| Titel: | Verbesserungen in der Fabrication der Hornknöpfe und in der Verfertigung der hiezu dienlichen Formen, worauf sich Thomas Harris, Hornknopffabrikant in Hale's Owen, bei Birmingham, am 22. April 1841 ein Patent ertheilen ließ. |
| Fundstelle: | Band 85, Jahrgang 1842, Nr. XXXIV., S. 130 |
| Download: | XML |
XXXIV.
Verbesserungen in der Fabrication der
Hornknoͤpfe und in der Verfertigung der hiezu dienlichen Formen, worauf sich
Thomas Harris,
Hornknopffabrikant in Hale's Owen, bei Birmingham, am 22. April 1841
ein Patent ertheilen ließ.
Aus dem Repertory of Patent-Inventions. Jan.
1842, S. 1.
Mit Abbildungen auf Tab.
II.
Harris' Verbesserungen in der Fabrication der Hornkoͤpfe
etc.
Meine Erfindung bezieht sich 1) auf eine Anwendungsmethode biegsamer Oehre oder
Stiele bei Fabrication der Hornknöpfe; 2) auf eine Methode, die Hornknöpfe durch
Einlegen der Vorderfläche zu verzieren; 3) auf ein Verfahren, die Flächen der
Hornknöpfe zu vergolden oder versilbern; 4) auf ein Constructionsverfahren der
Formen, indem ich besondere Begränzungskreise an jeder gravirten Oberfläche einer
Form anbringe, wodurch sowohl die Procedur des Gravirens, als auch die Herstellung
genauer Formen erleichtert wird; 5) in einem Constructionsverfahren der zur
Verfertigung der Hornknöpfe dienlichen Formen, wobei das Hörn nicht über den Umfang
des Knopfes hinaus gepreßt werden kann.
Die bisherigen patentirten Hornknöpfe mit biegsamen Oehren sind nie zum Verkauf
gekommen, und ich glaube auch, daß die Methode praktisch unausführbar war, weil die
Oehre nicht fest genug an den Knöpfen hafteten, und der zur Bildung eines Knopfes
erforderliche große Druk in Verbindung mit Hize der Anbringung biegsamer Oehre
nachtheilig war. Ich habe gefunden, daß, wenn auch Hornknöpfe mit metallenen Oehren
leicht in einer Operation verfertigt werden können, doch solche mit biegsamen Oehren
ein zweimaliges Pressen in geeigneten Formen erfordern. Zuerst werden die Knopfscheiben in den
Formen einem hohen Wärmegrad ausgesezt und so gepreßt. Ein zweites Pressen dient
dazu, die biegsamen Oehre zu befestigen und die Verzierungen auf den Vorderflächen
der Knöpfe hervorzubringen. Dieser zweite Druk geht unter weit niedrigerer
Temperatur vor sich und braucht weit geringer zu seyn als der, welcher nöthig ist,
wenn die Knopfbildung und Befestigung des Oehres in einer und derselben Operation
vor sich geht.
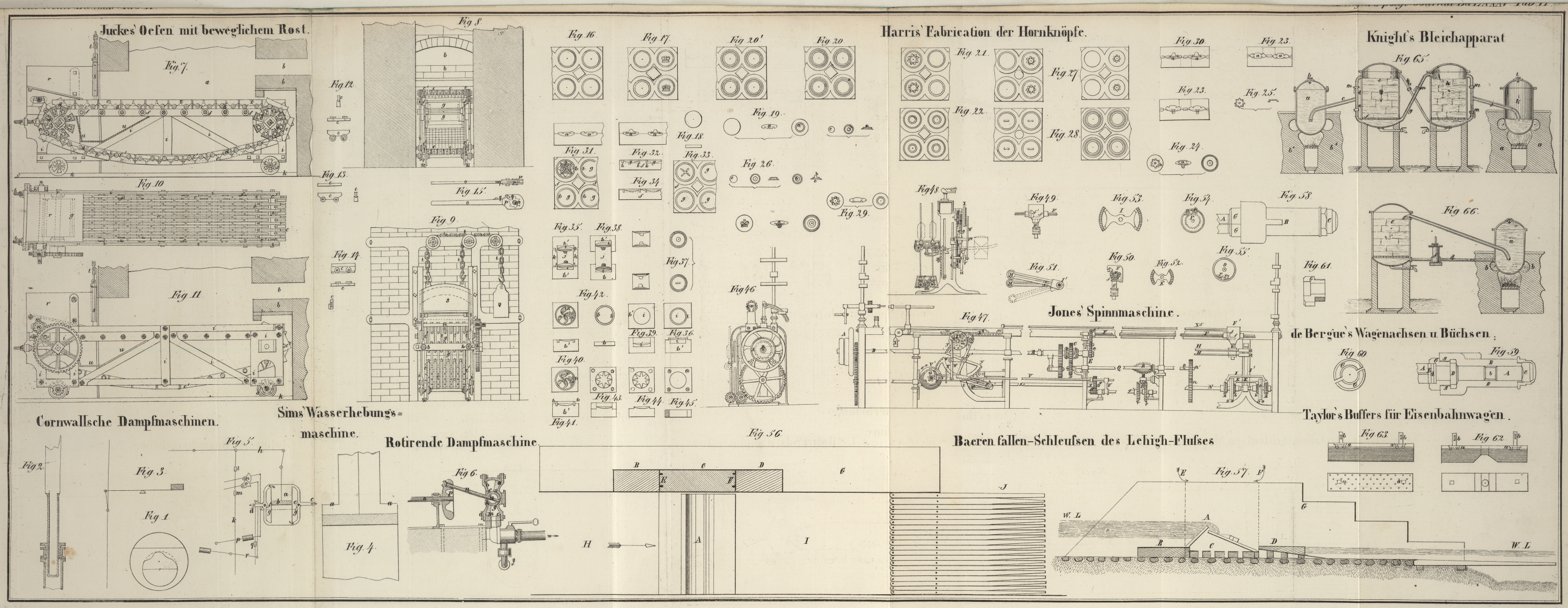
Fig. 16
stellt eine untere Form gewöhnlicher Construction dar, wie man sich derselben zur
