| Titel: | Verbesserte Methode aus Eisen mit anderen Metallen eine Legirung zu erzeugen, welche eine größere Stärke und Zähigkeit besizt, und welche sich hauptsächlich zur Fabrication von Ketten eignet, und Verbesserungen an den zur Verfertigung der Ketten dienenden Maschinerien, worauf sich John Wright, am Park-place bei Glasgow, am 18. Jun. 1839 ein Patent ertheilen ließ. |
| Fundstelle: | Band 77, Jahrgang 1840, Nr. XXV., S. 99 |
| Download: | XML |
XXV.
Verbesserte Methode aus Eisen mit anderen
Metallen eine Legirung zu erzeugen, welche eine groͤßere Staͤrke und
Zaͤhigkeit besizt, und welche sich hauptsaͤchlich zur Fabrication von
Ketten eignet, und Verbesserungen an den zur Verfertigung der Ketten dienenden
Maschinerien, worauf sich John
Wright, am Park-place bei Glasgow, am 18. Jun. 1839 ein Patent ertheilen ließ.
Aus dem London Journal of arts. Mai 1840, S.
121.
Mit Abbildungen auf Tab.
II.
Wright's Fabrication von Ketten.
Meine Erfindung beruht 1) darauf, daß ich Bündel oder Büschel Eisenstäbe, Eisendrähte
oder Eisenstreifen mit flüssigem Kupfer oder einem anderen reinen strengflüssigen
Metalle in der Art verbinde, daß das flüssige Metall in die zwischen den Eisenstäben
oder Eisendrähten befindlichen Zwischenräume eindringt, und mit ihnen eine massive
compacte Metallplatte bildet, welche eine weit größere Stärke und Zähigkeit besizt,
als jedes der einzelnen dazu verwendeten Metalle.
2) auf der Benuzung der auf solche Weise erzeugten Metallmasse zu sehr mannichfachen
Zweken, namentlich zu Kolbenstangen, zu Bolzen, zu Achsen und Wellen, zu
Maschinengestellen, zu Bauten, zu Brüken und Viaducten, zu Schienen für Eisenbahnen,
zu Cylindern und Röhren, zu den Cylindern der Dampfmaschinen, zu Flintenläufen, zu
verschiedenen Gefäßen, zu Radbüchsen und besonders zu den Gliedern und Ringen der
Ketten.
3) endlich auf einer eigenen Maschinerie, in der aus Drähten nach einander
zusammenhängende Kettenglieder gewunden werden können.
Was den ersten Theil anbelangt, so verbinde ich eine entsprechende Anzahl gehörig
großer Eisendrähte, Eisenstäbe oder Eisenstreifen entweder der Länge nach oder in
Spiralwindungen zu sogenannten Bündeln oder Stöken. Dieß geschieht, indem ich die
Drähte oder Stäbe in einen Model, dessen Gestalt dem zu erzeugenden Gegenstande
entspricht, reihe, oder indem ich sie auch auf einen solchen Model bringe, und sie
sodann, um sie in ihrer Stellung zu erhalten, mit anderen Drähten umwikle. Soll eine Röhre erzeugt
werden, so muß die Oberfläche des Models zuerst mit Eisenblech überzogen werden.
Sind die Eisendrähte durch die Bindungsdrähte festgehalten, so schaffe ich die Model
wieder weg, was leicht geschehen kann, wenn dieselben in der Art gebaut sind, daß
man sie in mehrere Theile zerlegen kann.
