechplatten in
Gebrauch ist, kommt mit dem in der Ruhrorter Dampfkesselfabrik befindlichen der
Hauptsache nach uͤberein; nur wirkt hier anstatt des Daͤumlings
eine excentrische, durch Dampfkraft in Umdrehung gesezte Scheibe auf das Ende
des langen eisernen Hebels. Da, wo zum Behufe des Ausschneidens von Lochern
durch dikere Platten diese Maschine nicht ausreichen wuͤrde, wendet man
eine sehr schoͤn eingerichtete englische Bohrmaschine mit senkrechtem
Bohrer an.
G.Nadel- und Krazenfabrik in Aachen. Einige Notizen
uͤber die Steinkohlegruben Ath und Guley bei Aachen.
Eigenthuͤmliche Feuersprize.
Nadelfabrik von Starz und Comp. in Aachen.
Nachdem der Eisendraht mit Huͤlfe des Schaftmodels und der großen
Schrotscheere in Stuͤke von gleicher Laͤnge aber der doppelten
Laͤnge der Naͤhnadel zerschnitten worden ist, faßt ein Arbeiter
mehrere Tausend solcher Nadelschaͤfte zusammen und stekt sie dicht
zwischen zwei eiserne Ringe. Dieses 3 Zoll im Durchmesser haltende Paket, Fig. 56, Taf. II,
kommt, nachdem es in einem Herde rothgluͤhend gemacht worden ist, unter
eine ganz einfache Maschine, mit welcher alle Nadelschaͤfte vollkommen
gerade gerichtet werden. Fig. 57 und 58
enthaͤlt die Darstellung der wesentlichen Theile dieser Maschine von der
Seite und von Oben betrachtet. Das Schaftbuͤndel a wird auf eine eiserne Platte b, b
gelegt, die auf den Tisch AB geschraubt ist.
Zur Aufnahme beider, das Buͤndel umgebenden Ringe enthaͤlt die
eiserne Platte, wie Fig. 58 zeigt, zwei
Schlize. Auf das Buͤndel a kommt der schwere
eiserne Roller
c, c, dessen untere bogenfoͤrmige
Flaͤche zwei, jenen in der Unterlagsplatte angebrachten Schlizen
entsprechende Einschnitte enthaͤlt, welche die Ringe des
Schaftbuͤndels zwischen sich fassen. Mit Huͤlfe eines Handgriffes
zieht der Arbeiter das Instrument c, c unter
abwaͤrts gerichtetem Druke hin und her, und versezt hiedurch das Paket
a in eine hin- und herrollende Bewegung,
welche das Geradestreken saͤmmtlicher Schaͤfte zur Folge hat.
Damit diese Manipulation mit der erwuͤnschten Sicherheit und
Bequemlichkeit vorsichgehen kann, haͤngt der Roller c, c an einer langen Stange d, d, welche oben verschiebbar durch eine Buͤchse e geht. Leztere oscillirt, damit sie der Bewegung
folgen koͤnne, um zwei Zapfen.
Auf diese Operation folgt, der Steknadelfabrication ganz analog, das Zuspizen der
Schafte an beiden Enden, darauf das Halbiren derselben. Jezt kommen die
zugespizten Nadelschafte in die Haͤnde derjenigen Arbeiter, welche die
Oehre durchschlagen. Obgleich dieses Geschaͤft in der Fabrik selbst nicht
gehandhabt wird, indem der Arbeiter die ihm zugewiesene Quantitaͤt
Nadelschafte mit in seine Wohnung nimmt und dort bearbeitet, so hatte doch Hr.
Starz die ausgezeichnete Gefaͤlligkeit,
einige Maͤnner zu bestellen und unter meinen Augen die zur Bildung der
Nadeloͤhre erforderlichen Manipulationen vornehmen zu lassen.
Zuerst wurde das stumpfe Ende des Schaftes auf einem kleinen Amboße etwas platt
geschlagen und auf diese Weise fuͤr die folgenden Operationen
vorbereitet, sodann nahm der Arbeiter ein spiziges Instrument, sezte es auf die
Mitte des abgeplatteten Theiles und fuͤhrte mit dem Hammer einen leichten
Schlag darauf, um die Stelle zu bezeichnen, wo das Oehr durchgeschlagen werden
sollte. Jezt faßte ein anderer Arbeiter die Nadel bei der Spize, legte ihren
breiten Theil auf ein Bleikloͤzchen, sezte ein meißelartiges Instrument
von sehr feinem Stahl auf die markirte Stelle und schlug durch einen leichten
Hammerschlag das laͤngliche Oehr aus. Hiemit war aber das Oehr noch nicht
vollendet; es mußten noch zwei kleine Rinnen, die sich des leichteren
Einfaͤdelns wegen auf beiden Seiten vom Oehr an gegen die Spize hin ziehen, eingefeilt
werden. Der Apparat, dessen sich der Arbeiter hiezu bediente, besteht aus einem
einfachen Holzkloͤzchen A, Fig. 59, und einer
besonderen Art Feile, oder vielmehr Saͤge B
mit ganz schmaler, sein gezahnter Schaͤrfe. Auf dem Holzkloͤzchen
bemerkte ich zwei erhabene, unter einem stumpfen Winkel an einander
graͤnzende Flaͤchen a, b und b, c. Der Arbeiter faßte die Nadel mit einer Zange
bei der Spize, legte sie so an die Flaͤche a,
b an, daß der stumpfe Theil mit dem Oehre bei b noch uͤber dieselbe hinausragte, und bog sodann diesen Theil
durch einige Schlaͤge mit einem kleinen Hammer nach der Flaͤche
b, c um. Nun koͤnnte er durch ein Paar
Striche mit dem Instrumente B leicht die verlangte
Rinne auf der einen Seite an das Oehr feilen oder sagen. Dieselbe Manipulation
wiederholte der Arbeiter mit der anderen Seite des Oehres; zulezt klopfte er die
Nadel wieder gerade, und rundete ihr stumpfes Ende mit einer Feile etwas ab.
