| Titel: | Versuche über die Zähigkeit des Schmiedeisens mit besonderer Rüksicht auf Dampfwagen-Achsen; von James Nasmyth. |
| Fundstelle: | Band 86, Jahrgang 1842, Nr. XL., S. 189 |
| Download: | XML |
XL.
Versuche uͤber die Zaͤhigkeit des
Schmiedeisens mit besonderer Ruͤksicht auf Dampfwagen-Achsen; von
James
Nasmyth.
Aus dem Civil Engineer and Architects' Journal. Sept.
1842, S. 285.
Mit Abbildungen auf Tab.
V.
Nasmyth's Versuche über die Zähigkeit des
Schmiedeisens.
Bedenkt man, in wie manchen Fällen unser Leben von der Zähigkeit oder Festigkeit
eines Stükchens Eisen abhängt, so erscheint die genauere Kenntniß derjenigen
Ursachen, welche in der Zähigkeit des Eisens Veränderungen herbeiführen, als ein
Gegenstand von großer Wichtigkeit. Dieser Gegenstand ist indessen neuerdings noch
unendlich wichtiger geworden durch die wunderbare Ausbreitung des Eisenbahnsystems,
welches in der Stärke und Zähigkeit des Schmiedeisens eine so kräftige Stüze
besizt.
Noch höheres Interesse hat die Sache durch die mannichfachen Theorien und
Controversen gewonnen, welche die Untersuchung jenes schreklichen Unfalles auf der
Versailler Eisenbahn von Seiten der französischen Commission hervorgerufen hat. Der
merkwürdigste Theil der von dieser Commission aus jener Katastrophe gezogenen
Folgerungen lautet im Wesentlichen folgendermaßen: so fest und zähe auch die Achse
eines Bahnwagens aus den Händen ihres Verfertigers hervorgehen mag, so scheint doch
die tagtägliche Rotation in Verbindung mit den Schienen irgend einen elektrischen
oder magnetischen Einfluß rege zu machen, welcher im Innern des Eisens rüksichtlich
seiner Festigkeit und Zähigkeit eine so nachtheilige Veränderung hervorruft, daß
dasselbe durchaus unsicher und für den Gebrauch untauglich wird.Man vergl. Hood's Abhandlung im vorhergehenden
Hefte des polytechn. Journals S. 96.
Eine fatalere und unbequemere Lehre hätte man nicht aufstellen können, als diese,
insofern wir nicht im Stande sind, den Moment, wo das Eisen untauglich zu werden
beginnt, anders zu ermitteln, als durch das Eintreten dergleichen trauriger
Ereignisse selbst, welche das Brechen einer Achse nur zu sicher herbeiführt. Da
überdieß obige Ansicht auf den Einfluß des geheimnißvollsten aller physischen
Agentien sich stüzt, so würden wir wohl auf diesem Wege vergeblich nach einem Mittel
uns umsehen, das solchen gefährlichen, mit der Festigkeit des Eisens vorgehenden
Veränderungen vorbeugte.
Meine Versuche über diesen Gegenstand stehen in einem innigeren Zusammenhange mit
unsern Arbeitern und Werkstätten, als mit den Physikern und ihren Laboratorien, und
da die Resultate dieser Versuche auf die Behandlung des Schmiedeisens im Allgemeinen
rüksichtlich seines täglichen Gebrauchs sich anwenden lassen, so glaube ich um so
mehr, denselben einen praktischen Werth beilegen zu dürfen, als sie den Beweis
liefern, daß wir die nöthigen Sicherheitsmaßregeln ganz in Händen haben, ohne daß
die Behandlung des Schmiedeisens mit mehr Arbeit oder Kosten verknüpft wäre.
Praktische Versuche über die Behandlung des Eisens beim Schmieden haben mich belehrt,
daß die Zähigkeit eines Stükes Schmiedeisen, von so zäher und vortrefflicher
Qualität dasselbe ursprünglich auch seyn mag, doch durch eine gewisse Behandlung
gänzlich zerstört werden kann, und da eine solche Behandlung häufig beim Schmieden
des Eisens in gewisse Formen absolut nothwendig ist, so ist auch die Kenntniß der
Mittel, wie die daraus entspringenden Nachtheile zu beseitigen sind, von
Wichtigkeit. Die Sache ist übrigens so einfach und leicht ins Werk zu sezen, daß
hinfort hoffentlich kein Stük geschmiedetes Stabeisen mehr in Anwendung kommen wird,
ohne einem so einfachen und heilsamen Proceß unterlegen zu haben, welcher weder Arbeit noch erhebliche
Kosten erfordert. Nach diesen vorläufigen Bemerkungen gehe ich nun zur Sache
über.
