| Titel: | Verbesserungen in der Fabrication der Gewehrläufe, worauf sich William Lucas Sargant zu Birmingham am 30. Jan. 1844 ein Patent ertheilen ließ. |
| Fundstelle: | Band 95, Jahrgang 1845, Nr. LI., S. 176 |
| Download: | XML |
LI.
Verbesserungen in der Fabrication der
Gewehrlaͤufe, worauf sich William Lucas Sargant zu Birmingham am 30. Jan. 1844 ein Patent ertheilen ließ.
Aus dem Repertory of Patent-Inventions, Nov.
1844, S. 259.
Mit Abbildungen auf Tab.
III.
Sargant's Verbesserungen in der Fabrication von
Gewehrläufen.
Den Gegenstand vorliegender Erfindung bildet:
1) die Anwendung des Gußstahls bei der Fabrication geschweißter Gewehrläufe mit
longitudinalem Saum;
2) die Anwendung hohler gußstählerner Cylinder bei der Fabrication der
Gewehrläufe;
3) gewisse Verbesserungen in der Fabrication der Gewehrläufe, indem man den dazu
verwendeten Gußstahl einem Entkohlungsproceß unterwirft.
Wer mit den Eigenschaften des Gußstahls vertraut ist, weiß daß das Zusammenschweißen
zweier Flächen sehr schwierig ist, und diese Schwierigkeit wird bei Feuergewehren
sowohl durch die große Länge und Dünne der zusammenzuschweißenden Flächen als auch
durch die Lage der Flächen während des Schweißprocesses noch erhöht. Ich beseitige
diese Schwierigkeit, indem ich den besten im Handel vorkommenden milde angelassenen
Gußstahl auswähle, an den mit einander zu vereinigenden Rändern ein gewöhnliches
Schweißpulver anbringe und den Stahl mit einem Kern durch cannelirte Walzen gehen
lasse. Diese Procedur wird durch vorhergehende Entkohlung des Stahls erleichtert.
Folgender Methode gebe ich jedoch den Vorzug. Um den Stahl bei dem Druk den er
während der Procedur des Schweißens auszuhalten hat, zu verstärken und zu
unterstüzen, überziehe ich denselben an einer seiner flachen Seiten mit Eisen, das
ich mittelst gewöhnlichen Schweißpulvers festschweiße, dann walze oder hämmere ich