Das Haͤrten, welches jezt an der Reihe ist, wird auf die bekannte Art
vorgenommen, indem man die Nadeln auf einer eisernen Tafel gluͤht, und
gluͤhend ins Wasser wirft. Die aus dem Wasser genommenen Nadeln streut
man, nachdem sie getroknet sind, abermals auf eine eiserne Platte, die von Unten
langsam erhizt wird; zugleich rollt man sie mit einem messeraͤhnlichen,
stumpfschneidigen Instrumente hin und her. Hiedurch will man den Nadeln die
allzugroße, durch das gewaltsame Abloͤschen im Wasser erlangte
Sproͤdigkeit benehmen. Die nun folgenden Operationen, wozu das Rollen der
Nadelpakete in den Scheuerbaͤnken, das Poliren, das Reinigen in heißem
Seifenwasser, das Troknen durch Saͤgmehl u.s.w. zu rechnen ist, weichen
in dieser Fabrik von dem gewoͤhnlichen, mehrfach beschriebenen Verfahren
nicht wesentlich ab, die etwaigen besonderen Vortheile und Geheimnisse aber
wurden natuͤrlich mir, dem Fremden, nicht anvertraut; ich enthalte mich
daher einer weiteren Beschreibung.
Krazenfabrik in Aachen.
Dieses Etablissement liefert die Krazenbeschlaͤge fuͤr Baumwollen- und Wollenspinnerei
sowohl in Form schmaler Blaͤtter als auch in Gestalt langer
Baͤnder, welche auf die Trommeln oder Walzen der Krempelmaschinen schraubenfoͤrmig aufgewunden und befestigt
werden. Die erste mechanische Operation, welcher das in Blaͤtter oder
Bandstreifen zugeschnittene Krazenleder unterliegt, ist das Schaͤlen oder Ebnen auf der Fleischseite, und
hat zum Zwek, die vorkommenden Unebenheiten und Rauhigkeiten zu beseitigen und
dem Leder eine durchaus gleichfoͤrmige Dike zu geben. Man bedient sich hiezu einer
Art Hobelmaschine, eines einfachen Apparates, dessen wesentliche Einrichtung mit
wenigen Worten sich beschreiben laͤßt. Zwei Walzen fassen das Lederband
zwischen sich und leiten es uͤber eine glatte Flaͤche,
uͤber welcher in einer der verlangten Lederdike gleichen Distanz
queruͤber ein scharfes Messer befestigt ist. Das Messer kann durch
Schrauben hoͤher oder niedriger gestellt werden, wodurch der Arbeiter in
seiner Gewalt hat, dasselbe mehr oder weniger angreifen zu lassen, je nachdem es
die Dike des Leders verlangt. Hinter dem Ruͤken des Messers befindet sich
eine fuͤr die Aufnahme des geebneten Leders bestimmte Walze; indem nun
diese Walze durch die bewegende Kraft in Umdrehung gesezt, und auf diese Weise
das Leder zwischen der glatten Unterlage und dem Messer gewaltsam
hindurchgezogen wird, schaͤlt es sich an der oberen Seite ab.
Nachdem das Leder auf diese Weise vorbereitet worden ist, so erfolgt das
Einstechen jener unzaͤhligen feinen Loͤcher, durch welche nachher
die Drahthaͤkchen gestekt werden sollen. Man bedient sich zu dieser
Operation eines mit vielen Spizen versehenen Kammes, dessen Bewegungen aus einem
sinnreichen Mechanismus hervorgehen. Der als Haupttheil dieser Maschine zu
betrachtende Kamm besteht aus einer eisernen Schiene A,
A, Fig. 60, an welche mehrere Stahlplaͤttchen a, b, c, d... festgeschraubt sind. Jedes dieser
Plaͤttchen enthaͤlt 6 feine Spizen, von denen je 2 naͤher
beisammen stehen. Waͤhrend das Leder unter den Spizen langsam
fortruͤkt, bewegt sich die Schiene A, A auf
und nieder, und die Kammspizen stechen bei jedem Niedergang eine
Loͤcherreihe in das Leder. Damit jedoch die nachherige Vertheilung der
Drahthaͤkchen auf dem Krazenleder in einer passenden Ordnung erfolgen
koͤnne, muͤssen die Loͤcher in einer solchen Reihenfolge
eingestochen werden, daß nie ein Loch unmittelbar unter das Loch der
vorhergehenden Reihe kommt. Daher macht der Kamm A,
A waͤhrend seines Auf- und Niedersteigens zugleich eine
hin- und herwechselnde Seitenbewegung, worauf sich die
Loͤcherreihen in der Fig. 61 dargestellten
Ordnung bilden.
