| Titel: | Verbesserungen in der Fabrication überzogener Knöpfe, worauf sich Joseph Parkes, Knopfmacher in Birmingham, am 29. März 1841 ein Patent ertheilen ließ. |
| Fundstelle: | Band 84, Jahrgang 1842, Nr. XXXIII., S. 200 |
| Download: | XML |
XXXIII.
Verbesserungen in der Fabrication
uͤberzogener Knoͤpfe, worauf sich Joseph Parkes, Knopfmacher in Birmingham, am 29. Maͤrz 1841 ein Patent ertheilen ließ.
Aus dem Repertory of Patent-Inventions. Dec.
1841, S. 337.
Mit Abbildungen auf Tab.
IV.
Parkes' Verbesserungen in der Fabrication überzogener
Knöpfe.
Meine Erfindung bezieht sich auf Verbesserungen in der Fabrication überzogener, in
Formen gepreßter Knöpfe, wobei ich mich des Horns als
Ueberzugsmaterial bediene. Ehe ich zur Beschreibung der beigefügten Abbildungen
übergehe, schike ich noch die Bemerkung voran, daß mein Verfahren dem bei der
Fabrication der Florentiner Knöpfe befolgten ganz ähnlich ist, aber besondere
Modificationen nöthig sind, um die Procedur der eigentlichen Beschaffenheit des
Horns anzupassen, welches meiner Erfindung gemäß den Ueberzug für die Vorderfläche
jedes Knopfes bildet.
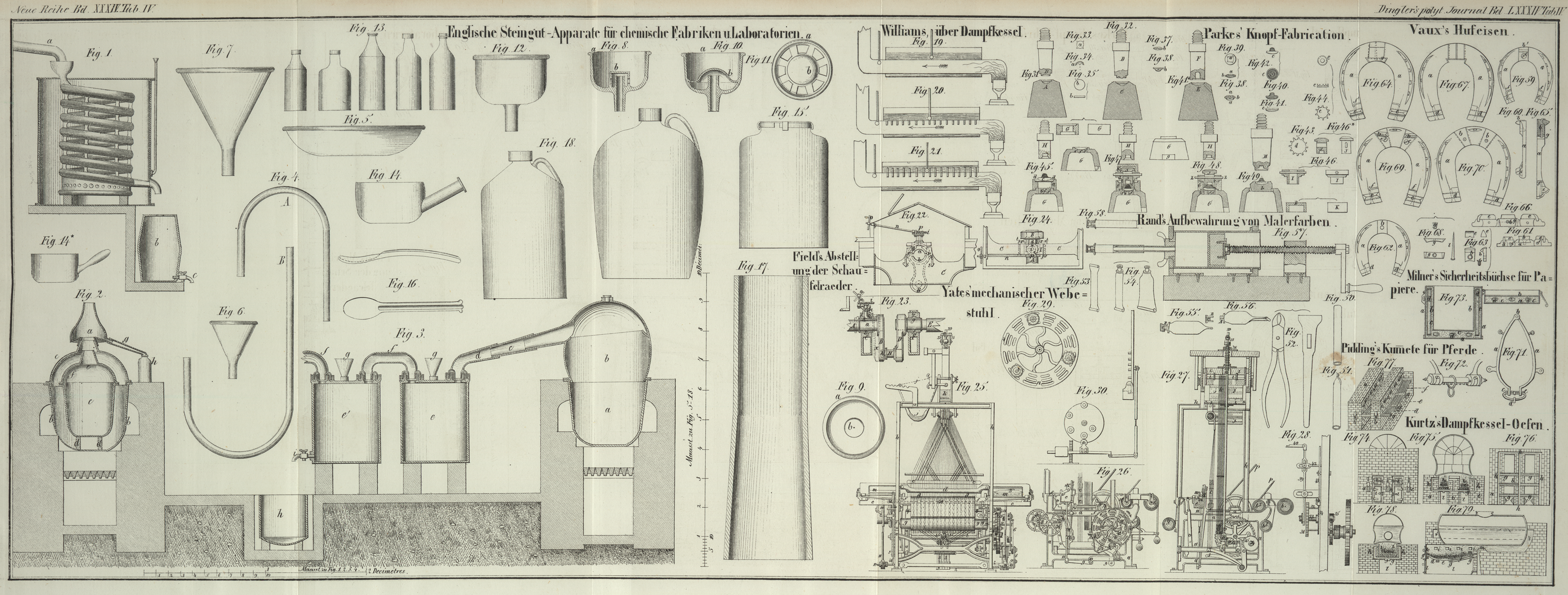
Fig. 31
liefert den Durchschnitt einer unteren Form und den theilweisen Durchschnitt eines
Stempels, deren ich mich zur Herstellung des Kerns der Knopfplatte (button-board) bediene. Auf die eine Seite der
lezteren kommt eine Metallplatte.
