| Titel: | Verbesserungen in der Verfertigung von Faßdauben, Schindeln und Latten, und der dazu dienlichen Maschinen, worauf sich William Hannis Taylor im Norfolk Street, Strand, in der Grafschaft Middlesex, am 20. Mai 1840 ein Patent ertheilen ließ. |
| Fundstelle: | Band 81, Jahrgang 1841, Nr. LXXX., S. 324 |
| Download: | XML |
LXXX.
Verbesserungen in der
Verfertigung von Faßdauben, Schindeln und Latten, und der dazu
dienlichen Maschinen, worauf sich William Hannis Taylor im
Norfolk Street, Strand, in der Grafschaft Middlesex, am 20. Mai 1840 ein Patent
ertheilen ließ.
Aus dem Repertory of
Patent-Inventions. Jun. 1841, S.
337.
Mit Abbildungen auf Tab. VI.
Taylor's Verfertigung von Faßdauben
etc.
Meine Verbesserungen bestehen darin, daß ich das zu Faßdauben,
Schindeln und Latten zu verarbeitende Holz so lange mit Dämpfen
durchdringen lasse, bis es eine solche Weichheit und
Geschmeidigkeit erlangt, daß es mit Hülfe eines geeigneten
Mechanismus in verschiedene Formen geschnitten werden kann, und
zwar mit einer bisher unerreichten Geschwindigkeit und
Gleichförmigkeit; dabei findet ein weit geringerer Abgang an
Material statt, als bei dem sonst üblichen Proceß des Sägens,
Raspelns, Hobelns und Bearbeitens mit der Art; das
solchergestalt vorbereitete Holz kommt in die verbesserte
Maschine zum Behauen und Formen.
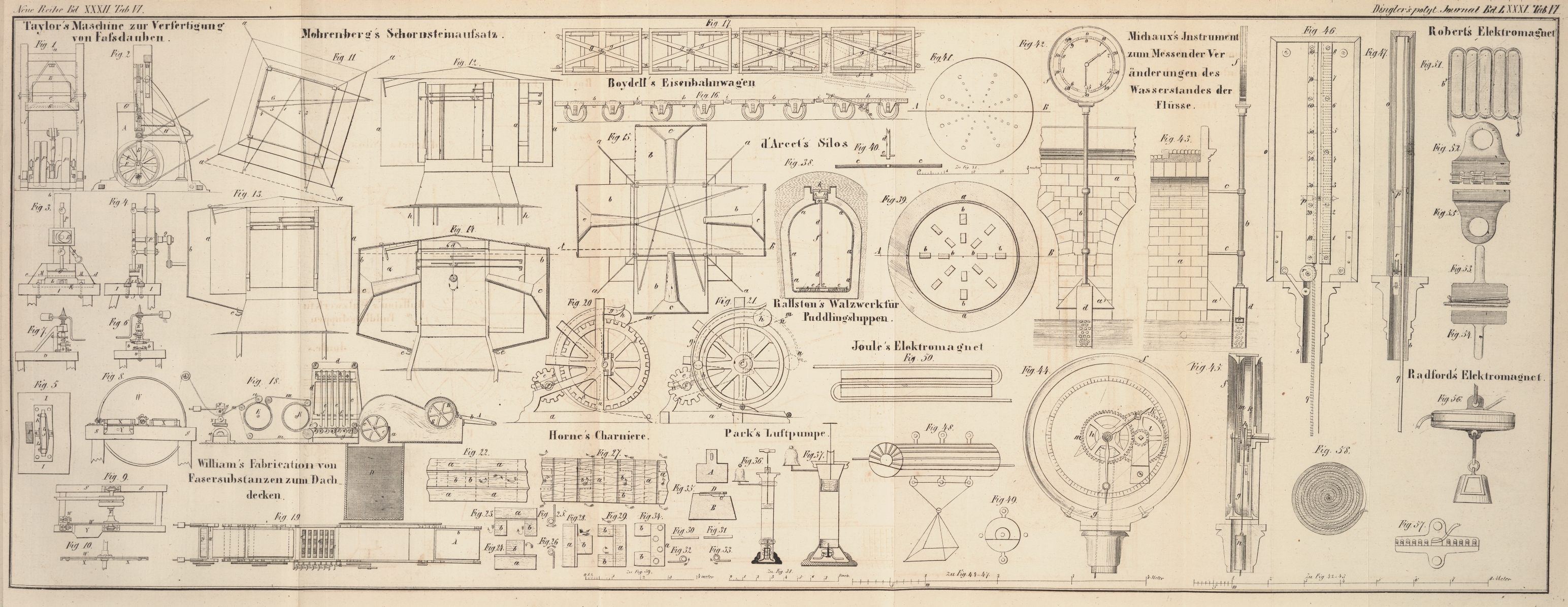
Fig. 1 ist die Frontansicht und Fig. 2
der nach der Linie ab, Fig. 1, geführte seitliche Durchschnitt einer
Maschine, um Holzblöke, nachdem sie bis zu dem oben erwähnten
Grade der Weichheit und Geschmeidigkeit in einer geschlossenen
Dampfkammer den Dämpfen ausgesezt wurden, in gerade Stüke von
rectangulärer Form, z.B. in Latten, Schindeln oder Faßdauben zu
schneiden, ehe man ihnen die erforderliche Krümmung gibt. A, A ist das Gestell der Maschine.