Es sind nun zwei Arten solcher Stechmaschinen hier in Gebrauch, naͤmlich
solche, welche schmale Kardenblaͤtter, und
solche, welche Kardenbaͤnder bearbeiten. Von
der lezteren Art wird die Skizze, Fig. 62, einen
beilaͤufigen Begriff geben. A, B ist ein
gußeiserner, um die Achse A drehbarer Hebel, welchem
durch die Umdrehungen des Schwungrades D, D mit
Huͤlfe des Krummzapfens b und der Zugstange
c die auf- und abschwingende Bewegung
mitgetheilt wird. Er traͤgt ungefaͤhr in seiner Mitte den Stechkamm
a. Unter diesem befindet sich eine eiserne
Unterlage d mit einer rinnenfoͤrmigen, zu den
Kammspizen parallellaufenden Vertiefung, in welche die Spizen eindringen,
nachdem sie das Leder durchstochen haben. Das Kardenleder wikelt sich auf eine
Walze C auf; weil die Loͤcher schief durch
das Leder gehen muͤssen, so wird es in schraͤger Richtung, und
zwar ruͤkweise unter dem Kamme weggezogen, wobei die Walzenpaare e, e und f, f als
Leitung dienen. Nach jedem Niedergange des Hebels dreht sich die Walze C so weit um, als die Entfernung der
Loͤcherreihen von einander betraͤgt. Zur Erzielung der oben
erwaͤhnten Seitenbewegungen des Kammes dient ein sinnreicher Mechanismus,
welcher die Achse A, mithin auch den Hebel A, B und den Kamm a in
dem Moment, wo der Hebel seine hoͤchste Stellung erreicht hat, bald nach
der einen, bald nach der anderen Seite hin verschiebt.
Die Maschine zum Durchstechen derjenigen Krazenblaͤtter, welche auf die
Trommeln oder Walzen der Krempelmaschinen parallel zur Achse befestigt werden
sollen, weicht in ihrer Einrichtung von der so eben erwaͤhnten
Stechmaschine etwas ab. Das Leder wird naͤmlich hier in einen eisernen
Rahmen gespannt, und dieser wird unter den Kammspizen auf aͤhnliche
Weise, wie der Klozwagen bei den Saͤgmuͤhlen, fortbewegt. Der Kamm
selbst ist nicht an einen einzigen Hebel, sondern zwischen einen auf- und
niederschwingenden Rahmen befestigt. Die ganze Maschine ist breiter.
Die Verfertigung der Drahthaͤkchen selbst
geschieht außerordentlich schnell auf kleinen Maschinchen, von denen 10 in einer
Reihe auf einem langen Tische stehen. Alle 10 Maschinen werden mittelst Kurbel
und Schwungrad von einem einzigen Weibe in Bewegung gesezt. Jede derselben kann
in einer Minute 100 oder in einer Stunde 6000 solcher Doppelhaͤkchen
liefern; mithin waͤre jene Arbeiterin im Stande, in 8 Stunden mit allen
10 Maschinen 480,000 oder beinahe eine halbe Million Haͤkchen zu
erzeugen. Zwei Stahlwalzen liefern den feinen Krazendraht unter die Vorrichtung,
ein kleines Messer schneidet ein Stuͤk von der erforderlichen
Laͤnge ab, unmittelbar darauf druͤkt ein herabsteigender Vorsprung
dieses Drahtstuͤk in eine Vertiefung hinab und bildet die beiden rechten
Winkel des Doppelhaͤkchens, zulezt biegt eine horizontal hervorspringende
Schiene die beiden Drahtenden stumpfwinklich um; diese 4 Operationen
muͤssen in Zeit von kaum einer Secunde auf einander folgen. Die Maschinen
liefern, je nach dem Bedarf, groͤbere und feinere Haͤkchen.
Einige Notizen uͤber die Steinkohlengruben Ath und
Guley bei Aachen.
Die Kohlengrube Ath, dem Hrn. Kockerill gehoͤrig, liegt eine Stunde von Aachen, bei dem Dorfe
Badenberg. Die Kohlenfoͤrderungsmaschine zu 20 Pferdekraͤften
foͤrdert jedesmal 8 Schaͤffel, der Schaͤffel dort zu 120
Pfund gerechnet. Von der neuen, 120 Pferdekraͤfte starken
Wasserfoͤrderungs-Dampfmaschine, welche aus John Kockerill's Werkstaͤtten in Seraing bezogen wurde, wird verlangt, daß sie in 24 Stunden 100,000
Kubikfuß Wasser auf eine Hoͤhe von 1000 Fuß hebe. Mit dieser Maschine
steht eine eigenthuͤmliche Vorrichtung, Katarakt genannt, in Verbindung, die den Zwek hat, zwischen zwei auf
einander folgenden Kolbenhuͤben Pausen von beliebiger Dauer eintreten zu
lassen.
Die beiden Foͤrderungstaue sind bandfoͤrmig ungefaͤhr 5 Zoll breit und 3/4 Zoll dik; sie
wikeln sich auf ganz schmalen Trommeln, die nur wenig breiter als das Tau selbst
sind, auf, wobei keine Windung neben die andere,
sondern alle auf einander zu liegen kommen. Außer der
groͤßeren Tragfaͤhigkeit und Biegsamkeit gewaͤhren die
bandfoͤrmigen gewebten Taue bei der Schachtfoͤrderung noch den
besonderen Vorzug vor den runden Seilen oder Ketten, daß sie jene nachtheilige
Veraͤnderung des Momentes, welche bei der Foͤrderung mit
gewoͤhnlichen Tauen aus der progressiven Gewichtszunahme auf Seite der
leeren hinabgehenden Tonne und aus der gleichzeitigen Gewichtsabnahme auf Seite
der emporsteigenden vollen Tonne resultirt, ziemlich ausgleichen. Denkt man sich
naͤmlich im Grund des Schachtes eine volle Tonne im Begriff
emporzusteigen und gleichzeitig oben in der Muͤndung des Schachtes eine
leere Tonne im Begriff, in den Schacht zu sinken, so ist das Tau auf der
ersteren Seite ganz abgewikelt und wirkt auf einen kleinen Hebelarm, auf der
leztern Seite aber ganz auf sich selbst aufgewunden, und muß daher hier, als auf
einen weit laͤngern Hebelarm wirkend, angesehen werden. Bei erfolgender
Foͤrderung kann nun allerdings, besonders bei bedeutenden Tiefen, leicht
der Fall eintreten, daß zulezt die leere Tonne und das zunehmende Tau zusammen
die emporsteigende volle Tonne an Gewicht uͤbertreffen; allein nichts
desto weniger wird bei der leztern das statische Moment stets
uͤberwiegend bleiben, weil in dem Maaße, als auf Seite der leeren Tonne
die Last sich vergroͤßert und auf derjenigen der vollen Tonne sich
vermindert, auch die Hebelarme, auf welche die Lasten wirken, einerseits sich
verkuͤrzen, andererseits zunehmen. Es wirkt daher das bandfoͤrmige
Tau dadurch, daß es spiralfoͤrmig sich aufwikelt, bei der
Schachtfoͤrderung in demselben Sinne, wie der Gerstner'sche Spiralkorb.
