| Titel: | Verbesserungen in der Verfertigung flacher Taue, insbesondere aus Eisen, worauf sich Robert Stirling Newall, Drahtseilfabrikant zu Gateshead in der Grafschaft Durham, am 16. Nov. 1841 ein Patent ertheilen ließ. |
| Fundstelle: | Band 86, Jahrgang 1842, Nr. LXX., S. 329 |
| Download: | XML |
LXX.
Verbesserungen in der Verfertigung flacher Taue,
insbesondere aus Eisen, worauf sich Robert Stirling Newall, Drahtseilfabrikant zu
Gateshead in der Grafschaft Durham, am 16. Nov.
1841 ein Patent ertheilen ließ.
Aus dem Repertory of Patent-Inventions. Aug. 1842,
S. 72.
Mit Abbildungen auf Tab.
VII.
Newall's Verfertigung flacher Taue.
Die in unseren Bergwerken eingeführten bandförmigen Taue bestehen im Allgemeinen aus
Hanf, Leder, Draht oder Ketten in verschiedenen Combinationen. Meine Erfindung
bezieht sich im Wesentlichen auf die ausschließliche Verfertigung solcher Bänder aus
Eisen oder einem anderen zwekdienlichen Materiale, wobei ich verschiedene Methoden
befolge.
Meine erste Verbesserung in der Verfertigung flacher Taue besteht darin, daß ich ein
Stük Eisen oder anderes Metall von guter Qualität durch die rectangulären Oeffnungen
von gehärtetem Stahl ziehe und auf ähnliche Weise wie beim Röhren- oder
Drahtzuge seine Strekung bewirke.
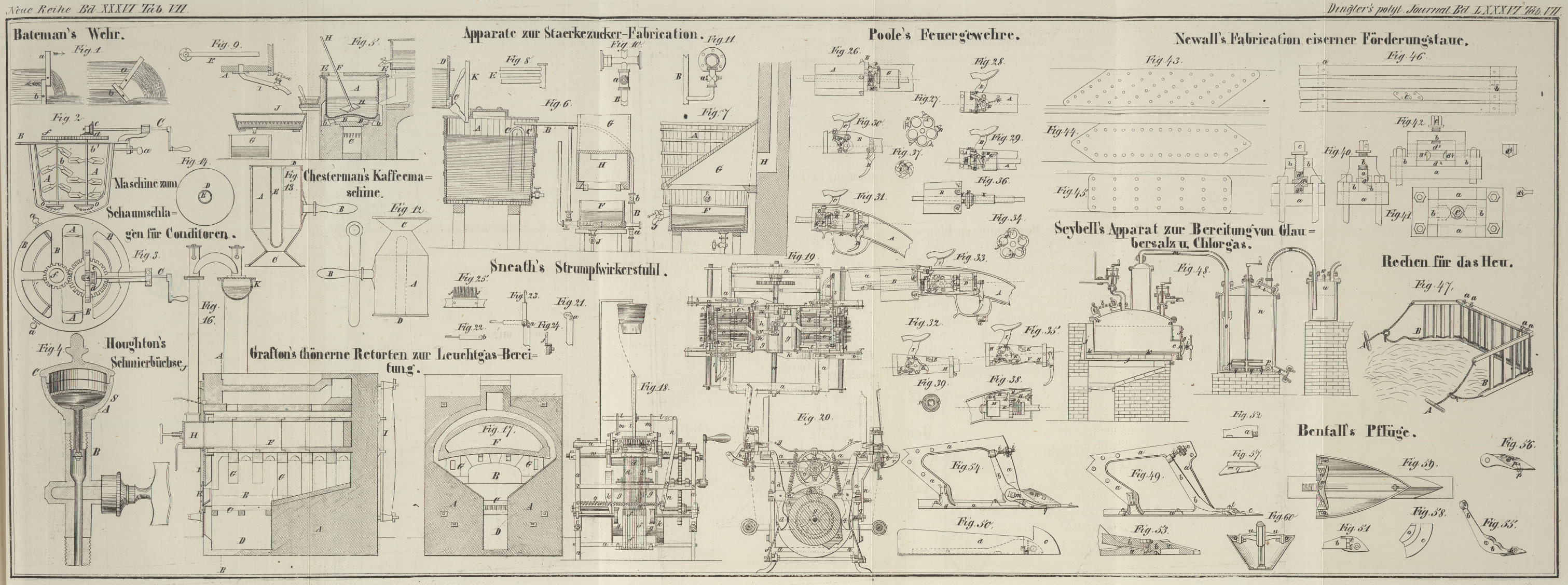
Die Form, deren ich mich bediene, ist in Fig. 40, 41 und 42 in der Endansicht, im
Grundriß und im Aufriß dargestellt. a ist eine
Bodenplatte; b eine Brüke, durch welche eine
Schraube c geht, um die Breite der Oeffnung zwischen den
Strekkanten d¹, d² zu reguliren; die Länge dieser Oeffnung wird durch Austauschen der
Seitenbaken d³, d⁴ regulirt. Leztere werden nach Maaßgabe der verschiedenen Züge in
verschiedener Dike angefertigt; ich halte es für gut, denselben ein solches
Verhältniß zu geben, daß die vier Seiten des Metallstükes zugleich gestrekt werden.
