| Titel: | Verbesserungen in der Fabrication von Flinten- und Pistolenschlössern, worauf sich George Roundt, Schlosser in Birmingham, und Samuel Whitford, Modelstecher ebendaselbst, am 30. Junius 1838 ein Patent ertheilen ließen. |
| Fundstelle: | Band 72, Jahrgang 1839, Nr. XXV., S. 92 |
| Download: | XML |
XXV.
Verbesserungen in der Fabrication von
Flinten- und Pistolenschloͤssern, worauf sich George Roundt, Schlosser in Birmingham, und
Samuel Whitford,
Modelstecher ebendaselbst, am 30. Junius 1838
ein Patent ertheilen ließen.
Aus dem Repertory of Patent-Inventions.
Maͤrz 1839, S. 163.
Mit Abbildungen auf Tab.
III.
Round's and Whitford's Verbesserungen an Flinten- und
Pistolenschloͤssern.
Unsere Verbesserungen in der Fabrication der Flinten- und
Pistolenschloͤsser beruhen darauf, daß wir die Schloßbleche, die
Haͤmmer, die Nuß, die Stangen, die Studel und die Wangen mittelst
Praͤgstaͤmpeln und Pressen verfertigen, anstatt sie wie
gewoͤhnlich mit dem Hammer und einigen anderen Handwerkzeugen ausarbeiten zu
lassen. Wir erreichen hiedurch folgende zwei Vortheile: 1) kann man auf diese Weise
eine beliebige Anzahl dieser Theile genau von gleicher Groͤße und Form
verfertigen, waͤhrend nach der gewoͤhnlichen
Fabrications-Methode ihrer kaum zwei von vollkommener Gleichheit zu finden
sind. Es ist dieß kein bloß nomineller Vortheil, denn es ist fuͤr Soldaten
sowohl als fuͤr Jaͤger von ungeheurer Wichtigkeit, Theile zur Hand zu
haben, die sie im Falle eines Bruches irgend eines Stuͤkes gleich und ohne
alle Schwierigkeit an deren Stelle einsezen koͤnnen. 2) Die Fabrication der
Schloßtheile geht viel rascher. Wir gehen nunmehr auf die Beschreibung der Apparate
uͤber, deren wir uns bedienen.
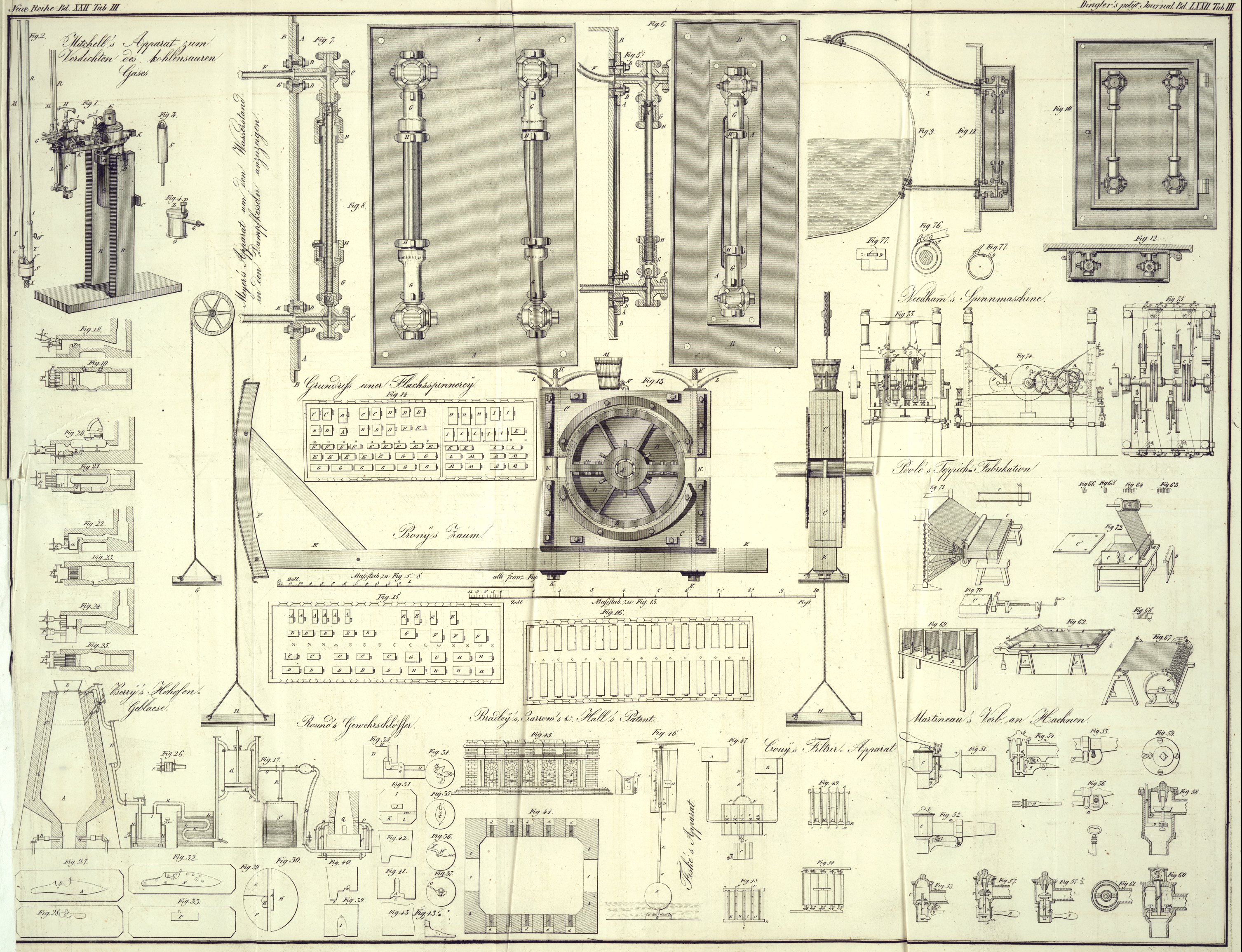
Fig. 27 ist
die Matrize, mit welcher bei der Erzeugung der Schloßbleche die erste Operation
vollbracht wird. Fig. 28 ist die hiezu gehoͤrige Patrize. Diese Model werden in ein
gewoͤhnliches Praͤgwerk von solcher Groͤße eingesezt, daß es
einen Hammer von 140 oder 150 Pfd. Schwere und Stangen von beilaͤufig 8 Fuß
hat. In Fig.
27 ist A eine Vertiefung, welche die Form und
Tiefe des Schloßbleches, allein um 1/6 Zoll mehr Breite und Laͤnge hat. B ist ein in die Matrize gemachtes Loch, welches jedoch