Die Schachtfoͤrderung auf der benachbarten Grube Guley fand ich durch einen Unfall, der sich kurz vor meiner Ankunft
ereignet hatte, unterbrochen. Das Schwungrad der Foͤrderungsmaschine war
naͤmlich zersprungen, und ein abfliegendes, mehrere Centner schweres
Stuͤk, hatte die ganze Steuerung zertruͤmmert. Die Entfernung des
Grubenwassers bewerkstelligen zwei große Dampfmaschinen, von denen die eine
durch ihre noch aus aͤlteren Zeiten Herruͤhrende Bauart
merkwuͤrdig ist. Besondere Beachtung verdient die Anwendung zweier Drahtseile, welche hier durch den ganzen Schacht
gespannt sind, und als Leitung fuͤr die auf- und niedersteigenden
Eimer die Stelle der gewoͤhnlichen Holzleitung vortheilhaft vertreten.
Die Methode der Drahtseilleitung ist ganz neu, und findet in den benachbarten
Gruben immer mehr Eingang. Fig. 63 zeigt den an
dieser Leitung auf- und niedergleitenden Mechanismus, an welchen die
Foͤrderungswagen gehaͤngt werden. Er besteht aus einem eisernen
Rahmen, A, dessen 4 gabelfoͤrmige Seitenarme
die senkrechten Drahtseile a, a umfassen. Auf jeder
Seite enthaͤlt der Rahmen 4 Frictionsroͤllchen b, b, b.... mit concaver Peripherie, welche die
Drahtseile zwischen sich nehmen. Unten am Nahmen sind zwei Haken c, c angebracht; in diese wird der
Foͤrderungswagen B mittelst zweier
entsprechender Ringe eingehaͤngt.
Die Eisenbahn, welche von der Grube Guley nach dem
Ladungsplaze geht, besteht aus prismatischen, gewalzten Stabeisenschienen von 12
bis 16 Fuß Laͤnge, 21 Linien Breite und 4 Linien Dike, welche von 2 1/2
zu 2 1/2 Fuß auf hoͤlzerne, 2 Fuß lange Bloͤke genagelt sind.
Hundert Lachter dieser Bahn kosteten 148 Rthlr. Die Foͤrderungswagen sind
4 Fuß lang, 1 Fuß breit und fassen 6 Centner Kohlen; sie laufen auf 4
gußeisernen, 1 Fuß im Durchmesser haltenden Raͤdern. Ein solcher Wagen
kommt auf 18 Rthlr.
Eigenthuͤmliche Feuersprize.
Auf der Grube Guley bedient man sich bei vorkommenden Brandfallen der in Fig. 64 in
der Seitenansicht dargestellten Feuersprize, welche
sich vor andern tragbaren Sprizen durch ihre leichte und bequeme
Transportabilitaͤt, so wie durch den eigenthuͤmlich construirten,
sehr biegsamen Schlauch auszeichnet. Der Kasten oder Wasserbehaͤlter A ruht auf zwei Raͤdern und wird von einem
Manne auf dieselbe Weise, wie ein Schiebkarren transportirt. Bei d befindet sich ein eiserner Fuß, welcher an Ort und
Stelle dem Sprizenkasten als Stuͤze dient. Der zu dieser Sprize
gehoͤrige Schlauch C besteht aus einem
handbreiten, spiralfoͤrmig zu einer Roͤhre zusammengewundenen
Lederstreifen, dessen uͤber einanderliegende Raͤnder mit
breitkoͤpfigen Stiften vernietet sind. Die Richtung des Wasserstrahls ist in der Zeichnung
durch Pfeile angedeutet. Der Mechanismus des Drukwerks bietet nichts Besonderes
dar; a, c ist der um die Achse a bewegliche Drukhebel, bei b ist die Kolbenstange eingehaͤngt.
H. Notizen aus Luͤttich und seiner
naͤchsten Umgebung.
Koͤnigliche Kanonengießerei in Luͤttich.
Etablissement von Lamarche und Brain in Ougrée. Eisenbahn mit
geneigter Ebene bei Ougrée. Kohlengrube Val-Benoit. Anonyme
Gesellschaft fuͤr die Fabrication der
Aloë-Taue.
Die Koͤnigliche Kanonengießerei.
Der Ursprung dieses Etablissements, welches unter allen Kanonengießereien des
Continents, hinsichtlich feiner kolossalen Ausdehnung und der Vollkommenheit
seiner Producte den ersten Rang einnimmt, datirt sich vom Jahr 1804, wo es als
Privatunternehmung eines Pariser Mechanikers bereits einen guten Absaz hatte. Da
das Werk jedoch waͤhrend der Kriege wegen seiner noch unbedeutenden
Productivitaͤt den Beduͤrfnissen der damaligen Zeit nicht
entsprach, so brachte es Napoleon an sich und ließ es
in großartigerem Maaßstabe erweitern und einrichten. Die ganze Anlage soll 12
Millionen Franken gekostet haben. Mit dem Kaiserreich sank auch dieses Werk, hob
sich aber vom Jahr 1816 an nach und nach zu einer bisher unerreichten
Hoͤhe; die Regierung hatte seine Reorganisation einem belgischen Officier
von hohen Verdiensten und vorzuͤglichen technischen Kenntnissen, Namens
Huguenin, uͤbertragen. Dieser Mann gab
hier und dort zu wesentlichen Verbesserungen Anlaß, ordnete fuͤr den
Bronzeguß gute Mischungsverhaͤltnisse an, organisirte eine Reihe genauer
Versuche, kurz er trug zu einer rationellen Begruͤndung dieses so
schwierigen technischen Zweiges wesentlich bei. Unter seiner Leitung gingen aus
dieser Fabrik 4000 Feuerschluͤnde hervor, womit die
niederlaͤndische Marine und mehrere Festungen ausgestattet wurden. Seit
der Revolution von 1830 hat das Etablissement an seinem Glanz nichts verloren.