Verfertigung von Hornknöpfen mit glatten Vorderflächen bedient.
Fig. 17 ist
eine obere Form, wie ich sie zur Herstellung der Rükseiten der Knöpfe und zur
Bildung der für die Aufnahme der biegsamen Oehre bestimmten Vertiefungen
anwende.
Fig. 18 ist
eine Hornknopfscheibe.
Fig. 19 zeigt
den durch die Formen Fig. 16 und 17 gebildeten
Knopf. Die so gestalteten Knöpfe sind nun bis zur Aufnahme der biegsamen Oehre
fertig. Sollen sie glatte Vorderflächen erhalten, so wird zur Befestigung der Oehre
die Form Fig.
16 angewendet, sollen aber ihre Vorderflächen mit Verzierungen versehen
werden, so bedient man sich einer ähnlichen Form Fig. 20 und 20', in deren Fläche eine passende Verzierung
eingravirt ist. Leztere Formen brauchen nicht so stark erhizt zu werden, als wenn
die Knöpfe in den Formen Fig. 16 und 17 verfertigt
würden; diese werden beim Befestigen der Oehre erwärmt. Die untere Form, welche die
Knöpfe enthält, wird so weit erwärmt, bis ein Wassertropfen beinahe auf derselben
siedet; nachdem, man die in einem metallenen Kragen stekenden Oehre b mit der Metallscheibe c in
die Vertiefungen der Knöpfe a hineingelegt hat, dekt man
die obere Form oder die Oehrform, ohne sie zu erwärmen, darauf. Nun wird die obere
und untere Form mit den zwischen ihnen befindlichen Knöpfen zusammengepreßt, wobei
die obere Form in Folge ihres Contactes mit der unteren hinreichende Wärme empfängt.
Der Arbeiter wird bald den für diese zweite Pressung nöthigen Wärmegrad ausfindig
machen, wobei er Sorge tragen muß, die Wärme auf einem möglichst niederen Grad zu
erhalten, damit der Stoff, woraus das Oehr besteht, nicht beschädigt werde. Durch
dieses Verfahren erst die Hornknöpfe ohne Oehr zu pressen und dann vermittelst einer
zweiten Pressung in Formen das biegsame Oehr an den Knopf zu befestigen, bin ich in
den Stand gesezt, auf eine vortheilhafte Weise Hornknöpfe mit biegsamen Oehren zu
verfertigen.
Ich gehe nun zur Erläuterung des zweiten Theils meiner Erfindung, nämlich auf die
Methode über, Hornknöpfen durch Einsezen der Vorderfläche derselben eine Verzierung zu geben. Die
erste Operation besteht darin, daß man in geeigneten Formen die Vorderfläche des
Knopfes mit einer Vertiefung herstellt; hierauf preßt man die mit Verzierungen
versehene Oberfläche fest.
Fig. 21 zeigt
einen Theil der oberen Form, worin man der Knopfscheibe die erste Pressung ertheilt,
um einen Knopf von der verlangten Gestalt hervorzubringen. Dieser Knopf besizt eine
Vertiefung zur Aufnahme der einzulegenden Verzierung.