Allen mit der Behandlung des Stabeisens sich befassenden Praktikern ist wohl bekannt,
daß wenn man ein Stük des besten und zähesten Eisens so lange hämmert, bis die
Rothglühhize aufhört, dieses kalte Hämmern, wie ich es nennen will, das Eisen so
brüchig macht, daß es manchmal während der Procedur querüber abbricht. Wenn ein
solcher Bruch auch nicht um diese Zeit erfolgt, so hat doch das Kalthämmern die
Zähigkeit des Eisens dergestalt zerstört, daß es beim leichtesten Stoße brechen
kann. Um dieses durch einen directen Versuch darzuthun, nahm ich eine Stange vom
besten Stabeisen, welche 1 3/4 Zoll im Querschnitt hielt, und unterwarf sie
folgenden Proben.
Erster Versuch.
Eine Stange von dem besten 1 3/4 Quadratzoll im Querschnitt haltenden Stabeisen
wurde, nachdem sie eine Temperatur von 60° F. erlangt, über den Rand des
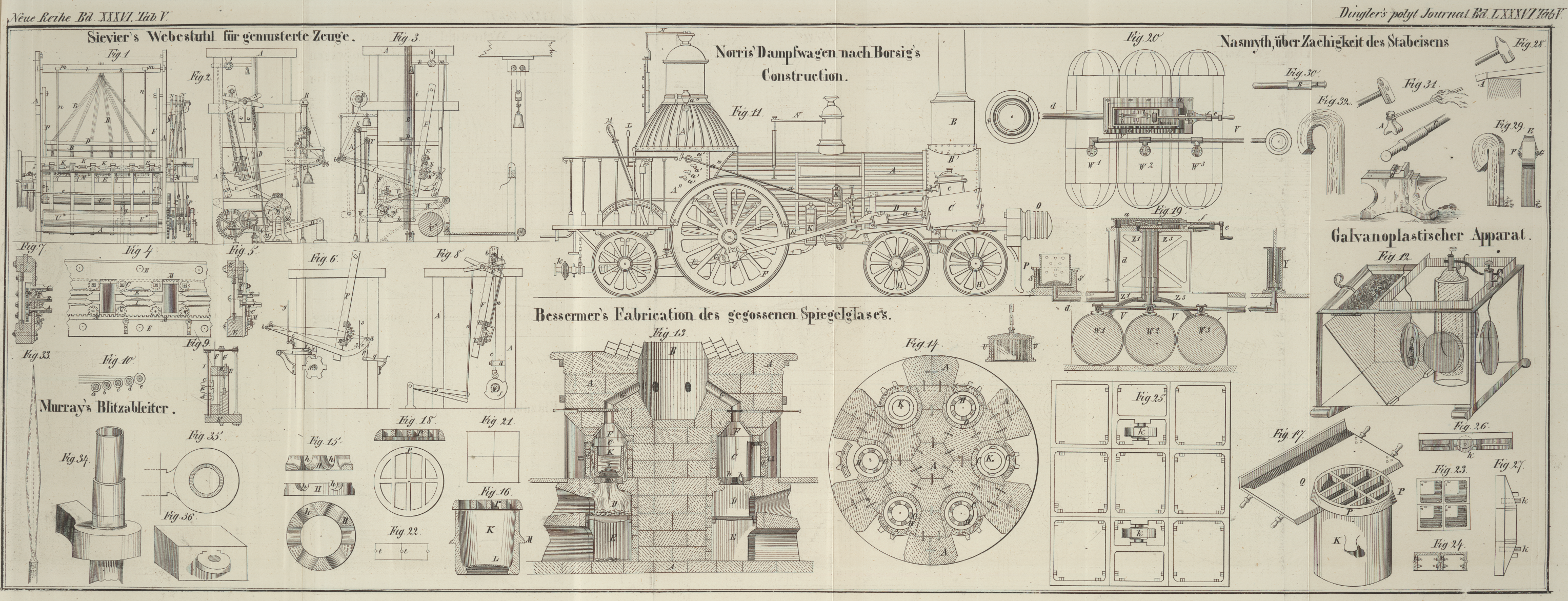
Amboßes, wie Fig.