Fig. 32 stellt
eine andere Form mit ihrem Stempel, die erstere ganz, den leztern theilweise im
Durchschnitt dar, mit deren Hülfe der Knopf weiter bearbeitet wird. Eine Metallscheibe kommt
auf die andere Seite der Knopfscheibe, welche sofort mit den Metallplatten auf
beiden Seiten in die verlangte Form gebracht wird.
a, Fig. 33, zeigt den
Grundriß einer Eisenblechscheibe mit vier Spizen, die ich mittelst einer
Schwungpresse ausschlage, die Spizen biege ich sodann nach Unten zu um, und presse
die Scheibe in die in Fig. 34 dargestellte
Form; zwei solche Scheiben bringe ich an den inneren Seiten der Knopfscheibe eines
jeden Knopfes an.
b, Fig. 35, stellt den
Grundriß und die Seitenansicht einer kreisrunden Scheibe der Knopfplatte dar, welche
sich für den innern Kern eines Knopfes eignet. Die Formen, Fig. 31 und 32, kommen in
geeignete Pressen; die eine der geprägten Scheiben a
legt man in die untere Form A, die Spizen nach Oben
gekehrt, und auf diese Spizen eine Knopfplatte, wie Fig. 36 zeigt; darauf
läßt man den Stempel B niedergehen, wodurch die
Knopfplatte in die in Fig. 37 dargestellte Form
gepreßt wird. Jezt erhält die auf solche Weise geprägte Knopfplatte b auch auf der anderen Seite eine Scheibe a, wie Fig. 38 zeigt. Zu dem
Ende legt man die an die Knopfplatte zu befestigende Scheibe zunächst in die Form
C, Fig. 32, während die
bereits befestigte Scheibe aufwärts gekehrt ist, sodann läßt man den Stempel D niedergehen, worauf die Knopfplatte mit den Scheiben
auf jeder Seite in der in Fig. 39 dargestellten
Form erscheint. Es ist zu bemerken, daß die eine Scheibe wegen der Form des Stempels
concav, während die andere der Beschaffenheit des Knopfes gemäß convex gepreßt
wird.
Der Kern, Fig.
39, ist nun so weit fertig, daß er in dasjenige Fabricat eingelassen
werden kann, welches den biegsamen Schaft (flexible
shank) des Knopfes abgeben soll. Dieser biegsame Schaft wird durch Prägen
eines Theils des Fabricates in geeigneten Formen auf ähnliche Weise hergestellt, wie
der Schaft eines Florentiner Knopfs. Auf den gepreßten Schaft legt man nun die
Knopfplatte oder den Kern Fig. 39, die concave
Fläche gegen den hervorstehenden Schaft gerichtet; sodann preßt man die Ränder des
Fabricats über den Kern, wodurch man den theilweise fertigen Knopf Fig. 40 erhält; dieser
besteht jezt aus dem Schafte, welcher den Kern umschließt, der zunächst in die
metallene Schale c, Fig. 41, eingelassen
werden muß. Diese Theile bringt man in die Form E, Fig. 41*,
preßt sie mit dem Stempel F zusammen und stellt auf
diese Weise den Knopf in der in Fig. 42 im Grundriß und
in der Seitenansicht dargestellten Form her. Der Knopf besteht nunmehr aus dem den
Kern enthaltenden Schafte, dessen Vorderfläche mit der Metallschale c bedekt ist, deren Ränder über das Zeug des biegsamen
Schaftes herabgebogen
sind. Jezt ist der Knopf so weit fertig, daß er auf folgende Weise mit einer dünnen
Hornplatte überzogen werden kann.