die Masse in eine breite Schiene; diese schneide ich in geeignete Platten oder
Schienen, welche ich sofort zu Gewehrläufen verarbeite.
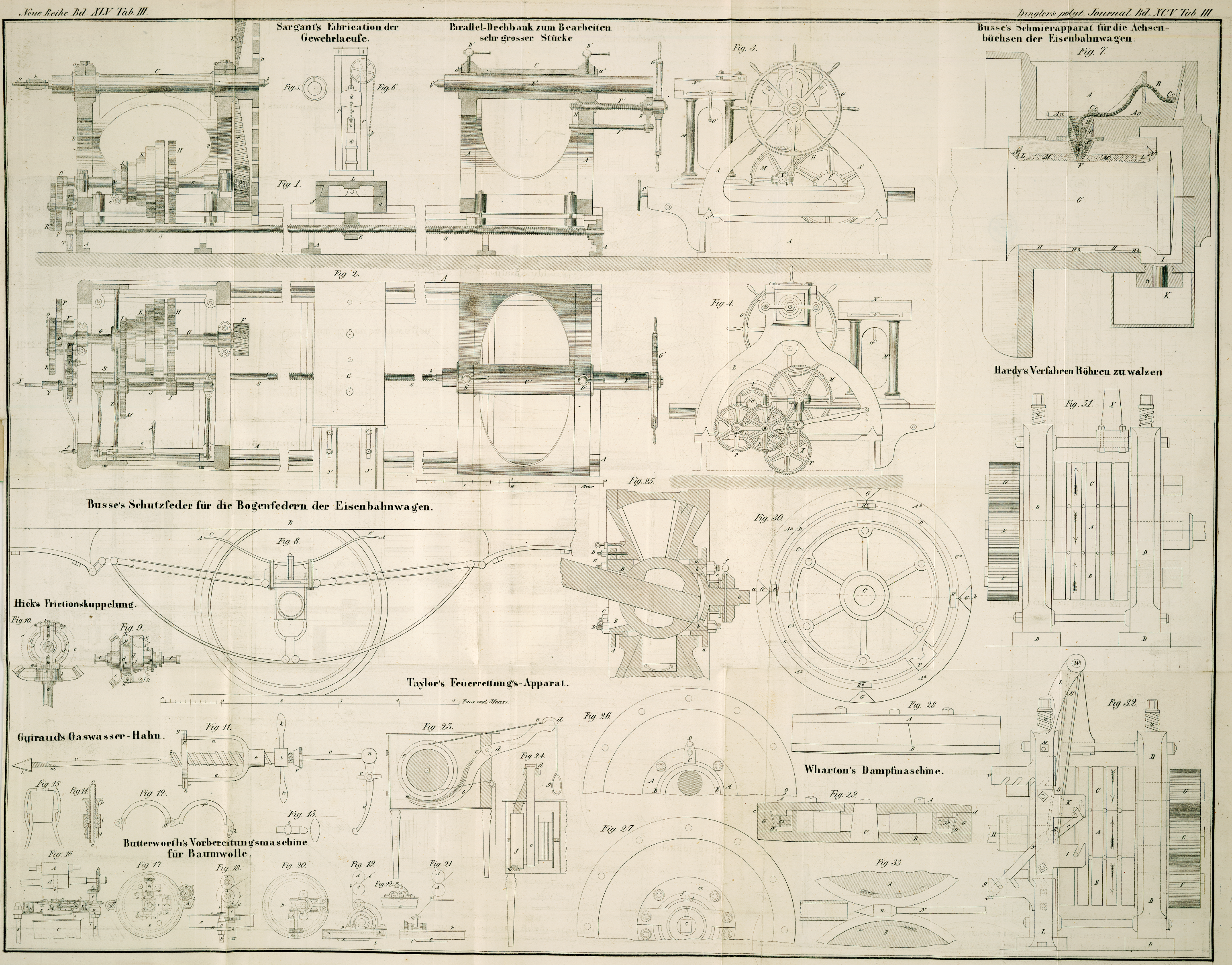
Fig. 5 stellt
ein solches zu einem Musketenlauf zu verarbeitendes Stük im Querschnitt dar.
Dasselbe besteht aus einer Fläche von Eisen und einer solchen von Gußstahl. Dem
Eisen gebe ich 1/8, dem Gußstahl 3/8 Zoll Dike, und biege die Schiene so, daß das Eisen außen ist und die
Kanten des Gußstahls zusammenstoßen. Hierauf schweiße ich die Kanten zusammen, indem
ich den Lauf mit eingefügtem Kern zwischen cannelirten Walzen hindurchgehen lasse.
Durch wiederholtes Erhizen und Auswalzen wird das Rohr zu einem Lauf verlängert. Da
jedoch der Eisenüberzug bei jedesmaliger Erhizung und Verlängerung sowohl in Folge
der Strekung des Metalls als auch des abfallenden Glühspans immer dünner wird, so
ist insbesondere am Schluß der Operation große Vorsicht anzuwenden.
Der zweite Theil der Erfindung betrifft die Verfertigung gußstählerner Läufe aus
hohlgegossenen Cylindern, welche mit eingefügtem Kern in die Länge gewalzt oder
gehämmert werden. Der Vortheil solcher Läufe besteht darin, daß sie keinen Saum
haben. Folgendem Verfahren gebe ich den Vorzug. Ich gieße nämlich einen hohlen
Cylinder ungefähr von den Dimensionen desjenigen Cylinders, welchen man dem
gewöhnlichen Verfahren gemäß erhält, wenn man die Metallschiene umbiegt, um sie
zusammenzuschweißen. Zum Gießen bediene ich mich zweier Formhälften, welche mit
einander verbunden einen Cylinder bilden und einen Kern umschließen.
Gewöhnlich gießt man den geschmolzenen Stahl oben in die Form und dekt dann mit der
Hand einen Stöpsel darauf, um das Steigen des Stahls zu verhüten. Da es jedoch beim
Gießen eines hohlen Cylinders einige Schwierigkeit macht einen Stöpsel rasch genug
über den Kern und in die Form zu bringen, so befolge ich nachstehendes durch Fig. 6
erläutertes Verfahren.