Seine neuesten Verbesserungen verdankt es den gegenwaͤrtigen Director,
Major Frederix, welcher insbesondere die
Darstellung des gußeisernen Geschuͤzes auf einen solchen Grad
vervollkommnete, daß dieses selbst mit den besten schwedischen Eisenkanonen die
Concurrenz bestehen kann. Die Gießerei in Luͤttich ist die einzige,
welche den Guß des bronzenen und eisernen Geschuͤzes vereinigt. Um dem
Etablissement auch fuͤr den Fall, daß mit der Zeit einmal etwa die
vollkommene Befestigung des Friedens auf dessen Fortbestehen als
Stuͤkgießerei nachtheilig influiren sollte, dennoch immer die Anzahl von
Arbeitern, welche bisher darin Beschaͤftigung fanden, zu erhalten,
richtete der Director Frederix auch ein Atelier
fuͤr gußeiserne Kunstgegenstande ein, aus welchem bereits außer andern
Werken namentlich eine sehr gelungene Buͤste des Koͤnigs der
Belgier hervorging.
Das Etablissement umfaßt zwei Gießereien mit 12 Flammenoͤfen. Das in einem besondern Gebaͤude
befindliche Bohrwerk zaͤhlt 12
Bohrbaͤnke, welche alle in einer Reihe liegen. Fig. 65
enthaͤlt die Skizze einer dieser Bohrmaschinen. Waͤhrend die
Kanone A zwischen zwei Lagern langsam um ihre Achse
rotirt, in 8 Secunden eine Umdrehung machend, wird der ruhende Bohrer a durch folgenden Mechanismus der Kanone entgegen
gefuͤhrt. Er ist auf einem beweglichen, mit 4 Rollen b, b versehenen Gestelle B befestigt, das auf einer kleinen Eisenbahn laͤuft. An diesem
Gestelle befindet sich die gezahnte Stange c, c, in
welche das Getriebe d eingreift; dieses sizt an der
Achse eines großen, schraͤgverzahnten Rades C,
C. Der lange Arm e, g des Hebels e, f traͤgt an seinem Ende ein schweres
Gewicht P, von dessen Groͤße der Druk
abhaͤngt, mit welchem der Bohrer gegen die Kanone angetrieben wird; vom
kuͤrzeren Hebelarm haͤngt an einer Kette der Haken h herab, greift in die schraͤgen Jahne des
Rades C, C, und strebt, es vermoͤge des Zuges
des Gewichtes P, nach der durch den Pfeil
angegebenen Richtung umzudrehen. Auf welche Weise nun das Gewicht P die Bewegung des Bohrers gegen die Kanone
veranlaßt, ist aus der Zeichnung deutlich. Wenn der Hebel e, f nach und nach etwa in die Linie i, i
herabgesunken ist, und die Zugkette f, h
entsprechend in eine solche Lage sich gehoben hat, wobei die Kraft eine
unvortheilhafte schiefe Richtung i, k gegen den
Hebelarm d, k anzunehmen beginnt, so ist es Zeit,
den Hebel in seine urspruͤngliche Lage e, f
zuruͤkzubringen, damit die Zugkette wieder rechtwinklich auf das Rad C, C wirken koͤnne. Dazu dient die kleine
Winde D, welche aus einem mit einer Handkurbel
versehenen Getriebe und einem Rade besteht, von dessen Welle aus ein Strik
aufwaͤrts gebt, uͤber die Rolle l
laͤuft und an das Ende e des Hebels befestigt
ist.
Bei dieser Anordnung folgt aus statischen Gruͤnden, daß der Druk, mit
welchem der Bohrer auf die Kanone wirkt, veraͤnderlich ist, d.h. mit
seinem Eindringen sich vermindert, und daß man, wenn diese Verminderung
unmerklich seyn soll, das Gewicht P nur um einen
sehr kleinen Bogen sinken lassen darf. Wollte man aber den Druk des Bohrers
waͤhrend seines Eindringens absolut unveraͤnderlich erhalten, so
muͤßte man vor Allem dafuͤr sorgen, daß das statische Moment der
bewegenden Kraft constant bleibe. Ich wuͤrde daher dem Rade C, C, statt der Zaͤhne, 4 bis 6 krumme Hebel,
A, B, C, D,
Fig. 66,
geben, und ihre Kruͤmmung nach einer aus der Peripherie des Rades
erzeugten Kreisevolvente bilden; auch am Endpunkt d des Hebels c, d
wuͤrde ich eine solche krumme Verlaͤngerung E, aus dem von dem Ende d beschriebenenen
Kreisbogen erzeugt, ansezen und das Gewicht P, wie
das Laufgewicht einer Schnellwaage, daran haͤngen; die Zugkette c, a muͤßte bei a
mittelst eines Roͤllchens frei auf die Concavitaͤt der
Kruͤmmung A wirken. Unter diesen
Umstaͤnden folgt aus der Natur der Kreisevolvente, daß das Gewicht P beim Sinken des Hebels stets in der senkrechten
Linie d, f verharren muß, wobei die Curve E unter ihm weggleitet, daß ferner die Zugkette, so
lange sie auf die Kruͤmmung A, und somit auf
die Drehung des Rades wirkt, nicht aus der senkrechten Linie c, a weichen kann. Es waͤre daher der oben
ausgesprochene Zwek der Unveraͤnderlichkeit des statischen Momentes
erreicht. Erst, nachdem das Rad um einen ganzen Quadranten sich gedreht hat,
wenn die Curve A in die Lage B, die Curve D in die Lage A, und das Roͤllchen von a nach b gekommen ist,
mag es gut seyn, den Hebel in seine urspruͤngliche Lage c, d zuruͤkzubringen. Man wuͤrde durch
diese Modification des Apparates außer dem gleichfoͤrmigen Druk des
Bohrers auch noch den besonderen Vortheil erreichen, daß die Arbeit keinen so
haͤufigen Unterbrechungen durch das Emporwinden des Gewichtes ausgesezt
waͤre, indem dieses nach Fig. 66 nur viermal
waͤhrend eines Radumganges vorgenommen werden duͤrfte.