Nachdem nun diese Drahtbündel dem zu erzeugenden Gegenstande gemäß hergerichtet
worden, bringe ich eine entsprechende Quantität Kupfer in Fluß. Ist das Kupfer
vollkommen geschmolzen, so schäume ich es ab und trage dann so viel gestoßenes Glas
in dasselbe ein als erforderlich ist, um die Schlaken zu einer Masse zu vereinigen,
welche abgenommen werden kann. Wenn sodann noch eine geringe Quantität Borax als
Flußmittel eingetragen worden, so tauche ich die Drahtbündel so lange in das
geschmolzene Kupfer ein, bis dieses in alle zwischen den einzelnen Eisendrähten oder
Eisenstäben befindlichen Zwischenräume eingedrungen ist. Die hiezu erforderliche
Zeit hängt von der Dike der Drahtbündel oder Drahtstöße ab. Bei geringer Dike
derselben reicht z.B. eine halbe Minute währende Eintauchung hin; bei größerem
Umfange derselben sind 1 bis 1 1/2 Minuten erforderlich; bei noch größeren sogar 5
bis 6 Minuten; stets muß jedoch, wenn man den Bündel oder den Gegenstand aus dem
geschmolzenen Kupfer herausnimmt, dieses sich in der Art mit dem Eisen verbunden
haben, daß das Ganze eine compacte Masse bildet, obwohl es aus zwei Metallen
besteht. Viele kleinere Gegenstände brauchen nur in das geschmolzene Kupfer getaucht
und schnell wieder zurükgezogen zu werden; für andere dagegen, und zwar namentlich
für Kettenglieder, ist es besser, wenn man sie langsam durch das flüssige Metall
laufen läßt, wobei übrigens zu bemerken ist, daß ihr Aufenthalt in diesem kein
längerer zu seyn braucht, als es nöthig ist, damit das flüssige Metall sie
durchdringe, und sich mit dem Eisen zu einer compacten Masse verbinde.
Wenn man die auf solche Art erzeugten Gegenstände nach dem Erkalten untersucht, so
wird man finden, daß sie die große im Eingange erwähnte Stärke besizen. Sie sind
dann entweder schon zum Gebrauche fertig, in welchem Falle man nur die Bindedrähte
von ihnen abzunehmen braucht; oder ihre äußere Oberfläche muß, je nachdem es die
Umstände erfordern, noch abgedreht und polirt werden.
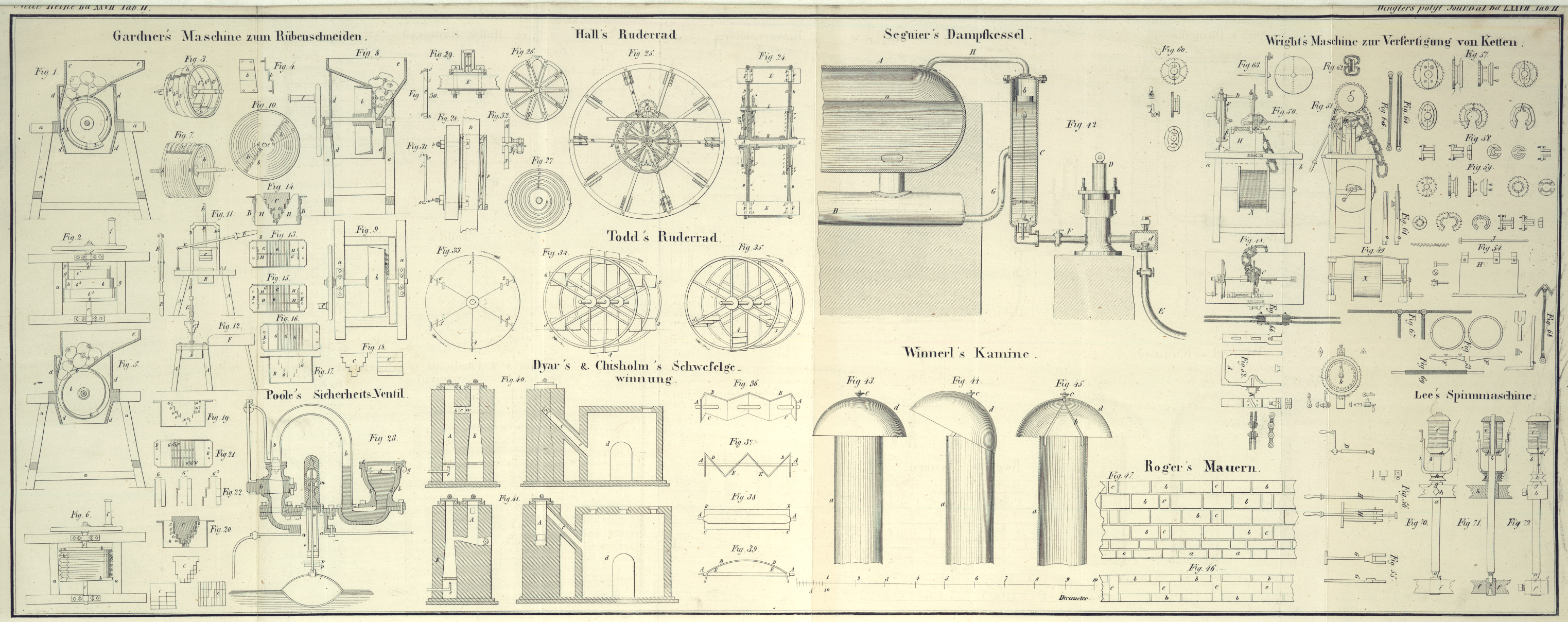
Der dritte Theil meiner Erfindung erhellt aus den beigefügten Zeichnungen, zu deren
Beschreibung ich nunmehr übergehen will. Es ist nämlich Fig. 48 eine von Oben
genommene Ansicht der Maschine; Fig. 49 eine Ansicht
derselben von Unten; Fig. 50 ein seitlicher
Aufriß und Fig.