Es ist von Wichtigkeit, das zu bearbeitende Metallstük in einer geraden Linie und
rechtwinkelig zu den Kanten der Oeffnung durch die Form zu ziehen. Die Baken d³, d⁴ sind
weiter als der in dem Ende der Brüke befindliche Schliz, so daß sie nicht
hindurchgedrängt werden können; die Form ist vermittelst Bolzen an eine Werkbank
befestigt. Da es schwer ist, Eisen über eine bestimmte Länge hinaus zu walzen, so
dürfte es geeignet seyn, dasselbe in glühendem Zustande durch Formen zu ziehen, und
da das Metall während des Ziehens sich härtet, so muß dasselbe durch Erhizen in
einem Ofen wieder geglüht werden. Nachdem das Oxyd vermittelst verdünnter
Schwefelsäure beseitigt worden ist, so wiederholt man die Procedur des Ziehens kalt.
Wenn ein Band von bedeutender Länge verlangt wird, so ist es nöthig, zwei oder
mehrere Bänder zusammen zu nieten. Auf welche Weise diese Vereinigung bewerkstelligt
wird, ist von großer Wichtigkeit. Unter den verschiedenen, in den beigefügten
Abbildungen enthaltenen Verbindungsmethoden gebe ich den in Fig. 43 und 44
dargestellten Methoden den Vorzug. Das Uebereinanderlegen und Vernieten der Enden
ist dem Zusammenschweißen derselben weit vorzuziehen, indem das Hämmern beim
Schweißen dem Metall eine gewisse Sprödigkeit gibt, welche kein darauf folgendes
Ausglühen so vollständig zu beseitigen vermag, daß die gehämmerte Stelle ihre
vorherige Stärke wieder erhält; auch ist beim Zusammenschweißen die Vereinigung
beider Metallbänder nicht von der Art, daß man sich darauf verlassen kann. Sind die
Bänder aus Eisen, so können sie in der Dike von 1/20 bis 1/4 Zoll und in der Breite
je nach der ihnen zu gebenden Stärke variiren. Flache, auf die angegebene Weise verfertigte
Bänder zeigen sich stärker und dauerhafter, als solche aus Hanf oder ähnlichem
Materiale von gleichem Gewichte, und wenn man ausnehmende Leichtigkeit mit der
größtmöglichen Stärke vereinigen will, so nehme man Stahl anstatt des Eisens.
Eine weitere Verbesserung an bandförmigen Förderungstauen besteht darin, daß ich sie
durch Vereinigung schmaler eiserner Streifen oder Bänder herstelle, welche für
gewisse Zweke, insbesondere bei tiefen Gruben, einen Vortheil vor den oben
beschriebenen Bändern voraus haben, indem sie gegen Unfälle oder ein plözliches
Zerreißen größere Sicherheit darbieten. Die in Rede stehenden verbesserten Bänder
sind aus Metallstreifen zusammengesezt, welche neben einander angeordnet und, wie
Fig. 46
zeigt, an Querstüke befestigt sind. Hiezu verwende ich Metall, welches auf die oben
beschriebene Weise durch Formen gezogen, oder in Streifen gewalzt worden ist, wobei
ich sorgfältig solche Streifen auswähle, die gerade und frei von Rissen sind; sollen
ihre Kanten genau parallel seyn, so können sie durch Circularscheren geschnitten
werden. Die neben einander liegenden Theile des flachen Bandes werden durch
Gewichte, die über Rollen gehängt sind, in gleichmäßiger Spannung erhalten, während
die Querstüke a, a, Fig. 46, an dieselben
genietet werden. Die Vereinigung der einzelnen Streifen kann entweder auf die bei
b oder auf die bei c
dargestellte Weise bewerkstelligt werden. Die Querstüke können 18 Zoll bis 5 Fuß von
einander abstehen; Breite und Dike der einzelnen Bandstreifen ändert sich nach
Umständen.
Meine dritte Verbesserung besteht darin, daß man schmale Metallstreifen oder
Metalldraht auf einem Webestuhle zu einem flachen Bande verwebt, wobei die die Kette
bildenden Drähte auf besondere Spulen gewunden und während des Webeprocesses in
gleichförmiger Spannung erhalten werden. In manchen Fällen wird es rathsam seyn, als
Einschlag sich eines Drahtes von geringerer Dike als der zur Kette verwendete Draht
zu bedienen.
Tafeln