| Titel: | Beschreibung des in Persien gebräuchlichen Verfahrens, um Stabeisen durch eine einzige Operation aus den Erzen zu gewinnen; von James Robertson. |
| Fundstelle: | Band 78, Jahrgang 1840, Nr. XLVIII., S. 230 |
| Download: | XML |
XLVIII.
Beschreibung des in Persien
gebraͤuchlichen Verfahrens, um Stabeisen durch eine einzige Operation aus den
Erzen zu gewinnen; von James
Robertson.
Aus dem Civil Engineers and Architect's Journal. Sept.
1840, S. 296.
Mit Abbildungen auf Tab.
III.
Robertson, uͤber das Verfahren in Persien Stabeisen direct
aus den Erzen zu bereiten.
Das Verfahren Stabeisen durch eine einzige Operation direct aus dem Erze zu gewinnen
ist heutzutage zwar nicht unbekannt, aber in Großbritannien und ganz Europa außer
Gebrauch gekommen. Im 17ten Jahrhundert scheint man bei uns das Stabeisen
vorzugsweise direct aus den Erzen gemacht zu haben; man findet in den Philosophical Transactions vom Jahre 1693 (Bd. XVII. S.
695) folgende kurze Beschreibung des damals an der Milthorpeschmiede in Lancashire
gebräuchlich gewesenen Verfahrens: „Der Schmelzofen ist eine gewöhnliche
Schmiede mit einem aus Eisenklumpen zusammengesezten Herd (Schmelzraum,
Gestell), worin ein Holzkohlenfeuer angemacht und das in Stüke von der Größe
eines Taubeneies zerschlagene Erz eingelegt wird; es wird durch das Gebläse
geschmolzen und hinterläßt das Eisen in einem Klumpen, welcher niemals
vollkommen in Fluß kommt; die Eisenklumpen nimmt man heraus, bringt sie unter
große Hämmer, welche durch Wasserkraft in Bewegung gesezt werden, und gelangt
nach mehrmaligem Erhizen derselben in dem nämlichen Ofen dahin, sie in Stangen
zu verwandeln. Bei jeder Schmelzoperation bekommt man beiläufig einen Centner
Metall aus 3 Cntrn. Erz; man wendet weder Kalkstein, noch irgend ein anderes Flußmittel
an.“
Farey bezweifelt in seinem Werk über die Dampfmaschine,
ob nach dem beschriebenen Verfahren Stabeisen wirklich direct aus dem Eisenerze und
nicht vielmehr aus Roheisen gewonnen wurde. Da jedoch noch gegenwärtig ein ganz
ähnliches Verfahren in Persien befolgt wird, so ist es nicht im Geringsten
unwahrscheinlich, daß aus dem reichhaltigen Hämatit oder faserigen Rotheisensteine
von Lancashire auf diese Weise Stabeisen bereitet wurde.
Der Verfasser dieser Abhandlung hielt sich über zwei Jahre in der Nähe der persischen
Eisenwerke auf (er war mit der Direction der vom Shah errichteten Hohöfen
beauftragt) und zweifelt nicht, daß eine kurze Beschreibung des in diesem Lande bei
der Stabeisen-Fabrication gebräuchlichen Verfahrens interessant und
beachtenswerth befunden wird.
Die persischen Eisengruben im District von Caradogh werden seit den ältesten Zeiten
benuzt, und liefern vortreffliche Eisenerze; die von Jewant nämlich Rotheisenstein, die von Koordkandy und Marzooly aber Magneteisenstein. Schmilzt man diese Erze einzeln für
sich, so liefern sie rothbrüchiges Eisen; die Schmiede wissen aber durch eine
Vermengung der Erze (wobei sie gewöhnlich 2 Th. Jewant-Erz auf 1 Th.
Koordkandy-Erz und 2 Th. Koordkandy-Erz auf 1 Th. Marzooly-Erz
nehmen) ein vortreffliches Stabeisen darzustellen, welches dem russischen vorgezogen
und hauptsächlich zu Hufeisen und Nägeln verarbeitet wird. Das Material zum
Ausschmelzen des Erzes, nämlich Eichenholz, liefert der District von Caradogh in
Ueberfluß.