28 zeigt, gelegt, so daß ihr Ende A ungefähr 2
1/2 oder 3 Zoll über den Amboß hervorragte; neun Schläge mit einem großen
Schmiedhammer brachen das Ende ab; der Bruch zeigte ein deutliches krystallinisches
Gefüge, welches einer guten Qualität Eisen bei dieser Temperatur zuzuschreiben
war.
Zweiter Versuch.
Ein Theil derselben Stange wurde bis zur Rothglühhize erwärmt und so lange gehämmert,
bis sie beinahe kalt war; als sie, wie beim ersten Versuch, eine Temperatur von
60° F. erlangt hatte, wurde sie, wie oben, auf den Amboß gelegt. Durch einen
einzigen leichten Schlag wurde die Stange scharf abgebrochen; der Bruch zeigte ein
sehr schönes dichtes und krystallinisches Korn, dem Bruche des Stahls ähnlicher als
dem des Eisens, allein ein so feines Korn, daß man es als die Probe einer guten
Qualität Eisens hätte ansehen können. So viel über die äußere Textur als ein
Kriterium der Güte. Dieser Versuch liefert den unverkennbaren Beweis, daß wir die
dem Schlag oder Stoß widerstehende Fähigkeit des Eisens durch das Kalthämmern allein
um volle 9/10 reducirt haben. Die Kenntniß des Erfolges einer solchen Procedur ist
um so wichtiger, als in manchen Fällen, wo es sich darum handelt, dem geschmiedeten
Stüke die erforderliche Vollendung und Feinheit der Oberfläche zu geben, dieses
Kalthämmern nicht zu vermeiden ist. Es haftet indessen an dieser Methode keineswegs
ein notwendiger unabweisbarer Nachtheil; üble Folgen kommen nur dann zum Vorschein,
wenn man ein solches kalt gehämmertes Eisenstük in Gebrauch nimmt, ohne es vorher
dem verbessernden Processe unterworfen zu haben, welcher einfach darin besteht, daß man das in Rede
stehende Arbeitsstük wieder bis zu einer matten
Rothglühhize erhizt und dann abkühlen läßt. Der Werth dieser einfachen
Procedur soll durch den dritten Versuch erläutert werden.
Dritter Versuch.
Ein Stük von demselben Eisen, wie man es zu den vorhergehenden Versuchen genommen
hatte, wurde, nachdem es rothglühend gemacht und bis zum Erkalten gehämmert worden
war, wieder bis zu einer matten Rothglühhize erwärmt und dann hingelegt, um nach
Muße abzukühlen. Als das Eisen die Temperatur von 60° F. erlangt hatte, wurde
es, wie vorher, über den Rand des Amboßes gelegt, und nachdem es 105 der kräftigsten
Schläge von demselben Schmiedhammer, welcher bei den vorhergehenden Versuchen
angewendet worden war, empfangen hatte, zeigte es eine außerordentliche Zähigkeit.
Das Eisen widerstand allen Versuchen es zu zerbrechen; als es in die Form von Fig. 29
umgebogen wurde, bewirkte die außergewöhnliche Ausdehnung in der Richtung B – C eine Verminderung der Breite E um mindestens 3/4 Zoll, während die Compression am
Mittelpunkte der Biegung in gleichem Grade eine Ausdehnung des Metalles bei F, G veranlaßte. Selbst nach diesen 105 Schlägen war
noch keine Spur von Bruch bemerkbar. Jeder Praktiker wird einsehen, daß diese
Thatsachen der sicherste Beweis für die Zähigkeit des Eisens sind.
