| Titel: | Verbesserte Maschine zur Verfertigung der Mauer- und Dachziegel, worauf sich Thomas Forsyth, Ingenieur zu Salford in der Grafschaft Lancaster, am 1. Jun. 1843 ein Patent ertheilen ließ. |
| Fundstelle: | Band 92, Jahrgang 1844, Nr. IV., S. 7 |
| Download: | XML |
IV.
Verbesserte Maschine zur Verfertigung der
Mauer- und Dachziegel, worauf sich Thomas Forsyth, Ingenieur zu Salford in der
Grafschaft Lancaster, am 1. Jun. 1843 ein
Patent ertheilen ließ.
Aus dem Repertory of Patent-Inventions. Jan. 1844,
S. 16.
Mit Abbildungen auf Tab.
I.
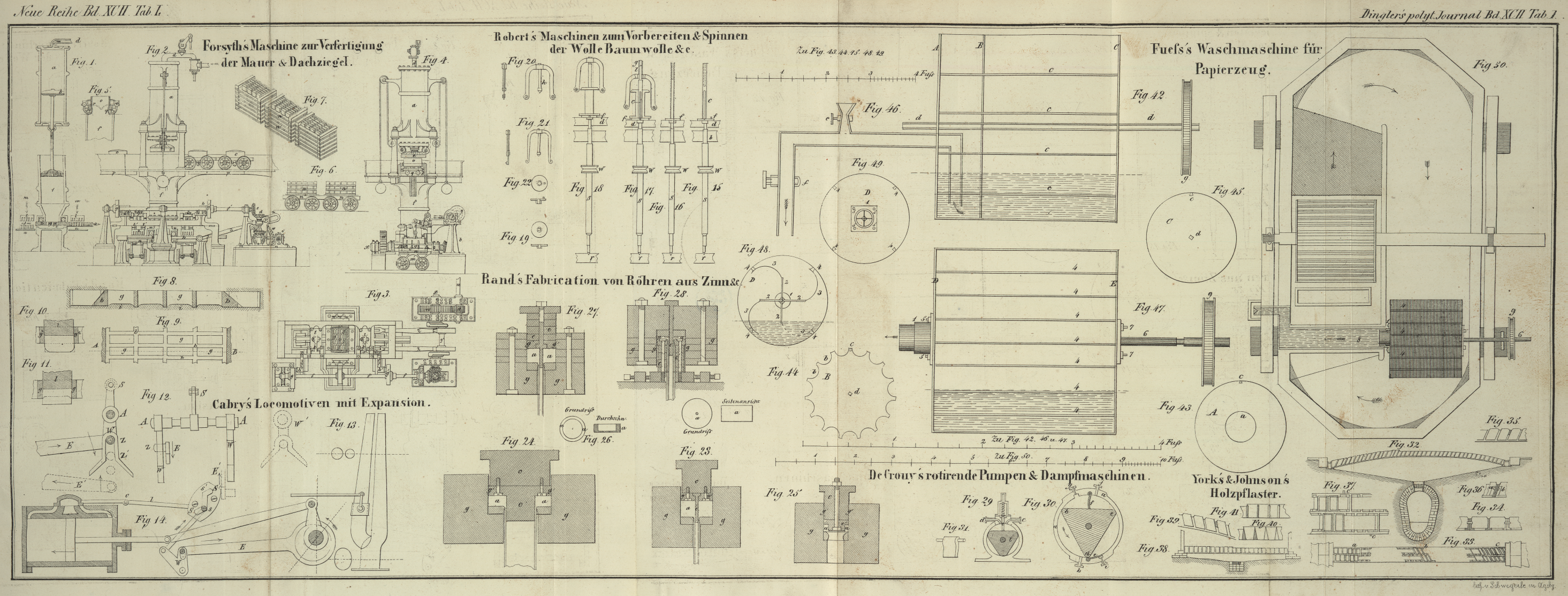
Forsyth's Maschine zur Verfertigung der Mauerziegel
etc.