51 ein Endaufriß; die übrigen Figuren stellen einzelne Theile der Maschine vor. Damit
der Bau und die Einrichtung der Maschine jedoch deutlicher erhelle, will ich
vorläufig die Vorrichtungen angeben, welche sie zu vollbringen hat.
Es wird nämlich ein Eisendraht von einem in dem unteren Theile der Maschine
angebrachten Haspel nach Aufwärts durch einen Führer an eine Rolle geführt, und mit
seinem Ende an dieser befestigt. Durch das Umlaufen dieser Rolle wird der Draht fest
auf den Umfang derselben aufgewunden, wobei er mit Hülfe eines eigenen Führers
vollkommen eben auf die Rolle gelegt wird. Ist eine hinlängliche Drahtmenge
aufgewunden, so wird der Draht durch Bindedrähte, welche an mehreren Stellen um ihn
geschlungen werden, in seiner Stellung erhalten, so zwar, daß wenn man die Rolle
sodann aus der Maschine nimmt und zerlegt, die Drähte einen Ring oder ein
Kettenglied bilden. Dieser Ring wird sodann auf die später anzugebende Weise durch
die in der Rolle befindliche Oeffnung gestekt, und an die Rolle gebunden. Nachdem
dieß geschehen, wird die Rolle abermals in die Maschine gebracht, und neuerdings mit
Draht umwunden, worauf man dann, wenn die Rolle wieder aus der Maschine genommen und
zerlegt wird, die beiden Ringe mit einander verbunden findet.
In Fig. 52
sieht man einzeln für sich den Nahmen A, der, wenn er an
der hölzernen Tafel befestigt worden, den hohlen Zapfen E, um den die Aufwindrolle B umläuft, trägt.
Diese leztere Rolle sieht man in Fig. 57 in verschiedenen
Stellungen betrachtet. Derselbe Rahmen trägt, auch die Welle I), an der, wie man aus
Fig. 48,
50 und
51 sieht,
ein Zahnrad C angebracht ist, welches in die an der
inneren Seite der Rolle B befindliche Verzahnung
eingreift. Hieraus ergibt sich, daß wenn die Kurbel und die Welle D umgetrieben wird, das Rad C die Rolle B umtreibt, woraus dann folgt, daß
sich der Draht von dem Haspel X abwindet, durch den
Führer geführt wird, in der Kehle der Rolle herumgewunden und zu einem Kettengliede
oder Ringe geformt wird.
Fig. 58 zeigt
den hohlen Zapfen, um den die Aufwindrolle läuft, in verschiedenen Stellungen.
Fig. 59 gibt
mehrere Ansichten einer anderen Aufwindrolle, die eine kreisrunde Gestalt hat,
während die in Fig.
57 abgebildete die Form eines Ovales hat. An diesen beiden Arten von
Rollen bemerkt man an dem einen Rande die Verzahnung, mittelst welcher sie durch das
Zahnrad C umgetrieben werden. Wie man sieht, trennen
sich beide Rollen in der Mitte ihrer Kehle; auch öffnen sie sich an einem Gewinde.
Die erstere dieser Einrichtungen ist getroffen, damit man den auf die Rolle
aufgewundenen Drahtring davon abstreifen kann; die zweite hingegen, damit man die eine Seite des
Ringes in das Innere der Rolle hineinschaffen kann, wenn ein zweiter Drahtring an
den ersteren gewunden werden soll.
Die bisherige Beschreibung bezieht sich auf die Verfertigung runder Ketten, wie man
sie z.B. als Ankertaue gebraucht. Zur Leitung des Drahtes während des Auswindens
desselben auf die Rolle dient in diesem Falle ein Handapparat, den man in Fig. 55 und
56 in
verschiedenen Stellungen und in Fig. 51 bei G und H in Thätigkeit sieht.