tiefer und weiter ist, als es zur Aufnahme des zur Bildung der Pfanne noͤthigen
Eisens erforderlich waͤre. In Fig. 28 ist C eine Vertiefung, welche dem an dem Schloßbleche
erforderlichen Schnabel entspricht. Man nimmt ein flaches Eisenstuͤk, welches
so breit und so dik ist, daß es alle Theile auszufuͤllen vermag, wenn es
unter dem Bleche gehaͤmmert wird; man nimmt ferner zwei vierekige
Eisenstuͤke, welche die beiden Vertiefungen B und
C auszufuͤllen im Stande sind. Wenn diese
drei Stuͤke durch Schweißung verbunden worden, so legt man sie, nachdem man
sie abermals erhizt hat, auf die Matrize Fig. 27, und laͤßt
die Patrize Fig.
28 fuͤnf- bis sechsmal darauf fallen, bis jeder Theil
gehoͤrig ausgepraͤgt worden. Ist dieß geschehen, so beschneidet man
die gefertigten Bleche mit Scheeren, welche in einer starken Presse fixirt sind.
Anstatt zwei Eisenstuͤke durch Schweißung zu verbinden, kann man auch einen
Eisenstab, welchem beim Auswalzen die in Fig. 43* ersichtliche
Gestalt gegeben worden, zu dem angegebenen Zweke verwenden.
In Fig. 29,
30 und
31 sieht
man die Model, welche zum Formen der Pfannen an den mit Steinfeuer zu versehenden
Schloͤssern bestimmt sind. In Fig. 29 sieht man den
Theil D des Models um soviel uͤber den Theil F erhaben, als fuͤr die Hoͤhe des die
Pfanne umgebenden Walles erforderlich ist. Die in der unteren Oberflaͤche des
Models F befindliche Vertiefung E hat genau die Form der zu erzeugenden Pfanne. In Fig. 30 hat der Model
genau dieselbe Hoͤhe, wie die untere Oberflaͤche an dem Model Fig. 29,
naͤmlich wie E. Man bemerkt hier an diesem Model
die Vertiefung G, welche genau dem Schnabel, den das
Schloß bekommen soll, entspricht. Man bringt die beiden Model in ein
Praͤgwerk von der oben angegebenen Staͤrke, und zwar in einer solchen
Entfernung von einander, daß das aus den ersten Staͤmpeln kommende
Schloßblech nach der Seite zwischen sie eingelegt werden kann, und zwar so, daß der
an ihm befindliche Vorsprung genau uͤber die Pfanne F zu liegen kommt. Die Model werden mittelst eines Eisenstuͤkes von
gehoͤriger Dike, welches zwischen die unteren Theile der Model gelegt wird,
in dieser Entfernung von einander erhalten.