Zur Gewinnung von Holzkohlen behufs der Stabeisenbereitung
verfahren die Schmiede folgendermaßen: die Holzscheite werden bloß horizontal auf
den Boden gelegt und zu einer beträchtlichen Höhe aufgehäuft; nachdem sie von Unten
angezündet worden sind, läßt man sie frei fortbrennen, bis Rauch und Flamme beinahe
aufgehört haben; das Feuer wird sodann mit Wasser gelöscht, worauf eine sehr leichte Kohle zurükbleibt, die das Eisenerz viel
schneller reducirt, als die schwerere Kohle, welche man beim Verkohlen des Holzes in
geschlossenen Räumen erhält.
Da das Stabeisen in sehr kleinem Maaßstabe fabricirt wird, so entspricht eine
einfache Schmiede dem Zwek. Ein hohler Herd, welcher in dem Lehmboden der Hütte
ausgegraben wird, unten beiläufig 14 Zoll im Quadrat hat und 9 Zoll tief ist, nimmt
das Eisenerz und Brennmaterial auf und ein anderer unmittelbar daran befindlicher
Herd dient zum Aufnehmen der Schlake; lezterer besteht aus einer weiteren
Aushöhlung, ist beiläufig 3 Zoll tiefer als der vorhergehende, und liegt zwischen diesem und
der Mauer am anderen Ende, worin der Schornstein aufgeführt ist. An jeder der beiden
Seiten wird eine 2 bis 3 Fuß hohe Mauer aufgeführt und das Ganze mit großen Steinen,
welche dem Feuer widerstehen können, überdekt. Der erste oder Eisenherd, in welchen
man das Gebläse leitet, wird oben und an den Seiten ganz offen gelassen; zunächst
den Blasebälgen wird aber eine niedere Mauer aufgebaut, damit sie durch die Hize
nicht beschädigt werden können. Das Ganze wird nachher mit Thon und zerhaktem Stroh
überdekt, um den Zug des Schornsteins ungeschwächt zu erhalten. Der Schornstein wird
durch die Mauer der Hütte aufgeführt und reicht selten über ihr Dach hinauf.
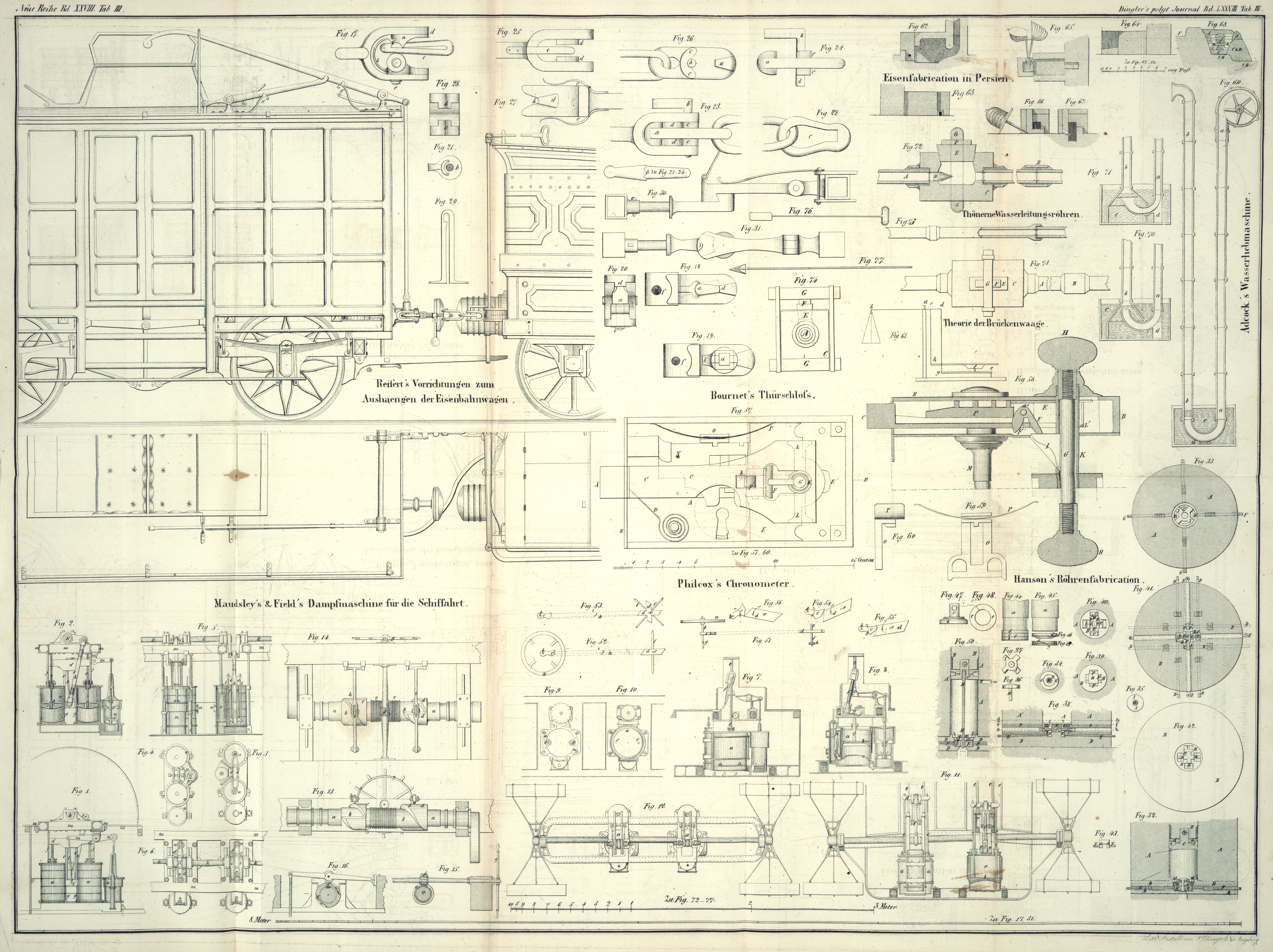
Die Construction und Dimensionen dieser Herde ersieht man am besten aus den
Abbildungen. Fig.
