| Titel: | Verbesserungen in der Fabrication zusammengeschweißter eiserner Röhren, worauf sich Thomas Henry Russel, zu Wednesbury in der Grafschaft Stafford, und Cornelius Whitehouse ebendaselbst, am 7. März 1842 ein Patent ertheilen ließen. |
| Fundstelle: | Band 87, Jahrgang 1843, Nr. XCIII., S. 352 |
| Download: | XML |
XCIII.
Verbesserungen in der Fabrication
zusammengeschweißter eiserner Roͤhren, worauf sich Thomas Henry Russel, zu Wednesbury in der Grafschaft
Stafford, und Cornelius
Whitehouse ebendaselbst, am 7.
Maͤrz 1842 ein Patent ertheilen ließen.
Aus dem Repertory of Patent-Inventions. Nov. 1842,
S. 268.
Mit Abbildungen auf Tab.
VII.
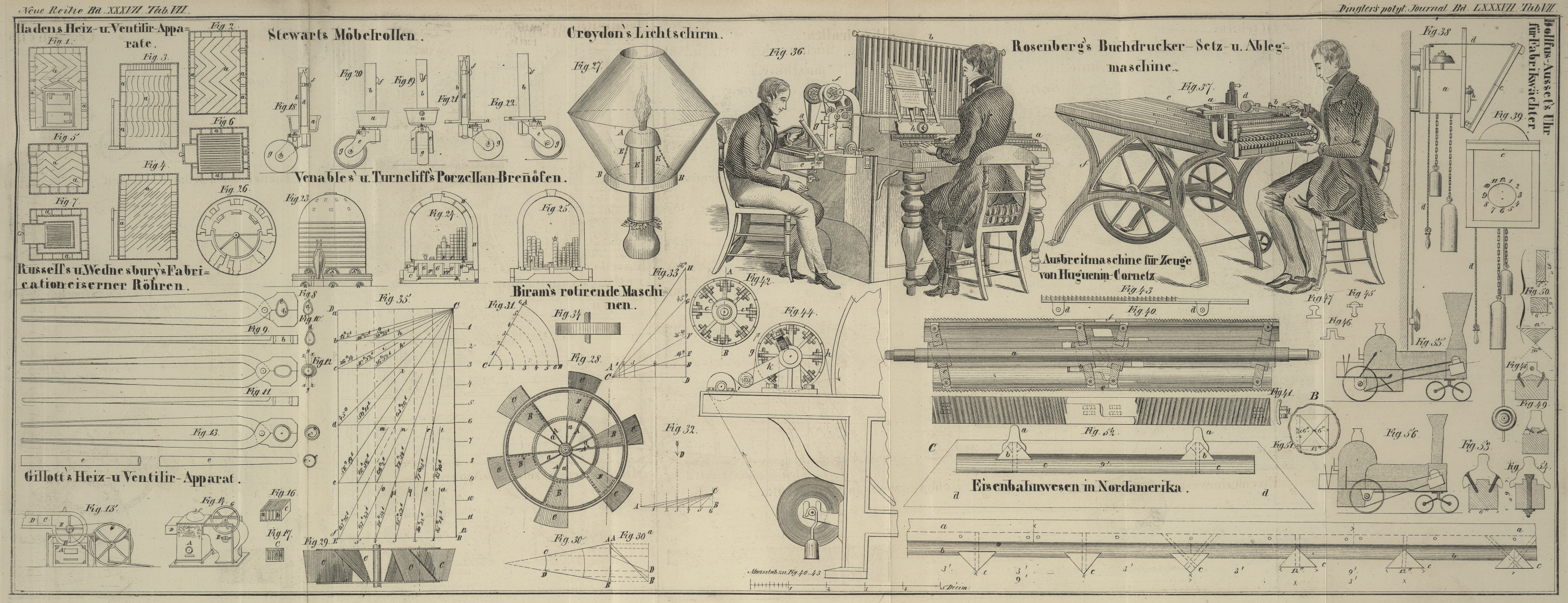
Russel's und Whitehouse's Fabrication eiserner
Roͤhren.