B, B eine starke eiserne Platte,
welche in Nuten, die sich in den Seitenpfosten des Gestells
befinden, auf- und nieder gleitet. C ein gerades, am Vordertheil der Schieberplatte B befestigtes Messer, dessen Abstand
von der Platte B so regulirt ist,
daß derselbe der Dike, welche den aus den Blöken geschnittenen
Stüken gegeben werden soll, entspricht. D eine Lenkstange, welche den unteren Theil der
verschiebbaren Platte B mit der
Kurbel E verbindet. Das Räderwerk
F, F steht mit einer
Dampfmaschine oder irgend einer andern Triebkraft in Verbindung,
wodurch der Kurbel eine rotirende und der verschiebbaren Platte
mit ihrem Messer mittelst der Kurbel eine auf- und
niedergehende Bewegung ertheilt wird. F² ist ein Schwungrad. G eine Platform, auf die der zu schneidende Blok zu
liegen kommt, und auf welcher derselbe aus freier Hand gegen die
Platte B hin und unter das Messer
C geschoben wird. Bei jedem
Niedergang des Messers fallen die Holzspäne auf ein schräges
Gesimse H.
Die Figuren
3, 4 und
5
stellen eine zweite Maschine dar, in welche die zu Faßdauben
bestimmten Holzstüke gelangen, nachdem sie die oben beschriebene
Maschine in geradliniger rectangulärer Form verlassen haben. In
diesen Maschinen erlangen sie an ihren Seiten diejenige
Krümmung, welche ihre Verwendung zu Tonnen und ähnlichen
Artikeln erfordert.
Fig. 3 ist eine Frontansicht der genannten Maschine,
Fig. 4
eine theilweise im Durchschnitt dargestellte Seitenansicht und
Fig. 5
ein Grundriß durch die Linie c, d,
Fig.
3. I ist eine starke hölzerne
Tafel mit einer rechtwinkligen Oeffnung J in der Mitte; K eine
Eisenplatte mit einer der Oeffnung J
correspondirenden Oeffnung, welche in die hölzerne Tafel
eingelassen und fest mit derselben verbunden ist. L, L sind zwei mittelst Schrauben
und Schraubenmuttern an die Eisenplatte K befestigte Messer mit aufwärts gerichteten
Schneiden, welche an beiden Seiten der rechtwinkligen Oeffnung
angebracht sind, jedoch ein wenig über dieselbe hervorstehen, so
daß der zwischen denselben befindliche hohle Raum der den
Faßdauben zu gebenden Form genau entspricht. M stellt einen pyramidalisch
gestalteten, in der Mitte hohlen Holzblok dar, welcher als Dekel
für die Messer L, L dient und mit
Bolzen an die Tafel I befestigt ist.
Die durch die erste oben bereits beschriebene Maschine
verfertigten rectangulären Holzstüke werden, zwei, drei, vier
oder mehrere auf einmal in die im Blok M befindliche Höhlung gelegt, und kommen auf die
Schneiden der Messer L, L, Fig. 4 zu liegen. O ist
ein verticaler Stempel, welcher auf die Holzstüke gewaltsam
niedergepreßt wird oder herabfällt und dadurch die Messer L, L veranlaßt, von Unten herauf
gegen die Holzstüke zu wirken, und sie in die verlangte Form zu
schneiden, worauf dieselben durch die Oeffnung J zu Boden fallen. Der Stempel
bewegt sich in den Büchsen e, e
zweier hervorstehenden, an die Säule P befestigter Arme, die ihn stets in genauem
Parallelismus erhalten, auf und nieder; die Bewegung erhält er
von der durch Dampf oder irgend eine andere zwekmäßige
Triebkraft in Thätigkeit zu sezenden Welle Q mit Hülfe des Excentricums R. Die so weit in Faßdauben verwandelten Holzstüke gelangen schließlich in die dritte,
Fig. 6
u. 7
dargestellte Maschine, wo sie ihrer ganzen Länge und Breite nach
in die für Tonnen, Fässer und andere ähnliche Artikel
erforderliche bauchige oder parabolische Form gebogen
werden.