Jede Bohrdank enthaͤlt zugleich einen laͤngs der Kanone
verschiebbaren Support, damit die Kanone
waͤhrend des Bohrens zugleich von außen abgedreht werden
koͤnne.
Das Etablissement besizt außerdem noch zwei Ateliers mit 15 Schmiedefeuern, einen Heizofen fuͤr
das grobe Geschuͤz, mehrere senkrechte
Bohrmaschinen zum Bohren von Zuͤndloͤchern, eine Muͤhle zum Mahlen des Formsandes u.s.w. Sechs
Dampfmaschinen entwikeln ihre Kraͤfte zur Betreibung saͤmmtlicher
mechanischen Apparate. Den weiten Hofraum durchkreuzen mehrere Eisenbahnen von
betraͤchtlicher Spurweite, auf welchen die gegossenen Stuͤke
leicht und bequem aus der Gießerei in die andern Werkstaͤtten
transportirt werden.
Schließlich erwaͤhne ich noch einer in dieser Fabrik eingefuͤhrten
neuen Methode, die Bewegung mittelst eines eigenthuͤmlich zugerichteten
Riemens ohne Ende fortzupflanzen. A
Fig. 67
zeigt die Ansicht
dieses Riemens in horizontaler Projection, B im
Profile; er besteht aus zwei uͤber einander gesteppten
Lederbaͤndern von 5 Zoll Breite, zwischen welche von 6 zu 6 Zoll
cylindrische 1/2 Zoll dike Holzstabe a, a, a
queeruͤber eingenaͤht sind. C zeigt
einen Theil des gußeisernen, zum endlosen Riemen gehoͤrigen Rades in der
Seitenansicht; sein Umfang besizt wellenfoͤrmige Vertiefungen, in welche
sich die durch das Einnaͤhen der Holzstuͤke entstandenen
Erhabenheiten des Riemens legen. Bei den gewoͤhnlichen glatten Riemen
ohne Ende findet der Uebelstand statt, daß sie da, wo es einen bedeutenden
Widerstand zu uͤberwaͤltigen gilt, nicht leicht anwendbar sind,
weil sie in diesem Falle auf den Raͤdern, uͤber welche sie
geschlagen sind, gerne rutschen. Wenn man auch die Raͤder, um die
Friction zu erhoͤhen, mit Furchen versieht, so geschieht dieß doch nur
auf Kosten der Dauerhaftigkeit des Riemens, ohne viel zu nuͤzen; spannt
man den Riemen aber zu sehr an, so leiden die Achsen der Raͤder und ihre
Lager durch den gewaltigen Druk. Der hier in Rede stehende Riemen dagegen wirkt
mehr als endlose Kette, indem seine Erhoͤhungen in die correspondirenden
Vertiefungen des Rades foͤrmlich eingreifen und einen kraͤftigen,
der Ueberwaͤltigung eines sehr bedeutenden Widerstandes gewachsenen Halt
gewaͤhren, ohne daß eine starke Spannung des Riemens nothwendig
waͤre.
Diese einfache Erfindung duͤrfte, wenn sich ihre Brauchbarkeit vollkommen
herausgestellt hat, fuͤr das Maschinenwesen von vielem Werthe seyn. Die
vorlaͤufig angestellten Versuche fielen sehr befriedigend aus.
Etablissement von Lamarche und Brain in
Ougrée.
Dieses sehr bedeutende, eine Stunde oberhalb Luͤttich am rechten Ufer der
Maas gelegene Werk, welches ich jedoch nur im Voruͤbergehen in
Augenschein nehmen koͤnnte, umfaßt eine Maschinenfabrik, Eisengießerei, Puddlingfrischerei, Blech- und
Stabwalzwerke. Eine Dampfmaschine von 130
Pferdekraͤften, mit einem Kolbenhub von 8 Fuß, treibt die Walzwerke,
einen Hammer und zwei maͤchtige Eisenscheeren. Das Gewicht des
Puddlinghammers wurde zu 134 Centner angegeben. Eisenstaͤbe, welche
denselben in einer Laͤnge von 1 1/2 Fuß verließen, wurden in einer Minute
zu einer Laͤnge von 12 Fuß ausgewalzt. Zwei Scheeren werden von einer Welle aus mittelst zweier excentrischer
Scheiben in Bewegung gesezt; sie sind zu beiden Seiten der leztern angeordnet,
und die Excentrica, worauf ihre Schenkel ruhen, sind so gestellt, daß die eine
Scheere sich schließen muß, waͤhrend die andere sich oͤffnet.