d, Fig. 43, stellt die in
einem Durchschlag ausgeschnittene Hornscheibe dar, deren Umfang ausgezakt ist, damit
das Horn beim Umbiegen um den Knopf Fig. 42 keine Falten
bekomme.
e, Fig. 44, zeigt eine
Scheibe, deren ich mich bediene, um den Hornüberzug an den Knopf zu befestigen. Die
dünnen Hornblätter färbe ich vor dem Ueberziehen auf die gewöhnliche Weise, wie man
Horn färbt. Nachdem ich die vorbereitenden Proceduren erläutert, gehe ich zur
Beschreibung der Procedur des Knopfüberziehens über.
Fig. 45
liefert den Durchschnitt einer Form und eines darauf passenden Stempels, um die
Theile des Knopfs in die erstere hineinzupressen. Die Form muß auf einem solchen
Wärmegrad erhalten werden, daß der Arbeiter gerade seine Hand eine kurze Zeit lang
auf die Oberfläche derselben legen kann. Diese Erwärmung bewerkstellige ich
vorzugsweise mittelst einer unter die Form geleiteten Gasflamme. In der Form sind,
wie man sieht, Löcher f, f
angebracht, durch welche die Wärme der Flamme aufströmt; die Oeffnung g hat den Zwek, der atmosphärischen Luft den Eintritt
unter die Form zu gestatten. Nachdem man auf die Form die Hornscheibe d und auf diese den Knopf Fig. 42 gelegt hat, preßt
man die Theile mit dem Stempel H in die Form hinab,
darauf zieht man den Stempel wieder zurük, um die Theile Fig. 46 und 46* in die
Form steken zu können. Diese Theile bestehen in dem Rohre J und dem Stempel I. Die untere Mündung des
Rohres J ist glokenförmig, damit sich die zakigen Ränder
gegen die Rükseite des Knopfes pressen lassen, und der Stempel I dient dazu, die Scheibe Fig. 44 durch das Horn in
den Knopf zu treiben. Zu dem Ende legt man die Scheibe Fig. 44 in das Rohr J und schiebt dieses Rohr mit seinem Stempel in die Form
G, Fig. 47. Diese Figur
stellt den Stempel H in der Lage dar, nachdem er auf die
oben erwähnte Weise die Theile in die Form G gepreßt
hat; sie zeigt ferner das Rohr J mit einer Scheibe C und den im Rohre J
stekenden Stempel I; alle diese Theile befinden sich
jezt in einer Lage, worin sie dem Druk des Stempels H
ausgesezt werden können. Um jedoch zu verhüten, daß dieser Druk den Stempel I treffe, ehe das Horn durch die Röhre J niedergebogen worden ist, wird der hohle Blok K über den Stempel I gedekt.
Wenn man daher den Stempel H niedergehen läßt, so treibt
er die Röhre J hinab; diese faßt die Hornränder und
preßt sie gegen die Rükseite des Knopfs; wird nun der Stempel H wieder zurükgezogen und der Blok K
weggenommen, so befindet sich alles in dem in Fig. 48 dargestellten
Zustande. Der abermalige Niedergang des Stempels H treibt auch den
Stempel I nieder und preßt die Scheibe Fig. 44 in den Knopf. Der
Stempel I wird durch den Pflok Z in der Röhre J zurükgehalten. Dieser Pflok
geht durch einen in dem Stempel befindlichen Schliz, welcher das Auf- und
Niedersteigen des Stempels in dem Rohre J gestattet, das
Heraustreten desselben aus dem Rohre jedoch hindert.