62 ist ein senkrechter Durchschnitt; Fig. 63 und 64 sind
Seitenansichten; Fig. 65 ist ein Grundriß und Fig. 66 eine Endansicht.
Fig. 67
zeigt den Erzherd im Durchschnitt.
Nachdem man die Kohle so ausgewählt hat, daß sie nur aus kleinen und leichten Stüken
besteht, reinigt man sie durch ein Sieb mit engen Maschen von Staub und Sand, indem
man dabei alle schweren Stüke von Kohle oder Steinen, welche zufällig damit vermengt
sind, beseitigt. Nachdem hierauf das rohe Erz ausgewählt, gemengt und in Stüke von
der Größe einer Haselnuß zerschlagen worden ist, befeuchtet man es durch und durch
mit Wasser. Nun wird zwischen dem Eisen- und Schlakenherd aus Kohle und
Kohlenstaub, die man gut niederstampft, ein Damm aufgeführt und derselbe oben mit
Eisenschlake von einer früheren Schmelzung überdekt. Man ersieht diese Anordnung aus
Fig. 68,
wo I. H den Eisenherd, S. H
den Schlakenherd, C und D
Kohle und Staub, S Schlake, C Kohle, O Erz und F den Hüttenboden bezeichnet.
Man stekt nun die Formröhre (Gebläsröhre), welche aus weißem Thon verfertigt ist und
lange eine heftige Hize ohne zu schmelzen ertragen kann, durch das kleine in der
Seitenmauer des Eisenherdes angebrachte Loch; die Spize (der Rüssel) der Röhre
reicht bis in die Mitte des Eisenherdes hinein und steht 6 Zoll von dessen Boden ab,
wie man es in Fig.
67 sieht. Es wird nun eine drei Zoll dike Kohlenschichte über den Boden
des Eisenherdes ausgebreitet und auf diese werden zwei andere Schichten querüber
gelegt, eine gerade unter die Formröhre, beiläufig 6 Zoll breit und 3 Zoll dik, die
andere an der Vorderseite des Herdes von derselben Dike. Die zwei Gräben, welche
dadurch entstehen, füllt man mit befeuchtetem Erz, das gut eingedrükt wird, aus.
Eine zweite Lage Kohle und zwar in glühendem Zustande, wird hierauf über die
vorhergehende unter die Formröhre gelegt und es werden nach und nach andere Schichten von
Kohle und Erz, denen auf dem Boden entsprechend, eingefüllt. Wenn der Herd auf diese
Art beinahe aufgefüllt worden ist, breitet man eine Kohlendeke über die Oberfläche
des Ganzen aus und zwar in gleicher Höhe mit dem oberen Ende des Dammes. Nun sezt
man die Blasebälge in Thätigkeit und ein neben dem Herd stehender Arbeiter stoßt die
Kohle in der Mitte mit einer Eisenstange beständig nieder, indem er von Zeit zu Zeit
kleine Quantitäten in die Mitte des Feuers einführt, in dem Maaße als sie sich sezt.
Anfangs ist ein Arbeiter zum Treiben der Blasebälge hinreichend, gegen das Ende des
Schmelzprocesses sind aber zwei erforderlich, wovon der eine hinter dem anderen
steht. Fig.