Fig. 31 zeigt
die zur Bildung der Pfannen erforderliche Patrize. Sie ist so geformt, daß wenn ihr
Theil K auf D,
Fig. 29 und
30 zu
liegen kommt, und die Theile I, L genau auf die Theile
F und H treffen, der
Vorsprung J in die Pfanne E
hineinragt, und dadurch die sogenannte Bohrung derselben bildet. Die in diese
Patrize geschnittene Kerbe M dient zur Aufnahme des
uͤber den Schnabel hinausragenden Theiles des Walles. Wenn diese Patrize in
dem Praͤgwerke fixirt worden, so ist die Pfanne auf einen Schlag gebildet, so daß man den Rand
nur mehr mit einer in einer Presse fixirten Zwikscheere zuzuschneiden braucht. Man
wirft die Schloßbleche in diesem Zustande in eine Scheuerbuͤchse oder reinigt
sie auf irgend andere Weise von dem bei diesen Operationen sich auf ihnen ansezenden
Oxyde.
Fig. 32 und
33 zeigen
die zur Vollendung der Pfannen bestimmten Model. In der Matrize Fig. 32 bemerkt man eine
Vertiefung N, welche genau die Form und Groͤße
der zu verfertigenden Schloßbleche hat, und aus der an jenen Stellen, an denen die
Bleche Loͤcher zu bekommen haben, Zapfen hervorragen. Die Vertiefung O ist so groß, daß sie die in Fig. 29, 30 und 31 gebildete Pfanne
aufzunehmen im Stande ist. Die Patrize Fig. 33 ist vollkommen
flach, mit einziger Ausnahme des Ausschnittes P, der an
Laͤnge und Breite dem Schnabel des Schlosses gleichkommen soll. Wenn das
durch die zuerst beschriebenen Model gegangene Schloßblech erhizt, und so in den
Model Fig. 32
gelegt worden, daß die Pfanne in den Ausschnitt O zu
liegen kommt, so laͤßt man das Praͤgwerk zwei Schlaͤge darauf
machen. Man laͤßt dann die Raͤnder beschneiden, wirft es nochmal in
die Scheuerbuͤchse, erhizt es abermal, und gibt ihm dann zwischen denselben
Modeln noch zwei Schlaͤge, wodurch es sehr glatt wird. In diesem Zustande
brauchen nur mehr in einer kleinen Presse die noͤthigen Loͤcher
erzeugt, und in einer staͤrkeren Presse in der Pfanne das fuͤr den Siz
des Hammers bestimmte Loch hervorgebracht zu werden.
Fig. 34 zeigt
die zum Auspraͤgen der Studeln bestimmte Matrize, an der die Vertiefung Q in Hinsicht auf Form und Groͤße genau der
gewuͤnschten Studel zu entsprechen hat. Die hiezu gehoͤrige Patrize
ist vollkommen flach. Man erhizt ein beinahe vierekiges Stuͤk Eisen, und legt
es von R bis S quer
uͤber die Matrize. Die Patrize fixirt man in einem Ausschlaghammer von
beilaͤufig 90 Pfd. Schwere, welcher mit einem einzigen Schlage die ganze
Studel vollendet, so daß nur mehr die Raͤnder zuzuschneiden und die
Loͤcher auszubohren sind.
Fig. 35 ist
die zum Ausschlagen der Wange (jaw) bestimmte Matrize,
in welcher man bei T eine an Form und Groͤße der
gewuͤnschten Wange gleichkommende Vertiefung sieht. Die dazu gehoͤrige
Patrize ist vollkommen flach. Man legt ein erhiztes vierekiges Stuͤk Eisen
von U bis V quer
uͤber die Matrize, und laͤßt dann die in einem Ausschlaghammer von
beilaͤufig 90 Pfd. Schwere fixirte Patrize zwei oder dreimal darauf
herabfallen. Nach Beschneidung der Raͤnder und Ausbohrung des Loches ist die
Wange vollendet.
Fig. 36 zeigt
die Matrize zum Auspraͤgen der Stangen (sears).