Ich mache nämlich die Form länger als den beabsichtigten Cylinder und in die Rükseite
jeder der Formhälften ein Loch a, durch welches ich das
geschmolzene Metall eingieße. Rings um das Loch an die Außenseite der Form schraube
ich zur Aufnahme des geschmolzenen Metalls einen Trichter, aus welchem der Stahl
durch das Loch a in die Form fließt und den Kern rings
umgibt. Der Stöpsel b besteht aus einem hohlen eisernen
oder stählernen Cylinder, welcher so weit in die Form hineingefügt wird, als dieß
ohne Nachtheil für das Einströmen des geschmolzenen Stahls durch das Loch a geschehen kann. Der Kern wird an seinem oberen Ende
durch den Stöpsel an seinem Plaz erhalten. d ist ein
Gewicht, welches an Stangen f, f zwischen Nuthen frei
auf- und niederspielt. Das Gewicht hängt an einer über eine Rolle laufenden
Kette, welche an einem Pflok h befestigt wird und der
Stöpsel b hängt an einer Kette c von dem Gewicht herab. Sobald der geschmolzene Stahl eingefüllt worden
ist, wird die Kette von dem Pflok h losgemacht, worauf das herabfallende
Gewicht den Stöpsel über den Kern auf den geschmolzenen Stahl treibt; unter diesem
Druk läßt man den Stahl abkühlen. Der Stöpsel kann selbst aus einem so gegossenen
Stahlcylinder bestehen, und das Gewicht d sollte
ungefähr 35 Pfund schwer seyn, wobei es aus einer Höhe von 1 Fuß herabfällt. Der
Stahl muß so rasch wie möglich in die Form gegossen, und das Gewicht gleich darauf
niedergelassen werden. Die so gegossenen Cylinder werden nun, wenn auch mit einiger
Schwierigkeit, auf die bereits erwähnte Weise mittelst cannelirter Walzen
verlängert. Vor dieser Operation halte ich es indessen für gut die Cylinder mit
darinnenstekendem Kern der Einwirkung eines Schwanzhammers aus, zusezen, indem diese
Procedur die Poren des Stahls schließt, und bewirkt, daß er sich leichter walzen
läßt. Ich bediene mich eines Paares mit rinnenförmigen Vertiefungen versehener
Werkzeuge; die 6 bis 9 Zoll langen Vertiefungen sind nur so tief, daß wenn der
Cylinder hineingelegt wird, die Flächen der Werkzeuge nicht ganz zusammenkommen. Der
Kern sollte von Stahl, etwas conisch und an dem breiteren Ende mit einem Knauf
versehen seyn; auch sollte man ihn herausnehmen, wenn der Cylinder erhizt werden
soll. Da sich die innere Höhlung des Cylinders bei jedem Hammerschlag vermindert, so
braucht man, so oft der Cylinder erwärmt wird, einen kleineren Kern. Der Kern darf
nur zu 2/3 in die Höhlung des Cylinders eingefügt, auch muß das eine Ende des
Cylinders zuerst und dann das andere gehämmert werden. Ich halte ein drei-
oder viermaliges Erhizen und Hämmern an jedem Ende des Cylinders für hinreichend.
Nachher verlängere ich die Läufe auf die gewöhnliche Art mit Hülfe cannelirter
Walzen, wobei ich darauf sehe, die Läufe stufenweise zu erwärmen, wie dieses beim
Gußstahl üblich ist.
Der dritte Theil der Erfindung betrifft die Anwendung des Entkohlungsprocesses auf
den zur Fabrication der Gewehrläufe dienenden Gußstahl. Der Zwek dieser Procedur
geht darauf hinaus, den Gußstahl weicher und zur Bearbeitung geeigneter zu machen.
Ich erhize den Stahl oder die Läufe, sie mögen geschweißt oder gegossen seyn,
während die innere und äußere Fläche mit einer Substanz in Berührung ist, welche
eine größere Verwandtschaft zur Kohle als zum Stahl hat. Mehrere Substanzen
entsprechen diesem Zwek, insbesondere schwarzes Manganoxyd (Braunstein), Salpeter,
Hammerschlag, Eisenfeile u.s.w.; ich gebe jedoch dem Hammerschlag oder dem
Hammerschlag vermengt mit Eisenfeil- oder Drehspänen den Vorzug. Zu dem
vorliegenden Zwek bediene ich mich eines kleinen dem gewöhnlichen Cementirofen
ähnlichen Ofens. Der Ofen sollte eine solche Einrichtung haben, daß sich die Hize
bis zur Roth- oder Weißglühhize der Stahlstäbe oder Läufe und der mit denselben in Berührung
befindlichen Substanzen steigern läßt.