Ich führe hier hinsichtlich der Behandlung des Eisens einige Thatsachen an, welche
auf die Verfertigung der Eisenbahnachsen Bezug haben, bei denen das Kalthämmern und
die Abrundung mittelst Compression (swaging) absolut
nothwendig ist. Fig. 30 stellt die eine Hälfte einer gewöhnlichen Eisenbahnachse dar; bei
A befinden sich die Lager, bei B sind die Räder festgekeilt. Beim Schmieden werden die
Lagerstellen an ihren Enden mit den nöthigen Hälsen versehen, indem man auf das
Eisen an dieser Stelle eine Reihe directer Hammerschläge wirken läßt und demselben
alsdann die erforderliche Präcision der Form ertheilt, so weit es vor der Vollendung
in der Drehbank thunlich ist. Dieß geschieht mit Hülfe von Werkzeugen (swages), welche aus zwei gestählten und polirten
eisernen Baken bestehen, welche beinahe ganz gleiche Krümmung mit dem Achsenlager
besizen, um den Schmied in den Stand zu sezen, seinen Schlägen eine größere
Präcision zu geben und alle Spuren des Hammers zu beseitigen. Fig. 21 mag von diesem
Instrumente einen Begriff geben. A und B sind die beiden Baken, mit denen der Schmied die
Schläge des Hammers in
eine Compression verwandelt, die sich über eine große Fläche des cylindrischen
Achsenlagers erstrekt. Die Achse C wird nämlich in die
halbkreisförmige Höhlung der unteren Bake B gelegt,
während die obere Bake gegen die Achse gepreßt wird und die Hammerschläge
empfängt.
Ich führe deßwegen die Details dieser Procedur an, weil wir dieser Behandlung die
meisten Achsenbrüche zuzuschreiben haben. Ich will damit nicht gesagt haben, daß der
in Rede stehende Proceß an und für sich schlecht sey; nur seine Folgen können es
seyn, wenn wir es dabei bewenden lassen. Wenn wir uns nur die Mühe nicht verdrießen
lassen, eine solche Achse, nachdem sie auf die angegebene Weise eine sehr starke
Compression erfahren, bis zu einer matten Rothglühhize zu erwärmen und dann nach
Muße, wie beim dritten Versuch, abkühlen zu lassen, so werden wir ihr dadurch eine
außerordentliche Zähigkeit und Festigkeit anstatt des im zweiten Versuche
bezeichneten Zustandes ertheilen.
Vierter Versuch.
Um den Einfluß der Temperatur auf den Bruch rüksichtlich der krystallinischen Textur
zu untersuchen, wurde ein Theil der gleichen Stange, wie man sie bei allen
vorhergehenden Versuchen genommen hatte, von 60 bis auf 100° F. erwärmt.
Folgendes war das Resultat dieser 40° betragenden Wärme-Erhöhung.
Nachdem der über den Rand des Amboßes hervorragende Theil der Stange ungefähr 50
Schläge ausgehalten hatte, zeigte er die Fig. 32 dargestellte
Form; der Bruch war durchaus faserig, holzähnlich, von einer feinen bleigrauen
Farbe, und durchaus frei von glänzenden Krystallen. Dieser Versuch führt also zu dem
Schlüsse, daß das Aussehen des Bruches durchaus kein Kriterium für die Qualität des
Eisens ist, wenn auf die Temperatur keine Rüksicht genommen wird, indem 40
Temperaturgrade die Zähigkeit des Eisens nicht nur ungemein erhöht, sondern auch in
dem Aussehen des Kornes eine vollständige Veränderung hervorgebracht haben. Der
praktische Arbeiter weiß wohl, daß sehr wenige Wärmegrade nicht nur auf das Aussehen
des Bruches, sondern auch auf seine Zähigkeit und Festigkeit ganz wesentlich
influiren.
Ich bin weit entfernt, große Ansprüche auf die in Rede stehende Entdekung zu machen,
allein ich würde mich sehr belohnt fühlen, wenn sich das, was ich hinsichtlich der
Erhöhung der Widerstandsfähigkeit des Schmiedeisens durch die vereinigte Wirkung des
Kalthämmerns und das darauf folgende Glühen aus Tageslicht gebracht habe, allen
denen, deren Leben oder Eigenthum von einigen Stüken Schmiedeisen abhängt, als
Wohlthat bewähren sollte. Ganz besonders empfehle ich der Aufmerksamkeit der
Mechaniker und Ingenieure das Glühen aller derjenigen Bolzen und Achsen, von deren
Function viel abhängt. Die empfohlenen Proceduren erfordern überdieß keine
Extra-Ausgaben, die der Rede werth wären.
Tafeln