| Titel: | Verbesserte Methode flachgängige Schrauben zu gießen. |
| Fundstelle: | Band 92, Jahrgang 1844, Nr. CI., S. 429 |
| Download: | XML |
CI.
Verbesserte Methode flachgaͤngige
Schrauben zu gießen.
Aus dem Mechanics' Magazine Jan. 1844, Nr.
1068.
Mit Abbildungen auf Tab.
VI.
Verbesserte Methode flachgängige Schrauben zu gießen.
Die Schwierigkeit, nach dem gewöhnlichen Verfahren flachgängige Schrauben zu gießen,
hat ihren Grund in der Spiralwindung des Ganges, welcher, da er seinen
Neigungswinkel parallel mit der Are in entgegengesezter Richtung an jeder Seite
desselben bildet, es selten möglich macht, das Modell aus dem Sande zu entfernen,
ohne den Formsand aus seiner Lage zu bringen. Um diesem Uebel abzuhelfen hat Hr. W.
Bowser eine Art zu formen erdacht, nach welcher die
Modelle der flachgängigen Schrauben aus dem Sande entfernt werden können, ohne die
Vollkommenheit der Formeindrüke zum Guß zu benachtheiligen. Er benuzt anstatt zweier
Formkasten oder Flaschen beim Gießen deren drei; zwei
davon enthalten die obere und untere Hälfte der Form für die Schraube selbst und der
dritte Kasten enthält die Form des Kopfes. Eine metallene Platte von solcher Größe,
daß sie die Enden der zwei langen Formkasten bedekt, wenn sie zusammengestellt
werden, ist mit ihnen verbunden, und hat in ihrer Mitte eine Schraubenmutter, welche
das Schraubenmodell in seiner gehörigen Lage im Sande hält, da wo die beiden Hälften
sich trennen, um die
erforderliche Form zu bilden. Wenn das Modell der Schraubenspindel aus dem Sande
genommen werden soll, so wird ein Schlüssel in dasjenige Ende der Schraubenspindel
hineingestekt, welches durch die Mutter nach außen hervortritt; sobald man nun
diesen Schlüssel dreht, wird das Modell aus der Form geschraubt, wobei die Mutter,
welche fest mit der Platte verbunden ist, den nöthigen Widerstand darbietet. Die
Platte und die Schraubenmutter werden nicht entfernt, der dritte Formkasten aber,
welcher die Form des Schraubenkopfes enthält, wird mit den beiden langen Formkästen
verbunden und dann ist das Ganze zum Gusse bereit.
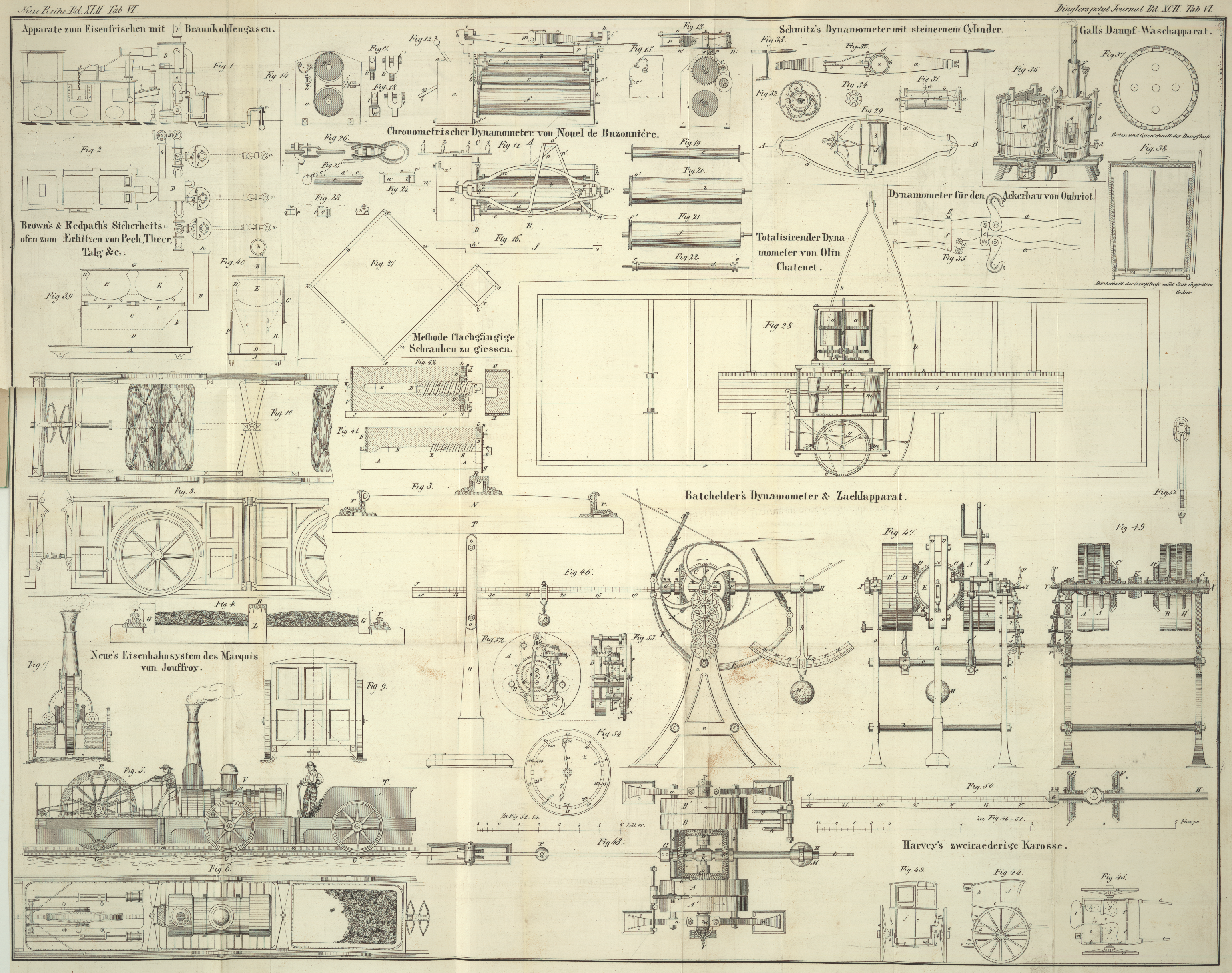
Fig. 41 und
42 sind
Durchschnitte der Formkasten mit der Schraube in den verschiedenen Stadien des
Processes. A, A (Fig. 41) ist ein dikes
Brett, welches dazu dient, die eine Hälfte der Schrauben aufzunehmen, es hat dazu