Außer jener gewaltigen Dampfmaschine sind noch 5 andere zur Betreibung von Dreh- und
Bohrwerken und andern mechanischen Apparaten in Thaͤtigkeit; unter diesen
befindet sich eine Dampfmaschine von 12 Pferdekraͤften ohne Balancier,
welche besonders dadurch interessant ist, daß sie einen sehr geringen Raum
einnimmt. Das Ende der Kolbenstange ist unmittelbar mit einer aus drei
beweglichen Staͤben zusammengesezten Gegenlenkung verbunden, welche die Kolbenstange waͤhrend ihrer
Bewegung stets in der senkrechten Linie erhaͤlt; von demselben Ende geht
eine Lenkstange aufwaͤrts nach einem Krummzapfen, an dessen Achse das
Schwungrad sizt.
Eisenbahn mit geneigter Ebene bei
Ougrée.
Nicht weit von dem zulezt erwaͤhnten Etablissement liegt ein
Steinkohlenbergwerk, von welchem aus eine doppelte
Eisenbahn auf einer schiefen Flaͤche
zum Abladepunkt an die Maas hinabfuͤhrt. Wegen der Steilheit des Berges
mußte ein sanft ansteigender Viaduct auf hohen Bogenbauten angelegt werden, auf
welchem der groͤßere Theil der Eisenbahn fortgeleitet ist. Die ganze
Laͤnge der Eisenbahn betraͤgt 640 Fuß; davon besizt eine Streke
von 384 Fuß ein Gefaͤlle von 1/16, und eine Streke von 256 Fuß ein
Gefaͤlle von 1/8. Die vollen Steinkohlenkarren werden, so wie sie aus der
Grube kommen, auf besondere Plattformwagen gestellt
und durch eine Dampfmaschine mit liegendem Cylinder hinabgelassen,
waͤhrend gleichzeitig auf der andern Bahn die leeren Karren
zuruͤkgehen. Die Foͤrderung geschieht innerhalb zwei Minuten, also
mit einer Geschwindigkeit von 5,3 Fuß in der Secunde, und zwar mittelst
bandfoͤrmig gewebter Seile. Die Bahnschienen sind 15 Fuß lang, parallel,
ohne wellenfoͤrmiger Unterflaͤche, 2 Zoll hoch und oben 3/4 Zoll
breit. Von 2 zu 2 Fuß ruhen sie zwischen gußeisernen Traͤgern oder
Chairs, die auf querliegende Holzbloͤke genagelt sind. Ihre Befestigung
an diese Traͤger geschieht mit Huͤlfe flacher Keile, welche von
der Seite her in die zwischen der Schiene und der Wand des Traͤgers
bleibende Spalte geschoben werden. Fig. 68 stellt den
Traͤger a, a mit der Schiene b und dem eingetriebenen Keil c im senkrechten Durchschnitt dar. Die Spurweite der Bahn
betraͤgt 2 Fuß, die Entfernung der einander zunaͤchst liegenden
Schienen beider parallelen Bahnen 1 1/2 Fuß. Damit das Zugtau nicht auf der Erde
schleife, sind von 16 zu 16 Fuß zwischen den Bahngeleisen gußeiserne
Seilleitungsrollen angebracht, uͤber welche die Transportwagen ohne
Hinderniß wegrollen; jede Bahn besizt demnach 40 solcher Rollen. Fig. 69 zeigt die
Rolle, welche 1 Fuß im Durchmesser und 8 Zoll in der Breite mißt, mit ihrem
gußeisernen Lager in der vorderen Ansicht und im Profil. Eine Gloke am Fuß der
schiefen Flaͤche gibt dem auf der Hoͤhe befindlichen
Maschinenwaͤrter das Zeichen, wenn er die Maschine zur
Foͤrderung anlassen soll.
Kohlengrube Val-Benoit.
Diese, dem beruͤhmten Fabrikanten Max Lesoinne
gehoͤrige Grube, liegt ganz nahe bei Luͤttich am linken Maasufer.
Die Kohlenfoͤrderung geschieht aus einem 600 Fuß tiefen Schacht mittelst
flacher, in Spaa angefertigter Taue, welche 8 Zoll in der Breite und 2 Zoll in
der Dike messen. Wo der Schacht zu Tage geht, ist eine sehr zwekmaͤßige
Anordnung getroffen, welche den Arbeitern das Heruͤberziehen der vollen
Steinkohlenwagen uͤber die Schachtoͤffnung erspart. Die Skizze in
Fig.
70 wird hievon eine deutliche Anschauung geben. Die Stelle der sonst
uͤblichen Fallthuͤren vertritt hier eine mit Rollen unterlegte
Buͤhne oder Plattform A, welche auf einer
geneigten Eisenbahn a, a uͤber den Schacht
gerollt werden kann. Das Heraufziehen der Buͤhne wird von einem
Individuum durch Umdrehung der mit Kurbel und Sperrrad versehenen Winde b, von welcher aus ein Seil erst um die horizontale
Rolle c laͤuft und dann an die Buͤhne
A befestigt ist, bewerkstelligt. Waͤhrend
der Foͤrderung ist die Schachtoͤffnung frei und die Buͤhne
verharrt in der auf der Zeichnung angegebenen Lage. Sobald aber der
Steinkohlenwagen B zu Tage angelangt ist, wird der
bei b ins Sperrrad greifende Sperrhaken frei
gemacht, worauf die Buͤhne von selbst uͤber den Schacht rollt, an
die Eisenbahn d sich anschließend. Nun laͤßt
der Maschinenwaͤrter den Foͤrderungswagen auf die Buͤhne
herabsinken; wegen der geneigten Lage der lezteren rollt er uͤber
dieselbe hinweg nach der Eisenbahn d hin, auf
welcher er sofort, nachdem das Tau losgemacht worden ist, weiter geschoben
wird.