Fig. 22
liefert den Grundriß eines Theiles der unteren Form. Man sieht, daß die eine
Formhälfte zur Bildung der Hornknöpfe und zur Befestigung der Metallöhre in einer
und derselben Operation sich eignet, während die andere Hälfte der Form zur
Verfertigung von Knöpfen tauglich ist, welche an ihrer Rükseite mit Vertiefungen zur
Aufnahme der biegsamen Oehre versehen sind. Die Formen können übrigens auch zur
Herstellung einer einzigen Sorte Knöpfe eingerichtet werden.
Fig. 23 zeigt
einen Längendurchschnitt der beiden Formen Fig. 21 und 22 mit den
zwischen denselben befindlichen Hornknöpfen.
Fig. 24
liefert eine Frontansicht, einen Durchschnitt und eine Hintere Ansicht eines in den
Formen Fig.
21 und 22 verfertigten Hornknopfes, welcher dem ersten Theile meiner Erfindung
gemäß vollendet wird. Soll aber der Knopf dem zweiten Theile meiner Erfindung gemäß
verfertigt werden, so seze ich an die Stelle des Theiles a, welcher an der Rükseite eine Vertiefung besizt, ein metallenes
Oehr.
Fig. 25
stellt eine in die Vorderfläche des Knopfes einzulegende Verzierung aus Perlmutter
oder einem anderen Material dar, deren Größe und Zeichnung von dem jeweiligen
Geschmak abhängt.
Fig. 26 zeigt
die Theile, woraus das biegsame Oehr besteht.
Fig. 27 ist
ein Theil der unteren Form, worin zur Befestigung der verzierten Platte ein
abermaliges Pressen erfolgt.
Fig. 28 zeigt
einen Theil der oberen Form, wenn die biegsamen Oehre zugleich mit dem Einlegen der
Vorderfläche befestigt werden sollen. Sind jedoch die Knöpfe bereits mit metallenen
Oehren versehen, so müssen in der Form geeignete Vertiefungen zur Aufnahme dieser
Oehre angebracht seyn.
Fig. 29
stellt die Frontansicht, den Durchschnitt und die Hintere Ansicht eines dem ersten
und zweiten Theile meiner Erfindung gemäß verfertigten Knopfes, mit einer
eingelegten ornamentalen Fläche und einem biegsamen Oehre dar.
Fig. 30
liefert einen Durchschnitt der Formen Fig. 27 und 28 mit den
zwischen ihnen befindlichen Knöpfen. Der Knopf a wird,
nachdem eine
verzierte Scheibe in die Vertiefung desselben eingefügt worden ist, in die Form Fig. 27
gelegt. Sodann stekt man ein biegsames Oehr in die auf der Rükseite des Knopfes
befindliche Vertiefung und dekt die obere Form auf die untere. Nachdem die Formen
mäßig erwärmt worden sind, werden sie zusammengepreßt und bleiben diesem Druk so
lange ausgesezt, bis sie und die Knöpfe erkaltet sind. Das Resultat dieser
Compression ist die Befestigung der verzierten Platte an das Horn.
Der dritte Theil meiner Erfindung betrifft die Verzierung der Hornknöpfe durch
Vergoldung und Versilberung ihrer Oberfläche. Mit Hülfe einer weichen Bürste lege
ich auf die mit den erwähnten Verzierungen versehene Fläche des Knopfes irgend ein
bindendes Material, um das Gold- oder Silberblatt auf die ganze Knopffläche
oder einen Theil derselben zu befestigen. Als Bindemittel bediene ich mich des durch
Terpenthin hinreichend flüssig gemachten Trokenfirnisses. Wenn der Firniß beinahe
troken ist, so lege ich das Gold- oder Silberblatt darauf und drüke es auf
die beim Vergolden und Versilbern anderer Flächen überhaupt übliche Weise an. Diese Behandlung der Hornknöpfe liefert einen ganz neuen
Artikel.
Der vierte Theil meiner Erfindung bezieht sich auf die Construction der bei der
Fabrication von Hornknöpfen gebräuchlichen Formen. Gewöhnlich vertieft und gravirt
man mehrere Flächen auf eine Metallplatte, um mehrere
Knöpfe mit einem Formpaar zu verfertigen. Die Gravirung mancher Muster ist indessen
schwierig befunden worden, insbesondere bei Anwendung von Gravirmaschinen, weil die
Gravirer über die Gränzlinie der vertieften Oberfläche nicht hinaus können. Es ist
zwar vorgeschlagen worden, mehrere Flächen, jede für einen Knopf, ohne Rüksicht auf
die Gränzlinie zu graviren, und auf die so gravirte Platte eine zweite Platte mit
eben so vielen kreisrunden Löchern zu deken, als auf die andere Platte Flächen
gravirt sind, um auf solche Weise die untere Form herzustellen. Ich glaube aber
nicht, daß diese Methode allgemeine Anwendung gefunden hat, obgleich sie
hinsichtlich der Erleichterung des Gravirens Vortheile darbietet, indem es sehr
schwer ist, die zweite Platte so herzustellen, daß alle darin befindlichen Löcher
genau auf die ihnen entsprechenden gravirten Flächen passen. Anstatt nun sämmtliche
kreisrunde Einfassungen an einer Platte anzubringen, deke ich auf jede gravirte
Stelle der Form eine besondere Einfassungsplatte, wodurch ich im Stande bin, die
Einfassungskreise mit den gravirten Flächen unabhängig von einander genau zu
centriren und zu adjustiren.