Meine Erfindung besteht in der Construction eines Mechanismus, mit dessen Hülfe die
Ziegel auf eine raschere und ökonomischere Weise verfertigt werden, als dieß
mittelst der gewöhnlichen Procedur der Fall ist. Ich will zunächst von der
Fabrication der Mauerziegel reden und dann zu derjenigen der Dachziegel übergehen.
Der Unterschied in der Fabrication dieser beiden Artikel ist übrigens so gering, daß
ich den leztern am Schlusse nachfolgender Beschreibung nur mit wenigen Worten zu
erläutern nöthig habe.
Fig. 1 stellt
in einem Durchschnitt die wesentlichen Theile der Erfindung, alles äußeren Apparates
entkleidet, dar. a ist ein Cylinder, wie bei einer
gewöhnlichen Dampfmaschine, der mit einem Kolben b und
mit einer Kolbenstange c versehen ist, und von einem
Dampfkessel aus vermittelst der Röhre d mit Dampf
versehen wird. An ihrem unteren Ende trägt die Kolbenstange c einen zweiten Kolben e, welcher in einem
zweiten Cylinder f spielt. Dieser Cylinder nimmt das
Material, woraus die Ziegel verfertigt werden sollen, auf eine Art und in einem
Zustande auf, worüber unten die nähere Erläuterung folgen wird. Das in dem Cylinder
f abgelagerte Material wird durch den Kolben e abwärts gepreßt. Am Boden des Cylinders f angelangt, wird das Material in eine Anzahl enger
Räume gepreßt, welche eben so viel Ziegelformen bilden, die, wie nachher erläutert
werden soll, in zwei Abtheilungen in der Platte h
angeordnet sind. Die Platte h liegt auf der Unterlage
i, i und wird in der Richtung der Pfeile j, k hin- und herbewegt, wodurch sie die
Abtheilungen der Formen
g abwechselnd unter den Cylinder f bringt. Am Ende jeder Bewegung hält die Platte h eine Zeit lang still; während dieser Pause bewegen
sich die Drüker l, l senkrecht in der Richtung der
Pfeile m, m abwärts, die an dem Drüker l angebrachten Hervorragungen treten gleichzeitig in die
Formen g der entsprechenden Abtheilung der Platte h und drüken das in dieselben gepreßte Material heraus,
welches nun in Gestalt von Mauerziegeln auf die zu ihrer Aufnahme untergelegten
Bretter n, n abgesezt wird. Sobald die Ziegel aus den
Formen g herausgedrükt worden sind, kehrt der Drüker l wieder in seine ursprüngliche Lage zurük, in welcher
er ruhig verharrt, bis er am Ende der nächsten Bewegung der Platte h auf ähnliche Weise wieder in Thätigkeit kommt. Die
Anordnung ist so getroffen, daß während der eine Drüker sich in Ruhe befindet, der
andere auf die angegebene Weise in Wirksamkeit ist.
Ich gehe nun zur Beschreibung des Mechanismus über, mit dessen Hülfe die Bewegung des
Apparates in der erwähnten Weise stattfindet.
Fig. 2 ist
eine Seitenansicht, welche die allgemeine Anordnung des Räderwerks und anderer
Theile des Apparates darstellt;
Fig. 3 ein
Grundriß mit Hinweglassung der oberen Theile, um das Räderwerk und die innere
Einrichtung des Apparats zu zeigen;
Fig. 4 eine
theilweise im Durchschnitt genommene Endansicht, welche die Formplatte h am Ende ihrer Bahn darstellt. Nachdem das Material auf
die übliche Weise zur Erlangung der geeigneten Consistenz bearbeitet worden ist,
wird dasselbe in die Waggons o, o, o, Fig. 2 gefüllt und durch
Pferde oder auf irgend eine andere geeignete Weise auf das Gerüst p gebracht. Diese Waggons sind so eingerichtet, daß sie
unter den Kolben e, wenn dieser in der Fig. 2 dargestellten Lage
sich befindet, und direct über den Cylinder f gelangen.