65 und 66 zeigen die in ganz Persien allgemein gebräuchlichen Blasebälge. Nach 1
bis 1 1/2stündigem Blasen, wo ein Theil der Formröhre durch die starke Hize erweicht
worden ist, unterbricht man den Wind für einen Augenblik, um die Formröhre weiter
gegen die Mitte des Herdes vorzuschieben. Hierauf sezt man die Blasebälge wieder in
Bewegung und nach 3 bis 3 1/2 Stunden vom Beginn der Operation gerechnet, ist das
Erz zusammengesintert, aber nicht geschmolzen. Das Einblasen von Wind wird dann
nochmals unterbrochen, bis diejenige Hälfte der Eisenmasse, welche sich zunächst dem
Schlakenherd befindet, mit einer Eisenstange gewendet und auf das obere Ende des
Dammes gedrängt worden ist, während die andere Hälfte nach der Mitte des Feuers
gewendet wird. Das Gebläse wird dann sogleich wieder in Thätigkeit gesezt und das in
der Mitte des Feuers befindliche Metall fällt schnell auf den Boden. Hierauf treibt
man auch die andere Hälfte des Eisens in die Mitte hinab und behandelt sie auf
ähnliche Weise, indem man während dieser Operation sehr wenig Kohle oben auf das
Feuer legt. Wenn alles Metall auf den Boden des Herdes niedergesunken ist, wird die
ganze halbflüssige Masse beiläufig noch eine Viertelstunde lang mit einer
Eisenstange umgerührt, der Wind dann eingestellt, die Formröhre herausgezogen und
die brennende Kohle nebst dem Damm mittelst einer Schaufel in den unteren Herd
geschafft; die Schlake läuft sogleich ab und das glühende Eisen bleibt auf dem Boden
des oberen Herdes liegen. Das Metall wird nun mit dem Rüken der Schaufel etwas
zusammengeschlagen, sodann mit einer eisernen Stechstange von den Seiten und vom
Boden des Herdes losgemacht und mit einer großen Zange auf den Boden der Hütte
geschafft. Auf lezterem schlägt man es mit großen Hämmern, um die Schlaken und
andere Unreinigkeiten aus seinen Poren auszutreiben, und nachdem es so zu einer
rohen Masse geformt worden ist, hebt man es auf den Amboß, wo es in eine regelmäßige
Form gehämmert wird. Sodann wird es mit großen Hämmern in zwei Stüke zerschnitten und kann nun
zu Stangen gewalzt werden.
Ein Herd liefert bei jeder Schmelzung gewöhnlich beiläufig 30 Pfd. Stabeisen, zu
dessen Gewinnung nur ungefähr das doppelte Gewicht Erz und das dreifache von Kohle
erforderlich ist. Ein Schmied macht mit seinen Gehülfen täglich drei bis vier
Schmelzen, so daß er einen Centner Stabeisen producirt.
In England verwenden wir 4 Tonnen Erz und 8 Tonnen Kohlen, um eine Tonne Stabeisen zu
gewinnen; während man nach dem beschriebenen Verfahren in Persien mit weniger als
der Hälfte von Material dieselbe Menge Eisen von bei weitem besserer Qualität
erhält. Dieß ist großentheils dem Umstand zuzuschreiben, daß man in Persien viel
reichere Erze und Holzkohle anwendet, zum Theil aber auch der Einfachheit des
Verfahrens, wobei viel weniger Material verwüstet wird; denn das Rösten,
Ausschmelzen, Frischen, Puddeln und Ausreken wird so zu sagen durch ein einziges
Feuer in wenigen Stunden bewerkstelligt.
Die reichen Eisenerze von Cumberland und Lancashire, so wie viele andere in
Großbritannien, würden bei ähnlicher Behandlung ohne Zweifel ähnliche Resultate
liefern und man könnte dabei viel Material, Zeit, Arbeit und Betriebscapital
ersparen.
Ein ähnliches Verfahren wird auch mit bestem Erfolg in der Umgegend von Malatia an
der syrischen Gränze befolgt. Die Eisenerze in diesem Districte gehören unter die
reichsten und wurden von mir in Auftrag der türkischen Regierung untersucht, weil
man Eisenwerke auf dem Fuß der englischen dort zu errichten beabsichtigte. Das
daselbst übliche Verfahren ist sogar noch einfacher als das persische, denn die
Oefen haben die Einrichtung kleiner Flammöfen, und als Brennmaterial wird bloß
trokenes Holz verwendet.
Tafeln