Fig. 31 zeigt
den Grundriß und Fig. 32 den Durchschnitt eines Theiles einer Form, welche diesem Zweige meiner Erfindung
gemäß eingerichtet ist.
Fig. 33
stellt einen anderen Grundriß derselben Platte, jedoch ohne die Einfassungskreise
dar.
Fig. 34 ist
ein Durchschnitt von Fig. 33. f, f ist die an mehreren Stellen g, g, g gravirte Platte. Die gravirten Flächen sind von kreisrunden Rinnen
umschlossen, in welche die Begränzungsringe h, h genau
passen. Vermittelst dieser Anordnung ist der Gravirer nicht darauf beschränkt,
innerhalb der Gränzlinie zu arbeiten, indem beim Graviren eine solche Linie nicht
vorhanden ist, sondern er kann darüber hinausgehen.
Der fünfte Theil meiner Erfindung bezieht sich gleichfalls auf die Construction der
bei der Fabrication der Hornknöpfe gebräuchlichen Formen. Bisher waren die Formen so
eingerichtet, daß das Horn leicht rings über die Kanten hinaus gepreßt wurde,
weßhalb jedesmal noch die hervorstehenden Rauhigkeiten befestigt werden mußten. Ich
gebe nun der kreisförmigen Einfassung eine solche Tiefe, daß die Contreform
hineingeschoben werden kann und dabei so genau paßt, daß der Umfang jedes Knopfes
durch das Innere der Form glatt und scharf begränzt, anstatt daß das Horn über die
kreisrunde Begränzung der Form hinausgepreßt wird. Ich ziehe es vor, einzelne Formen
zu verfertigen und sie in Rüksicht auf die Contreformen so anzuordnen, daß mit jeder
Contreform zwei Formen angewendet werden können. Diese Formen sollen für den Fall in
Anwendung kommen, wenn Hornknöpfe mit Metallöhren oder Knöpfe, welche mit biegsamen
Oehren versehen werden sollen, zuerst in anderen Formen hergestellt worden sind.
Fig. 35
stellt den Durchschnitt zweier Formen und einer Contreform der in Rede stehenden
Abtheilung meiner Erfindung gemäß dar.
Fig. 36
liefert einen separaten Grundriß und Durchschnitt der Formen.
Fig. 37
stellt zwei Grundrisse und zwei Durchschnitte einer Contreform dar; die eine ist für
biegsame, die andere für metallene Oehre eingerichtet. h',
h'
Fig. 35, sind
die Formen mit den gravirten Flächen i, i; leztere
befinden sich der früheren Methode gemäß auf separaten metallenen Kreisscheiben. j ist die Contreform und k
ein Rohr, worin die Contreform eingeschlossen ist. Dieses Rohr hat zum Zwek, den
hervorstehenden Rändern l, l der Formen ihre Stellung
anzuweisen und dadurch Formen und Contreform genau beisammenzuhalten.
Fig. 38
liefert einen Durchschnitt beider Formen h' und der Contreform j; das Rohr k ist in diesem
Falle weggelassen und die Formen sind, des genauen Schlusses wegen, tiefer
eingesenkt.
Fig. 39 ist
ein separater Grundriß und Durchschnitt der Formen h,
Fig.
38.
Die Figuren 40
und 41
stellen den Grundriß und Durchschnitt einer vollständigen Form mit dem oben
erwähnten Einfaßringe dar. Diese Einrichtung kann mit der Contreform und dem Rohre
Fig. 35,
36 und
37 in
Wirksamkeit gesezt werden.
Fig. 42 zeigt
die Form ohne den Einfaßring im Grundrisse und Durchschnitt, und den Einfaßring
abgesondert.
Fig. 43
stellt den Grundriß und Durchschnitt einer vollständigen Form dar, und zeigt eine
Abänderung hinsichtlich der Befestigung eines separaten Einfaßringes an jede
gravirte Fläche.
Fig. 44 ist
ein Grundriß und Durchschnitt der gravirten Platte und Fig. 45 ein Grundriß und
Durchschnitt der Einfassung.
Diese Formen nun werden leicht erwärmt, sie mögen Knöpfe mit Metallöhren oder solche
mit biegsamen Oehren enthalten, und auf die oben erwähnte Weise gepreßt.
Tafeln