| Titel: | Verbesserte Methode Model zum Gießen metallener Zapfen, Knöpfe, Nägel u. dgl. zu verfertigen, worauf sich John Holmes, Ingenieur in Worcester, am 13. Novbr. 1838 ein Patent ertheilen ließ. |
| Fundstelle: | Band 74, Jahrgang 1839, Nr. XLIV., S. 186 |
| Download: | XML |
XLIV.
Verbesserte Methode Model zum Gießen metallener
Zapfen, Knoͤpfe, Naͤgel u. dgl. zu verfertigen, worauf sich John Holmes, Ingenieur in
Worcester, am 13. Novbr. 1838 ein Patent
ertheilen ließ.
Aus dem London Journal of arts. Septbr. 1839, S.
379.
Mit Abbildungen auf Tab.
III.
Holmes's verbesserte Model zum Gießen metallener Zapfen
etc.
Gegenwärtige Erfindungen beruhen auf der Anwendung zweier paralleler Platten, welche
den Modeln angepaßt, und an ihren Oberflächen mit Erhabenheiten und Vertiefungen,
welche der Gestalt der zu gießenden Gegenstände entsprechen, ausgestattet sind. Die
inneren Oberflächen dieser Platten sind vollkommen eben, damit sie zwischen den
beiden Rahmen, welche den Kasten, worin der Model aus Sand geformt wird, bilden, in
innige Berührung mit einander kommen. Ihre äußeren Oberflächen dagegen haben solche
Erhabenheiten und Vertiefungen, daß sie die obere und untere Form der Köpfe der
Nägel, Knöpfe oder sonstigen zu gießenden Gegenstände bilden, während die Schenkel
oder Stiele derselben durch beliebige, von der inneren Oberfläche der einen der
Platten auslaufende Zapfen gebildet werden, welche Zapfen durch Löcher gehen, die in
der anderen Platte an Stellen, die den Mittelpunkten der Köpfe der Nägel oder Knöpfe
genau entsprechen, angebracht sind. Der Model selbst wird, wie sonst, durch Pressen
des Formsandes gebildet; nur befinden sich hier die beiden Flächen des Models auf
den äußeren Oberflächen der beiden Platten, welche in der Mitte des Modelkastens
zwischen den Modelrahmen fixirt sind. Wenn der Model auf solche Weise erzeugt
worden, so werden die beiden Theile des Modelrahmens aus einander genommen, indem
man die Platten an ihren inneren Oberflächen von einander trennt; und wenn sodann
die Platten von den Flächen der Model weggenommen, und die die Sandform enthaltenden
Rahmen zusammengesezt und festgemacht worden, ist der Model zum Gusse fertig. Die
Form der an oder auf der Platte anzubringenden Erhabenheiten oder Vertiefungen ist
von der gewünschten Form des Kopfes des zu gießenden Gegenstandes, und die Form der
Zapfen von der Form, die der Stiel oder Schenkel bekommen soll, abhängig. Um jedoch
mein Verfahren anschaulicher zu machen, habe ich in der Zeichnung ein Paar Platten
und Model abgebildet, wie sie sich zum Gießen von Nägeln für Möbeln, Särge u. dgl.
eignen; wobei ich übrigens ausdrüklich bemerke, daß ich mich durchaus nicht an die
hier dargestellte Methode binde, sondern mir vorbehalte, mich einer jeden anderen zu
dem fraglichen Zweke geeigneten zu bedienen.