Sie sind mit beweglichen Böden q, q versehen, welche um
die Scharniere r, r drehbar sind, und im geschlossenen
Zustand mit Hülfe von Riegeln befestigt werden. Die beweglichen Böden werden, wenn
kein Material im Wagen ist, durch Gegengewichte t, t
auch ohne Riegel geschlossen erhalten. Befindet sich aber Material im Wagen, so
öffnet nach Zurükziehung der Riegel das die Gewichte t,
t überwiegende Material die Böden und fällt, wie der Durchschnitt Fig. 5 zeigt,
aus dem nun bodenlosen Wagen in den Cylinder f, worauf
die beweglichen Böden durch den Einfluß ihrer Gegengewichte wieder in ihre
ursprüngliche Lage zurükkehren. Die Riegel werden sodann wieder vorgeschoben; der
Wagen ist somit an seinem Boden geschlossen und bereit eine neue Füllung in Empfang
zu nehmen. Auf diese Weise wird eine hinreichende Anzahl Wagen in den Cylinder f
entleert, bis derselbe
voll ist, um der Einwirkung des Kolbens e ausgesezt zu
werden. Wenn der Cylinder f gefüllt ist, so werden die
weiteren Bewegungen des Apparats auf folgende Weise bewerkstelligt. An der Welle u, welche ihre Bewegung von einer Dampfmaschine oder
einem andern Treibapparat herleitet, befindet sich ein Getriebe v, welches in ein an der Krummzapfenwelle x befindliches Rad w greift.
Der Kurbelzapfen y spielt in den geschlizten Lenkstangen
z, z, deren andere Enden an die Formplatte h befestigt sind, so daß die Krummzapfenwelle x durch ihre Rotation dieser Formplatte eine hin-
und hergehende Bewegung ertheilt. Diese Bewegung ist jedoch nicht constant, sondern
intermittirend; die Ruheperioden fallen in die Zeit, während welcher der
Kurbelzapfen y längs der in den Enden der Lenkstangen
befindlichen Schlize arbeitet, und haben den Zwek, den Drükern l die zum Hinausdrüken der Ziegel aus den Formen g erforderliche Zeit zu gewähren. Die Bewegung dieser
Dritter ist nun zunächst zu beschreiben. Das eine Ende der Krummzapfenwelle enthält
ein Winkelrad a', welches in ein anderes Winkelrad b' greift, dessen senkrechte Welle c', Fig. 2, ein drittes
Winkelrad d' trägt. Lezteres greift in ein viertes an
der Welle f' befestigtes Winkelrad e'. An der rotirenden Welle f' sizen zwei excentrische Scheiben g, g,
deren Gestalt in Fig. 4 ersichtlich ist. Die punktirten Linien bezeichnen eine in der
Seite des einen Excentricums befindliche Rinne, in welche ein von dem einen Ende der
Schiebstange h', h' hervorragender Stift greift. Durch
die Umdrehung des Excentricums g' wird daher die Stange
h', h' hin- und hergeschoben. Das andere Ende
dieser Stange ist mit dem Ende eines an der Welle j'
befestigten Hebels i' verbunden. An der Welle j' befindet sich ein zweiter Hebel k', dessen Ende durch die Gelenkstüke l', l' mit dem Drüker l
verbunden ist, der dadurch eine hin- und hergehende intermittirende Bewegung
erhält, vermöge welcher er das Material aus den Formen g
herausdrükt, auf die Bretter n absezt und dann in seine
ursprüngliche Lage (Fig. 1) wieder zurükkehrt.