Unsere Verbesserungen beziehen sich auf das Zusammenschweißen schmiedeiserner Röhren
unter Anwendung äußeren Druks, indem wir in das bereits umgebogene Eisen einen
eisernen Dorn steken und die im schweißfertigen Zustande befindliche Röhre sammt dem
Dorn durch Formen oder Zangen hindurchziehen. Nach geschehener Schweißung kann der
Dorn wegen seines im Vergleich mit dem Durchmesser der fertigen Röhre geringeren
Durchmessers leicht herausgezogen werden, indem man die zusammengeschweißte Röhre in
Cylinderform preßt. Unsere Erfindung läßt sich besonders auf dünne schmiedeiserne
Röhren, z.B. die Feuerröhren der Locomotiven u.s.w., anwenden.
a, Fig. 8, zeigt die
Endansicht eines umgebogenen Eisenblechs. Nachdem dieses Blech bis zu einer mäßigen
Schweißhize erwärmt worden ist, wird es durch die Zange Fig. 9 gezogen. Diese
Zange hat eine erweiterte Maulöffnung und der obere Theil bei c ist der gestalt vertieft, daß das umgebogene Eisenblech nach seinem Durchgang durch die
Zange die Form Fig.
10 annimmt, wobei der eine Blechrand bei d
über den andern Blechrand greift. Nun wird ein cylindrischer eiserner Dorn e in das bereits der Röhrenform sich nähernde Blech
gestekt, worauf dasselbe bis zur Schweißhize erwärmt und mittelst einer Ziehbank
sammt dem Dorne e durch die Zange Fig. 11 gezogen. Da der
Druk in der Richtung der punktirten Linie y, y, Fig. 12,
stattfindet, so werden die Ränder der Röhre zusammengepreßt. Die noch immer in einer
Schweißhize erhaltene Röhre wird nun ein wenig gedreht und abermals durch die Zange
Fig. 11
gezogen, wobei der Hauptdruk in der Richtung der punktirten Linie z, z liegt; bei einem nochmaligen Ziehen durch dieselbe
Zange wird der Druk nach der Richtung x, x verändert.
Durch diese Manipulation erzielen wir ein sehr wirksames Uebergreifen der Ränder und
eine vollkommene Zusammenschweißung. Wir ziehen es vor, zu dem bezeichneten Zwek
drei Paar Zangen anzuwenden, um jede Zange unmittelbar nach dem Gebrauch in kaltes
Wasser tauchen und dadurch den anhängenden Glühspan entfernen zu können. Die Röhre
wird nun noch durch das Maul der Zange Fig. 13 gezogen, wodurch
sie die cylindrische Form vollends annimmt. Wegen seines in Vergleich mit der Röhre
kleineren Durchmessers kann der Dorn leicht aus der fertigen Röhre herausgenommen
werden.
Wir erlauben uns die Bemerkung, daß wir den Ziehformen deßwegen vorzugsweise die Form
von Zangen geben, weil sie in dieser Form wohlfeiler herzustellen sind und weil sie
sich leichter vom Glühspan reinigen lassen, indem man sie, wie bereits bemerkt
wurde, nach dem jedesmaligen Gebrauche nur in kaltes Wasser zu tauchen braucht. Auch
kann bei dieser Construction der Formen der Arbeiter leichter von einer Röhrenweite
zur anderen übergehen. Der Arbeiter lehnt die Zange gegen einen an der Ziehbank
angebrachten Aufhälter und hält die Formbaken oder das Maul der Zange geschlossen,
während die Röhre durchgezogen wird. Leztere kann sich während des Schweißens auf
dem Dorne e nicht verschieben. Der größeren Leichtigkeit
wegen ziehen wir es vor, den Dorn e hohl zu machen und
bedienen uns zu dem Ende starker schmiedeiserner zusammengeschweißter Röhren. Der
Dorn e ist länger als die auf demselben zu schweißende
Röhre und ragt über beide Enden derselben etwas hervor. Man muß sich übrigens in
Acht nehmen, daß die Enden der noch nicht vollendeten Röhre und des Dornes e der stärkeren Einwirkung des Feuers nicht ausgesezt
seyen, damit dieselben nicht bis zur Schweißhize erwärmt werden. Deßwegen hat unser
Ofen an der Rükseite ein Loch, in welches das Röhrenende tritt und zu welchem der
Dorn hinausragt, so daß
die volle Hize nur auf die Röhre und zwar nicht ganz bis an ihre Enden wirkt. Ist
der Ofen nicht lang genug, um die ganze Röhre auf einmal zu erwärmen, so nimmt man
die ganze Operation zuerst mit der einen, dann mit der anderen Röhrenhälfte vor.
Schließlich wird die Röhre bis zu einer hellen Rothglühhize oder einer mäßigen
Schweißhize erwärmt, und durch ein Paar Formen mit etwas kleinerem Durchmesser als
Fig. 13
gezogen, wodurch der Durchmesser der Röhre auf die verlangte Weite reducirt
wird.
Tafeln