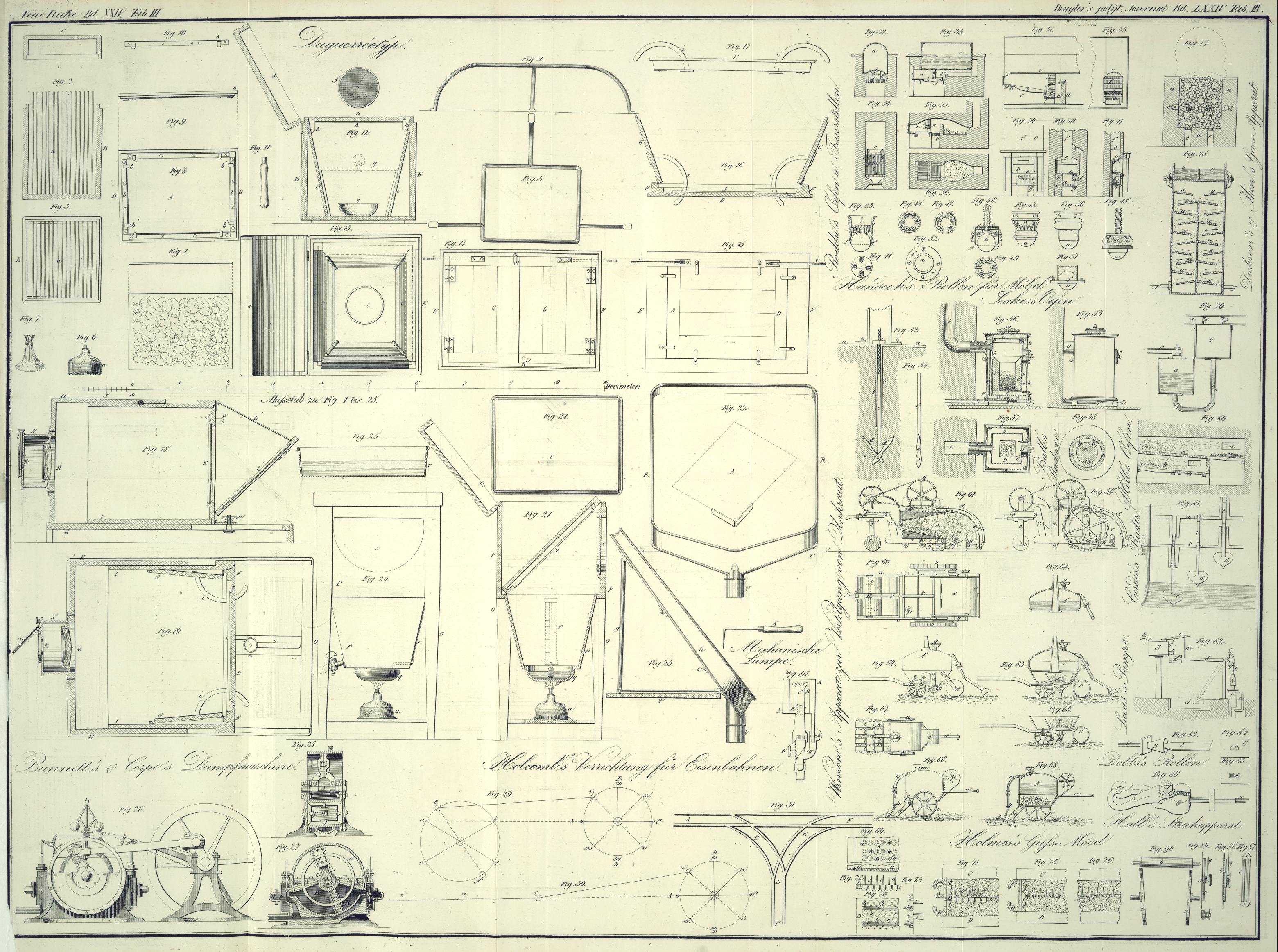
Fig. 69 zeigt
einen Theil der äußeren Oberfläche einer Platte A und
Fig. 70
einen Theil der äußeren Oberfläche der entsprechenden, zum Modelliren von Sargnägeln
bestimmten Platte B. Fig. 71 ist ein
senkrechter Durchschnitt durch die Platte Fig. 69; und Fig. 72 ein
ähnlicher Durchschnitt durch die Platte Fig. 70. Diese Platten
werden durch Auswalzen oder nach irgend einem anderen Verfahren, nach welchem man
ihnen ebene und parallele Oberflächen zu geben im Stande ist, erzeugt. Ihre Dike ist
nicht von Belang, vorausgesezt, daß sie von solcher Stärke und Starrheit sind, daß
ihre Oberflächen eben bleiben.
Eine dieser Platten muß auf ihrer Oberfläche genau nach der Zahl und Größe der zu
verfertigenden Nagel eingetheilt werden, oder man kann zur Andeutung der Spizen oder
Mittelpunkte auch eine Musterplatte auf sie legen. Nachdem dieß geschehen, bohrt man
sodann an den angedeuteten Mittelpunkten Löcher von der Größe der Köpft der zu
verfertigenden Nägel in diese Platte, welche man in Fig. 70 und 72 durch B angedeutet sieht. Hierauf legt man diese Platte und
die in Fig.