Fig. 6 gibt einen Frontaufriß, und
Fig. 7 eine Seitenansicht dieser Maschine. Auf der
Tafel V ist ein Holzblok b
befestigt, in dessen Oberfläche eine Vertiefung oder Concavität
m, m von der den Dauben zu
gebenden Form gearbeitet ist. Z ist
eine auf die in den Figuren dargestellte Weise auf dieselbe
Tafel V befestigte Schraubenpresse, welche an dem unteren Ende
ihrer Spindel s einen convexen
Stempel n trägt, dessen Krümmung mit
der so eben erwähnten Concavität m,
m genau coincidirt. Nachdem ein oder zwei Holzstüke
oben auf die Form m, m gelegt worden
sind, bewegt man den Stempel durch eine Umdrehung der
Preßspindel auf dieselben nieder, worauf sie sogleich in die
verlangte Gestalt gepreßt erscheinen. Die zum Durchgang der
Dauben durch alle drei Maschinen erforderliche Zeit ist so kurz,
daß sie noch warm aus der lezten Maschine in vollendetem
Zustande hervorgehen, und es ist wesentlich, daß man sie in den
zwischen den verschiedenen Operationen liegenden Intervallen
nicht erkalten lasse. Anstatt der oben beschriebenen
Schneid- oder Hobelmaschine (slicing-machine) kann man sich auch der Fig. 8, 9 und
10
dargestellten Maschine bedienen. Fig. 8
gibt eine Seitenansicht, Fig. 9
einen Grundriß und Fig.
10 einen Durchschnitt der kreisförmigen Platte, woraus
sich die Befestigungsweise der Messer abnehmen läßt. Auf dem
Gestelle s, s lagert eine Achse T, an welcher eine rotirende
eiserne, 1 bis 2 Zoll dike Kreisscheibe W sizt. An dieser Scheibe befindet sich ein
hervorspringender Kranz, dessen Tiefe ein wenig größer als die
den Dauben, Schindeln oder Latten zu gebende Breite ist. Auf der
einen Seite des Gestells sind zwei kleine Rollen w, w dergestalt befestigt, daß die
Peripherie der Scheibe W bei ihrer
Rotation zwischen ihnen hindurch sich bewegen muß, und auf diese
Weise stets in hinreichend paralleler Lage erhalten wird. X sind zwei vorn an die Scheibe W geschraubte gerade Messer, welche
indessen so weit von der Scheibe abstehen, als die Tiefe des
vorspringenden Kranzes beträgt. Anstatt zweier solcher Messer
kann auch eine größere Anzahl an die fragliche Scheibe befestigt
werden, wie dieses die Quantität der zu liefernden Arbeit
wünschenswerth macht und die praktische Erfahrung eingibt. Y ist eine Platform, auf welcher die
Holzblöke den Messern dargeboten werden.
Nachdem ich nunmehr meine Verbesserungen und die Methode sie
praktisch auszuführen ihrem Wesen nach beschrieben habe, so
erkläre ich in Betreff meiner Verbesserung in
der Fabricationsmethode der Faßdauben, Schindeln und Latten als
neu und als meine Erfindung den
Dampfdurchdringungs-Proceß des Holzes, wonach dasselbe in
einen solchen Zustand der Weichheit und Geschmeidigkeit
übergeht, daß es mit einer bisher unerreichten Geschwindigkeit
und Gleichförmigkeit in verschiedene Formen geschnitten werden
kann, wobei ein weit geringerer Abgang an Material stattfindet,
als bei dem sonst üblichen Proceß des Sägens, Raspelns u.s.w.
Als meine Erfindung und als neu erkläre ich zweitens die vier
verschiedenen oben beschriebenen Maschinen, wodurch die besagten
Schindeln und Latten weit schneller, mit weit geringeren Kosten,
und hinsichtlich ihrer Beschaffenheit und Form mit größerer
Gleichförmigkeit verfertigt werden können, als dieß bisher
geschah.
Tafeln