Ein Arbeiter wird nach einiger Uebung leicht den richtigen Gang des Ofens beurtheilen
können. Um zu untersuchen, ob der Ofen den geeigneten Hizgrad zu liefern im Stande
ist, fülle man einen Lauf mit Braunstein und lege beim Füllen des Ofens diesen Lauf
in die Mitte, d.h. an die von dem Feuer entfernteste Stelle. Hat nun, nach erfolgter
Abkühlung des Inhalts, der Braunstein eine grüne Farbe angenommen, so war die Hize
gerade groß genug; zeigt sich der Braunstein schwarz oder braun, so war die Hize
nicht hinreichend; ist dagegen der Braunstein blaßgrau geworden, so war die Hize
allzugroß. Was die Länge der Zeit betrifft, während welcher die Stahlstangen oder
Läufe der Hize ausgesezt seyn sollen, so hängt dieselbe in der Regel von
verschiedenen Umständen ab. Einige wünschen die Läufe recht hart; für den
gewöhnlichen Gebrauch jedoch müssen die Läufe mehr oder weniger weich gemacht
werden, und nach einiger Uebung wird der Arbeiter ermessen können, wie lange die
Läufe dieser Procedur ausgesezt werden müssen; je länger dieses der Fall ist, desto
weicher werden die Läufe. Bei Anfertigung gußstählerner Läufe genügt es, den
Entkohlungsproceß einmal anzuwenden, d.h. wenn die Läufe verlängert und conisch
verjüngt worden sind, und wenn ein Ofen ungefähr 50 Läufe enthält, so wird es
genügen, das Feuer ungefähr 30 Stunden in Brand zu erhalten, wobei man die Hize
allmählich steigert. Das Platiren des Gußstahls mit Eisen und das Zusammenschweißen
geht jedoch leichter von Statten, wenn der Stahl vorher entkohlt worden ist. Sind
die Läufe durch Verlängerung hohler gegossener Cylinder hergestellt worden, so ist
es vortheilhaft, die Cylinder vor dem Hämmern dem Entkohlungsproceß zu unterwerfen;
und wenn man sich hiezu des oben beschriebenen Ofens bedient, so ist es gut, die
Cylinder mit der entkohlenden Substanz drei oder vier Tage und Nächte lang der Hize
auszusezen, indem dieselben wegen ihrer in Vergleich mit den Laufen größeren Dike
längere Zeit im Ofen verweilen müssen. Wenn diese Cylinder in Läufe verlängert
werden, so erscheint es für gewöhnliche Zweke wünschenswerth sie wieder zu entkohlen
und ungefähr 30 Stunden lang der Hize auszusezen. Sind die Läufe so vorbereitet, so
werden sie ausgebohrt und vollendet, wie wenn sie eiserne Läufe wären, mit Ausnahme
der Bildung der Schraube, zur Aufnahme der Schwanzschraube. Bei dieser Operation
kann der Lauf leicht bersten oder brechen, weßhalb verschiedene Vorsichtsmaaßregeln
anzuwenden sind. Der Lauf sollte an dem Schwanzschrauben-Ende etwas länger
gelassen werden, als sonst nöthig ist, damit ein etwaiger Sprung ausgefeilt oder
ausgeschliffen werden kann. Die Schraube sollte vor dem Ausschleifen eines Laufs
gebildet werden, auch sollte das Schwanzschrauben-Ende nach Herstellung der
Schraubenkammer entkohlt werden. Diese theilweise Entkohlung wird dadurch ins Werk
gesezt, daß man nur dieses Ende des Laufs in Berührung mit einer entkohlenden
Substanz der Hize aussezt. Was die Qualität des zu dem vorliegenden Zwek zu
verwendenden Stahls betrifft, so finde ich den besten im Handel vorkommenden
Gußstahl geeignet; da jedoch dieser Artikel kostspielig ist, so gebe ich dem aus
englischem Eisen bereiteten Gußstahl den Vorzug; ich meine dieselbe Eisengattung,
welche zur Fabrication eiserner Löffel und Gabeln verwendet wird.
Tafeln