Wenige Schritte vom Schacht ist eine sogenannte selbstwirkende schiefe Flaͤche, self-acting inclined plane, mit einer Doppelbahn angelegt. Auf
ihrem Gipfel befindet sich eine horizontale Welle mit zwei Ketten, welche sich
nach entgegengesezter Richtung auf- und abwikeln, so daß, wenn das Ende
der einen Kette am Fuß der schiefen Flaͤche angelangt ist, das Ende der
andern Kette die Hoͤhe erreicht hat.
Der volle, gegen 8 Centner fassende Steinkohlenwagen wird oben an die Kette
befestigt, an den Rand des Abhanges geschoben und dann sich selbst
uͤberlassen; indem er hinabrollt zieht er zugleich auf der andern Bahn
durch sein Uebergewicht einen leeren Karren die schiefe Flaͤche hinauf.
Bemerkenswerth ist das an der erwaͤhnten horizontalen Welle applicirte,
in Fig.
71 von der Seite abgebildete Bremswerk,
welches dazu dient, die allzugroße Beschleunigung des hinabrollenden
Kohlentransportes zu maͤßigen. A ist eine an
der Foͤrderungswelle sizende eiserne Scheibe, gegen welche der Aufseher
im
noͤthigen Falle die Bremsbaken b, c anpreßt;
diese sind an die eisernen, durch die Stange d mit
einander in Verbindung stehenden Hebel B und C befestigt. Die Achse a
ist die einzige, welche in einem festen Lager ruht: um diese dreht sich das
ganze System. Zur Handhabung des Bremswerks dient der Griff e.
Anonyme Gesellschaft fuͤr die Fabrication der
Aloë-Taue.
Von welcher Bedeutung die Fabrication der Seile in Belgien ist, laͤßt sich
schon an ihrer großen Consumtion als Foͤrderungsmittel in den Kohlenminen
abnehmen. Die steigende Nachfrage nach Zugtauen fuͤr die immer
zahlreicher werdenden Steinkohlengruben, ihr hoher Preis und ihre schnelle
Abnuͤzung, erwekte auch hier mit Recht die Grundsaͤze der
Oekonomie, und leitete die speculative Thaͤtigkeit auf ein neues Feld der
Industrie. Es bildete sich naͤmlich vor wenigen Jahren eine anonyme
Gesellschaft fuͤr die Fabrication von Seilen und Foͤrderungstauen
aus dem Baste der Aloëblatter mit einem
Capital von 500,000 Franken. In allen Seehaͤfen Europa's, so wie in allen
groͤßeren Staͤdten Belgiens finden sich Depots von diesem
Fabricat. Zur Zeit meines Besuchs in Belgien waren flache Aloëtaue
bereits in mehreren bedeutenden Steinkohlengruben mit dem besten Erfolg
eingefuͤhrt. Das flache, in den Gruben des Hrn. Braconier bei Luͤttich arbeitende Aloëtau besteht aus 6
runden Seilen, ist 6 Zoll breit und 1 Zoll dik und wiegt 10 Pfund auf drei Fuß
Laͤnge.
Der Ingenieur Chevremont stellte Versuche mit
Aloëseilen an, beobachtete die im Gebrauch befindlichen und verglich ihre
Leistungen mit denjenigen der Hanftaue. Als Resultate dieser Forschungen ergaben
sich folgende Eigenthuͤmlichkeiten, welche die Aloëtaue
charakterisiren, und ihnen ruͤksichtlich der Foͤrderung in den
Steinkohlengruben und andern Bergwerken den Vorzug vor den Hanftauen geben.
1) Die Aloëseile repraͤsentiren ein Tragvermoͤgen, welches
im Mittel viermal groͤßer ist als dasjenige der Hanfseile von gleichem
Durchmesser und durch einerlei Verfahren erzeugt.
2) Der Aloëbast enthaͤlt eine von Natur harzige Substanz, welche
die aus ihm verfertigten Taue vor den schaͤdlichen Einfluͤssen der
Feuchtigkeit schuͤzt und das Betheeren unnoͤthig macht. Man will
gefunden haben, daß Hanfseile durch das Theeren beinahe 1/4 ihrer Tragkraft
einbuͤßen.
3) Die glatte Oberflaͤche der Aloëtaue, welche ihnen einen
besondern Glanz gibt, ist sehr geeignet, die Reibung zu vermindern und die
Abnuͤzung zu verzoͤgern. Sie wurden, in endloser Gestalt
uͤber Rollen laufend, zur Fortpflanzung der Bewegung bei Maschinen benuͤzt und
von zehnmal so großer Dauer als Hanfseile von gleichem Durchmesser gefunden.
4) Das specifische Gewicht der Aloëtaue verhaͤlt sich zum
specifischen Gewicht der Hanftaue, wie 9 : 15. Diese große Leichtigkeit ist ein
fuͤr die Schachtfoͤrderung sehr zu beachtender Vorzug, namentlich
da, wo es sich um bedeutende Tiefen handelt.
5) Die Aloëseile verlieren nichts von ihrer Tragkraft, wenn sie benezt
werden, wogegen die Hanfseile, selbst wenn sie neu sind, durch Benezung 1/3
ihres Tragvermoͤgens einbuͤßen.
6) Taucht man ein neues Aloëseil ins Wasser, so verkuͤrzt es sich
nur um 2 Procent, das Hanfseil um 9 Procent.
7) Die Aloëtaue zeichnen sich vor den hanfenen durch ihre ungemeine
Biegsamkeit aus. Wer den Straffheits-Widerstand kennt, welchen namentlich
ein dikes Hanftau beim Biegen um eine Rolle darbietet, der wird diesen Vortheil
der Aloëtaue zu wuͤrdigen wissen.
(Beschluß im naͤchsten
Hefte.)
Tafeln