Ich will nun erläutern, wie die zur Aufnahme der Ziegel dienlichen Breter n, n untergestellt und nach Empfangnahme der Ziegel
wieder entfernt werden. Es ist nothwendig, eine bedeutende Anzahl solcher Bretter,
die jedoch alle auf den Wagen m' passen müssen, in
Bereitschaft zu halten. Dieser Wagen wird mit einem solchen Brette unter die
Formplatte h geschoben, um die aus den Formen g hervorgedrükten Ziegel in Empfang zu nehmen. Sobald
dieß geschehen ist, wird der Wagen m' aus der Maschine
entfernt, das Brett n mit seiner Ladung von dem Wagen
m' abgenommen und auf einen der Wagen n', n', Fig. 6, gelegt. Der Wagen
m' wird sodann mit einem andern Brett versehen und
in seine frühere Lage unter der Formplatte h
zurükgeführt, um eine neue Lieferung von Ziegeln in Empfang zu nehmen. So schichte
ich auf den Wagen n', n'
Fig. 6, eine
Reihe mit Ziegel beladener Bretter über einander, und wenn nun eine Reihe solcher
Wagen auf die angegebene Weise beladen sind, so werden sie durch Pferde oder auf
irgend eine geeignete Art hinweggeschafft; nachdem sie abgeladen worden sind, werden
sie wieder zur Maschine zurükgebracht. Sind die Materialien, woraus die Ziegel
verfertigt werden, hart genug, so können diese des vollkommneren Troknens wegen
aufgeschichtet und die Bretter n wieder nach der
Maschine zurükgeschafft werden; sind sie jedoch nicht hart genug, um ohne Gefahr der
Beschädigung auf solche Weise behandelt zu werden, so müssen sie, wie die
isometrisch-perspectivische Ansicht Fig. 7 zeigt, auf den über
einander geschichteten Brettern n bleiben, bis sie
troken sind.
Die Figuren 8,
9, 10 und 11 sind nach
größerem Maaßstabe ausgeführte Ansichten, auf die ich besonders aufmerksam mache;
sie zeigen die Beschaffenheit und Anordnung der Formen g
in der Platte h, worauf ich weiter unten zurükkommen
werde.
Fig. 8 stellt
den Grundriß eines Theils der Formplatte h mit zwei
Reihen Formen g dar.
Fig. 9 ist ein
senkrechter Durchschnitt der Formplatte h rechtwinkelig
zu der Richtung, in welcher sie sich bewegt. Man wird bemerken, daß der durch die
Basis i, i gebildete Boden jeder Form g keine ebene Fläche bildet, sondern etwas gekrümmt ist,
und zwar aus einem Grunde, der mit Hülfe der Figuren 10 und 11 erläutert
werden soll.
Fig. 10
stellt den Moment dar, wo das Material aus einer Form g² von der gewöhnlichen
parallelopipedischen Gestalt hervorgepreßt wird. In diesem Falle wird man bemerken,
daß das Material an einer Seite convex oder abgerundet erscheint, was der für einen
Mauerziegel geeigneten Gestalt nicht entspricht.
Fig. 11 zeigt
das Material, wie es aus meiner verbesserten Form mit convexem Boden zum Vorschein
kommt und zwar in Gestalt eines Ziegels mit ebenen Seiten und rechten Winkeln. Der
Grund dieser Erscheinung liegt in der Reibung der Ziegelmasse an den Seitenwänden
der Form, welche im ersten Falle Fig. 10 die erwähnte
Convexität des Ziegels veranlaßt, die im zweiten Falle Fig. 11 durch die vorher
bereits concave Unterseite des Ziegels aufgehoben wird.
Bei der Verfertigung von Dachziegeln bedarf es nur einer abgeänderten Form, deren
Beschaffenheit von der Gestalt der anzufertigenden Dachziegel abhängt; die
beweglichen Theile des Apparats bleiben dieselben, nur daß die Drüker eine der
Gestalt der Formen und Ziegel entsprechende Gestalt haben.
Tafeln