eine Höhlung, so daß die andere Hälfte aus dem Brett hervorragt; B, C und D sind die drei
Abtheilungen des Modells. Die Abtheilung B ist mit einem
Bolzen E, E versehen, welcher in ein cylindrisches Loch
der Schraubenabtheilung C hineinpaßt und das Modell zu
führen dient, wenn es aus dem Sand geschraubt wird. Der Theil D hat ein Loch, welches so ausgeschnitten ist, daß es das Modell bequem
durchläßt. F, G ist ein Theil von einem der langen
Formkasten wie er auf dem Brett A, A angebracht ist. Im
oberen Ende G ist eine halbkreisförmige Oeffnung von
solcher Größe, daß der Sand rund um den Hals D
eingepreßt werden kann. Eine metallene Platte E, O, H
ist dann an dem Modellhals D und dem Formkasten F, G vermittelst zweier Schrauben verbunden. Hierauf
wird Sand in den Formkasten gefüllt und bis oben hinauf fest angelegt, wie die
punktirten Linien es andeuten. Ein zweites Brett I, I
(Fig. 42)
wird nun an dem oberen Theil des Formkastens F, G
befestigt, das Ganze wird dann umgedreht, so daß das Brett I,
I unten zu liegen kömmt. Das erste Brett A, A
wird entfernt, wodurch die Hälfte des Modells außerhalb des Sandes gelassen wird;
finden sich in der ersten Hälfte der Form einige fehlerhafte Stellen, so werden sie
ausgebessert; der Formkasten K, L wird demnächst
aufgelegt und an den Formkasten F so wie auch an die
Platte H, H befestigt. Der Sand wird dann wieder in den
oberen Theil dieses Formkastens gefüllt und wie zuvor fest angelegt, wodurch der
Eindruk für den Schraubengang vollkommen hergestellt ist. Die Platte H wird nun weggenommen, um vermittelst Schrauben an die
langen Flaschen des Kopfkastens M, M, welcher zum Abdruk
des Kopfes mit Sand gefüllt ist, befestigt zu werden. Sobald dieß gethan, wird der
Formkasten M, M entfernt und die Platte H,
H wiederum mit dem Formkasten F, G und K, L, so wie mit dem Hals D
verbunden.
Ein Schlüssel wird durch die Oeffnung N gestekt und die
Schraubenabtheilung des Modells aus dem Sande herausgeschraubt. Um den ebenen Theil
des Modells zu entfernen, werden die obern und untern Formkasten von einander
getrennt und nachdem alle Formkasten wiederum gereinigt sind, wird eine
entsprechende Oeffnung gemacht, worin das Metall hineingegossen wird.Die Society of Arts hat Hrn. Bowser für diese Erfindung ihre silberne Medaille
zuerkannt.
Tafeln