Handelt es sich dagegen um die Erzeugung flacher Ketten für Gruben und Bergwerke, so
muß die Kehle der Rolle vierekig seyn, wie man sie in Fig. 60 sieht. Auch
geschieht die Leitung des Drahtes in diesem Falle nicht mit der Hand, sondern mit
einem verschiebbaren Führer und einer Stange, welche man in Fig. 54 einzeln für sich
und in Fig.
50 in Thätigkeit sieht. Die Stange J bewegt
sich in Oehren, welche an dem oberen Rande des geradestehenden Brettes für sie
angebracht sind, und an ihr ist der Führer I, durch den
der Draht geht, befestigt. Das Ende der Stange J ruht
mit einer kleinen Reibungsrolle auf dem unebenen Rande des in Fig. 53 in verschiedenen
Stellungen abgebildeten Muschelrades F, und wird durch
eine Spiralfeder gegen dieses leztere angedrükt. Dieses Muschelrad befindet sich an
der Fläche eines Sperrrades K, Fig. 53, welches an einem
in dem Rahmen A fixirten Zapfen umläuft. An der Welle
D befindet sich ein kleiner Sperrkegel L, der, wenn die Welle umläuft, bei jedem halben Umgange
das Sperrrad um einen Zahn weiter bewegt. Hiedurch werden die verschiedenen an dem
Muschelrade befindlichen Erhabenheiten mit dem Ende der Schiebestange in Berührung
gebracht, woraus dann folgt, daß der Führer den Draht in der Aufwindrolle von einer
Seite der Kehle zur anderen hin und her führt, und daß mithin der Draht in
Spiralwindungen aufgewunden wird. Die an der Vorderseite des Sperrrades angebrachten
Zahlen deuten die Zahl der von der Aufwindrolle vollbrachten Umläufe an. Der Zeiger
M ist unbeweglich.
In Fig. 61
sieht man den gegliederten Arm O, mit dessen Hülfe der
Zapfen und die Aufwindrolle an Ort und Stelle erhalten werden, wie man in Fig. 48 und
50
sieht.
Wenn eines der Kettenglieder bricht, öffne ich die Rolle und bringe die beiden nicht
mit einander verbundenen Ringe oder Glieder in das Innere derselben, wie man aus
Fig. 62
sieht. Damit sich der eine der Ringe seitwärts legen kann, ist in dem Zapfen h, wie in Fig. 58 zu ersehen, ein
Ausschnitt angebracht, der es möglich macht, daß die Kette in die in Fig. 50 angedeutete
Stellung gelangen kann. Wenn nun die Rolle unter diesen Umständen auf die früher angedeutete Weise
umgetrieben wird, so wird an die beiden getrennten Kettenglieder ein Ring
geschlungen, der die beiden Glieder mit einander verbindet.
Zum Behufe der Erzeugung von langen Kettengliedern, wie man sie zu Kettenbrüken und
anderen Zweken braucht, bediene ich mich statt der früher beschriebenen Aufwindrolle
der in Fig.
63 abgebildeten kreisrunden Platte, an der ich in Entfernungen, welche der
gewünschten Länge der Glieder entsprechen, zwei kleine Rollen befestige, welche die
Augen der Kettenglieder zu bilden haben. Wenn diese Platte anstatt des Rades C an der Welle D befestigt
worden, so wird der Draht beim Umlaufen der Platte von dem Haspel X abgewunden und in Gestalt der in Fig. 64 angedeuteten
Schlingen aufgewunden. Man hat dann nur mehr, nachdem Augen in die Enden eingesezt
worden, diese Schlingen mit Drähten so zusammen zu binden, daß sie die in Fig. 65
ersichtliche Gestalt bekommen.
Die Verwendung und Verbindung der auf diese Weise gearbeiteten Kettenglieder erhellt
aus Fig. 66,
67 und
68. In
lezterer Figur sieht man um die Augen herum noch eigene Drahtstüke angebracht, um
diesen Theilen dadurch größere Stärke zu geben.
Fig. 69 zeigt
eine nach dem hier beschriebenen Verfahren aus einem Bündel eiserner Drähte oder
Stäbe zusammengesezte und in einer Drehbank abgedrehte Wagenachse.
Ich habe schließlich, um Irrungen zu vermeiden, nur noch zu bemerken, daß in den
meisten der hier beschriebenen Figuren die dazu gehörigen Theile von verschiedenen
Seiten dargestellt sind.
Tafeln