Die in ihr befindliche Vertiefung W entspricht in Form
und Groͤße genau der gewuͤnschten Stange; nur ist die sogenannte Nase
derselben in der Vertiefung Y viel laͤnger, als
sie an der Stange zu seyn braucht. Wir haben diese Einrichtung deßhalb getroffen,
weil es besser ist, wenn diese Nase an dem Rande der Matrize abgeschnitten wird. X ist ein durch die Matrize gehendes Loch, welches zur
Aufnahme des Stieles der Stange dient. Die Patrize ist vollkommen flach. Man zieht
ein vierekiges Stuͤk Eisen an dem einen Ende so aus, daß es den Stiel bildet,
biegt es dann unter rechten Winkeln auf und legt es heiß auf die Matrize. Ein Schlag
der in einem Ausschlaghammer von beilaͤufig 90 Pfd. Schwere fixirten Patrize
reicht hin, um die Stange in so weit zu vollenden, daß nur mehr ihre Raͤnder
beschnitten werden muͤssen.
Fig. 37 zeigt
die Matrize zum Auspraͤgen der Nuß. Die Vertiefung A entspricht genau der Gestalt und Groͤße der gewuͤnschten
Nuß. Das Loch B, welches ganz durch die Matrize geht,
dient zur Aufnahme des Zapfens der Nuß. Der Schnabel C
der Nuß soll gleich der Nase der Stange an dem Rande der Matrize abgeschnitten
werden. Man nimmt ein vierekiges Stuͤk Eisen, zieht es an dem einen Ende aus,
rundet es an dem anderen Ende zu, erhizt es und stekt das ausgezogene Ende in das
Loch B. In dem Ausschlaghammer, welcher 110 Pfd. wiegen
soll, befestigt man zuerst eine flach, schwach ausgebauchte Patrize, die
uͤber dem Zapfen der Nuß schließt. Hat der Hammer mit dieser Patrize einen
Schlag gemacht, so nimmt man dieselbe aus, und bringt an deren Stelle eine andere
flache Patrize, in welcher sich ein rundes Loch von beilaͤufig 1/4 Zoll in
der Tiefe und 1/8 Zoll im Durchmesser befindet, und welche man so einsezt, daß
dieses Loch genau uͤber den Mittelpunkt des Zapfens kommt. Mit dieser Patrize
gibt man, nachdem die Nuß abermals erhizt worden, einen zweiten Schlag, womit die
Nuß bis auf das Beschneiden der Raͤnder fertig ist.
Eine kleine Vorrichtung, womit sowohl die Stange als die Nuß aus der Matrize
ausgetrieben werden kann, sieht man in Fig. 38. D ist die Matrize fuͤr die Stange oder
fuͤr die Nuß. In ihr bemerkt man das Loch E. F
ist ein gebogenes Eisen, welches sich wie ein Hebel an dem Drehpunkte G bewegt; schlaͤgt man mit einem Hammer auf das
Ende H dieses Eisens, so treibt es die Stange oder die
Nuß aus der Matrize heraus.
In Fig. 40 und
41 sieht
man die zum Bilden der Size, der Zaken und der Schwaͤnze der Haͤmmer
bestimmten Matrizen. Man zieht einen erhizten vierekigen Eisenstab an dem Ende so
aus, daß er
beilaͤufig die Gestalt des Hammers bekommt, und legt ihn hierauf so auf die
Matrize Fig.
42, daß sich der zur vorderen Seite bestimmte Theil des Stabes
uͤber die Seite der Matrize bei K erstrekt. Wenn
dann die Patrize Fig. 40 in einem Ausschlaghammer von beilaͤufig 130 Pfd. Schwere
so fixirt worden, daß der Zapfen L soweit uͤber
die Seite der Matrize bei K hinausragt, daß zwischen den
beiden Modeln die Dike der vorderen Seite des Hammers Raum findet, so laͤßt
man den Ausschlaghammer drei bis viermal herabfallen. Hiedurch wird die vordere
Seite des Hammers durch den Vorsprung L unter rechten
Winkeln mit dem Size S gebogen, waͤhrend
gleichzeitig die Zake in den Ausschnitt O
eingedruͤkt und der Siz in dem Ausschnitte N
gebildet wird. Hierauf legt man den Hammer in derselben Hize mit seiner vorderen
Flaͤche auf die Matrize Fig. 39 und laͤßt
die Patrize Fig.
42 in einem Ausschlaghammer von 90 Pfd. Schwere auf sie herabfallen.
Fig. 43 zeigt
die Matrize Fig.
39 von der Seite betrachtet.
Tafeln