69 und 71 mit A bezeichnete Platte Fläche gegen
Fläche auf einander, und bohrt, nachdem man sie fest mit einander verbunden, mit
einem kleinen Bohrer, der mit einem cylindrischen in die Löcher der Platte B, Fig. 70, passenden Zapfen
ausgestattet ist, kleine Löcher, die mit den größern Löchern der Platte B vollkommen concentrisch sind, in die Platte A. Sodann nimmt man beide Platten aus einander, und
erzeugt mit einem gehörigen Bohrer rings um jedes der Löcher in der äußeren
Oberfläche der Platte A. eine concentrische Austiefung.
Diese Austiefungen haben in dem Model den unteren Theilen der Köpfe der Nägel die
gewünschte Form zu geben. Hierauf schneidet man aus starkem Drahte kleine Zapfen,
welche in die großen in die Platte B gebohrten Löcher
b, b passen und in deren Mittelpunkt man ein Loch
bohrt, welches zur Aufnahme eines stählernen Stiftes c
bestimmt ist. Die Zapfen bringt man sodann einzeln in eine Drehbank, in der man
deren äußeres Ende zu einer Halbkugel abdreht, oder in der man diesem Ende irgend
eine andere, der gewünschten Form des äußeren Theiles des Nagelkopfes entsprechende
Gestalt gibt. Diese abgedrehten Zapfen mit den in sie eingesezten Stiften fixirt man
nunmehr in den Löchern der Platte B, wie man dieß in dem
Durchschnitte Fig.
72 sieht; und wenn dieß geschehen, befestigt man auf der äußeren
Oberfläche der Platte B die Rippen d, d, welche in dem Model die zur Leitung des
geschmolzenen Metalles bestimmten Rinnen zu bilden haben. An diesen Rippen müssen
sich kleine Erhabenheiten befinden, und diese haben die Canäle zu bilden, durch welche das
Metall aus den Rinnen in die zum Gusse der Nägel bestimmten Austiefungen fließt.
Nachdem die Platten A und B
auf solche Weise vorbereitet worden, bringt man sie mit ihren Flächen an einander,
wie dieß in Fig.
73, wo der von den beiden Rahmen C, D
gebildete Formkasten mit den zwischen den Rahmen befindlichen Platten A, B abgebildet ist, zu sehen ist. Man füllt hierauf den
Kasten auf die gewöhnliche Weise mit Sand, den man fest gegen die äußeren
Oberflächen der Platten einstampft; und wenn dieß gehörig und sachgemäß vollbracht
worden, nimmt man die beiden Theile des Models an der Mitte zwischen den inneren
Oberflächen der Platten A, B aus einander, indem man den
oberen Rahmen C mit der Platte A sorgfältig senkrecht so aufhebt, daß die Stifte c den in dem oberen Model befindlichen Sand nicht in Unordnung bringen.
Sodann hebt man die Platten A, B von den Modeln ab, und
sezt die beiden Nahmen ohne Platten auf einander, womit der Model zum Gusse fertig
ist, und die für die Nägel bestimmten Austiefungen darbietet, wie man in Fig. 74 sieht.
Nach geschehenem Gusse hebt man die Nägel in Stangen aus dem Sande, und bricht sie
auf gewöhnliche Weise von den Gießcanälen ab. Sie brauchen dann nur mehr angelassen,
verzinnt, lakirt, oder mit Messing oder anderem Metalle überzogen zu werden, was auf
irgend eine der bekannten Methoden geschieht und nicht mit zu meinem Patente
gehört.
Will man Nägel gießen, deren Köpfe oder Stiele eine andere Gestalt haben, so muß die
Form der Ausschnitte in der Platte A verändert werden,
und eben so muß man den Enden der in die Platte B
gestekten Zapfen b, sowie den in die Zapfen eingestekten
Stiften eine andere Gestalt geben. Will man Nieten für Kessel oder glatte
Schraubenspindeln gießen, so hat man anstatt der Stifte c starke Zapfen von solcher Dike, wie sie die zu gießenden Gegenstände
bekommen sollen, in die Platte B einzusezen und in der
Platte A für entsprechende Löcher zu sorgen. (Fig. 75 und
76.)
Es bedarf kaum der Erwähnung, daß verschiedene Metalle und Metalllegirungen zum Gusse
verwendet werden können.
Tafeln