Der Knopf ist jezt so weit fertig, daß ihm in dem Apparate Fig. 49 die Vollendung
gegeben werden kann. Die untere Form wird auf ähnliche Weise wie die Form G erwärmt, auch sind in derselben für den Zutritt der
erwärmten Luft von Unten Löcher angebracht, ebenso eine Oeffnung für den Eintritt
der atmosphärischen Luft unter die Form. Den zu vollendenden Knopf fügt man in die
Form L, den Schaft aufwärts gekehrt und läßt sodann die
Presse auf ihn wirken. Ich habe noch die Bemerkung beizufügen, daß die Oberfläche
der Form L glatt oder mit gravirten Dessins verziert
seyn kann, je nach dem Dessin, welches der Hornüberzug des Knopfs erhalten soll. Das
ist jedoch zu bemerken, daß wenn die Vorderfläche des Knopfs eben seyn soll, die
Hornscheibe vor dem Ueberziehen polirt werden muß; soll sie aber nach erfolgtem
Ueberziehen noch eine Verzierung erhalten, so ist diese Politur nicht nöthig; in
einem solchen Falle muß der Knopf, um gut gepreßt zu werden, länger in der Form
bleiben, als dieß beim Verfertigen von Hornknöpfen der Fall ist. In der obigen
Beschreibung habe ich mich auf die Verfertigung convexer Knöpfe beschränkt; es
versteht sich übrigens, daß man die Vorderfläche der überzogenen Knöpfe eben so gut
flach machen kann, indem man nur die Formen, welche die Vorderfläche des Knopfs
bilden, flach anstatt concav zu machen braucht. Will man metallene Schafte an den
hornüberzogenen Knöpfen haben, so kann man diese auf ähnliche Weise wie bei den,
nach Sanders' PatentPolytechn. Journal Bd. XXVII. S. 434.
verfertigten, Florentiner Knöpfen herstellen; ich gebe jedoch den biegsamen Schaften
den Vorzug. Man wird bei Verfertigung der Knopfform finden, daß wegen der Scheibe
a die Knopfscheibe durch den ausgeübten Druk nicht
in den biegsamen Schaft eindringt.
Es ist mir wohl bekannt, daß sogenannte Hornknöpfe ganz aus Horn verfertigt wurden,
in deren Rükseite man nach ihrer Erwärmung ein Metallöhr preßte. Auch wurden bereits
einige Versuche gemacht, Hornknöpfe mit biegsamen Oehren zu verfertigen, indem man
in der Rükseite des Knopfs durch Abdrehen oder auf sonstige Weise eine Vertiefung
bildete. In diese Vertiefung wurde eine metallene Schale, welche einen biegsamen,
durch sie gestekten Stiel, ein Stük Pappdekel und eine Metallscheibe enthielt,
eingefügt; darauf wurden die Hornränder gepreßt, um die erwähnte Vertiefung
auszufüllen, die Ränder der Metallscheibe einzuschließen und die Theile dicht
beisammen zu behalten.
Eine solche Verfertigungsmethode der Hornknöpfe lag der Specification eines dem
Knopfmacher Thomas Wells Ingram in Birmingham im Jahre
1837Polytechn. Journal Bd. LXVIII. S. 191. ertheilten
Patentes zu Grunde. In diesem Falle hängt das Festhalten des Oehrs von der Stärke
ab, womit das Horn die Metallschale an ihrem Umfange faßt, weßwegen diese
Fabricationsmethode der Hornknöpfe von keinem günstigen Erfolge begleitet war. Ich
erwähne dieser Thatsachen nur der Bemerkung wegen, daß sich meine Ansprüche nicht
auf die Fabrication von Hornknöpfen beziehen, bei denen das Horn in Verbindung mit
metallenen oder biegsamen Stielen verwendet wird, und bei denen Horn oder anstatt
des Horns andere Materialien den Körper des Knopfs bilden.
Meine Erfindung bezieht sich, wie oben bemerkt, auf die Anwendung dünner Hornblätter
als Ueberzug für Knöpfe. Schließlich bemerke ich, daß dem Knopf in einer Drehbank
durch Abdrehen des Randes seine Vollendung gegeben wird.
Tafeln