| Titel: | Beschreibung einer Universal-Theilmaschine, mittelst welcher man Kreise und gerade Linien, so wie verzahnte Räder, Zahnstangen etc. theilen, durchbohren und schneiden kann; von Hrn. Decoster. |
| Fundstelle: | Band 96, Jahrgang 1845, Nr. XVII., S. 93 |
| Download: | XML |
XVII.
Beschreibung einer
Universal-Theilmaschine, mittelst welcher man Kreise und gerade Linien, so wie
verzahnte Raͤder, Zahnstangen etc. theilen, durchbohren und schneiden kann; von
Hrn. Decoster.
Aus dem Bulletin de la Société
d'Encouragement, Jan. 1845, S. 12.
Mit Abbildungen auf Tab.
II.
Decoster, Beschreibung einer
Universal-Theilmaschine.
Es ist bekannt, wie wichtig in den Maschinenwerkstätten die Theilmaschinen sind, sey
es nun zum Theilen von Kreisen oder geraden Flächen, oder zum Schneiden von
verzahnten Rädern oder Zahnstangen; ihre Anwendung erheischt aber ziemlich große
Geschiklichkeit von Seite des Arbeiters, welcher sie dirigirt.
Um den Zwek mit großer Genauigkeit zu erreichen, suchte Hr. Decoster, Maschinenfabrikant (rue Stanislas
No. 9) in Paris, einen Mechanismus herzustellen, welcher bei großer Einfachheit
leicht und bequem anzuwenden, dabei wenig kostspielig ist, und die wesentliche
Bedingung erfüllt, daß jede Art von Theilung in geraden sowohl als in ungeraden
Zahlen mittelst desselben ausgeführt werden kann.
Das Princip, worauf dieser Mechanismus beruht, besteht in der Anwendung einer großen
Menge vollkommen gleicher Metallstüke und eben so vieler, ebenfalls vollkommen
gleicher Keile oder spizen Prismen aus dem nämlichen Metalle. Diese Metallstüke und
Keile werden um eine cylindrische Scheibe gelegt, wenn man Kreise oder Scheiben
theilen will, und in eine vollkommen gerade Ruth, wenn dasselbe mit geraden Flächen
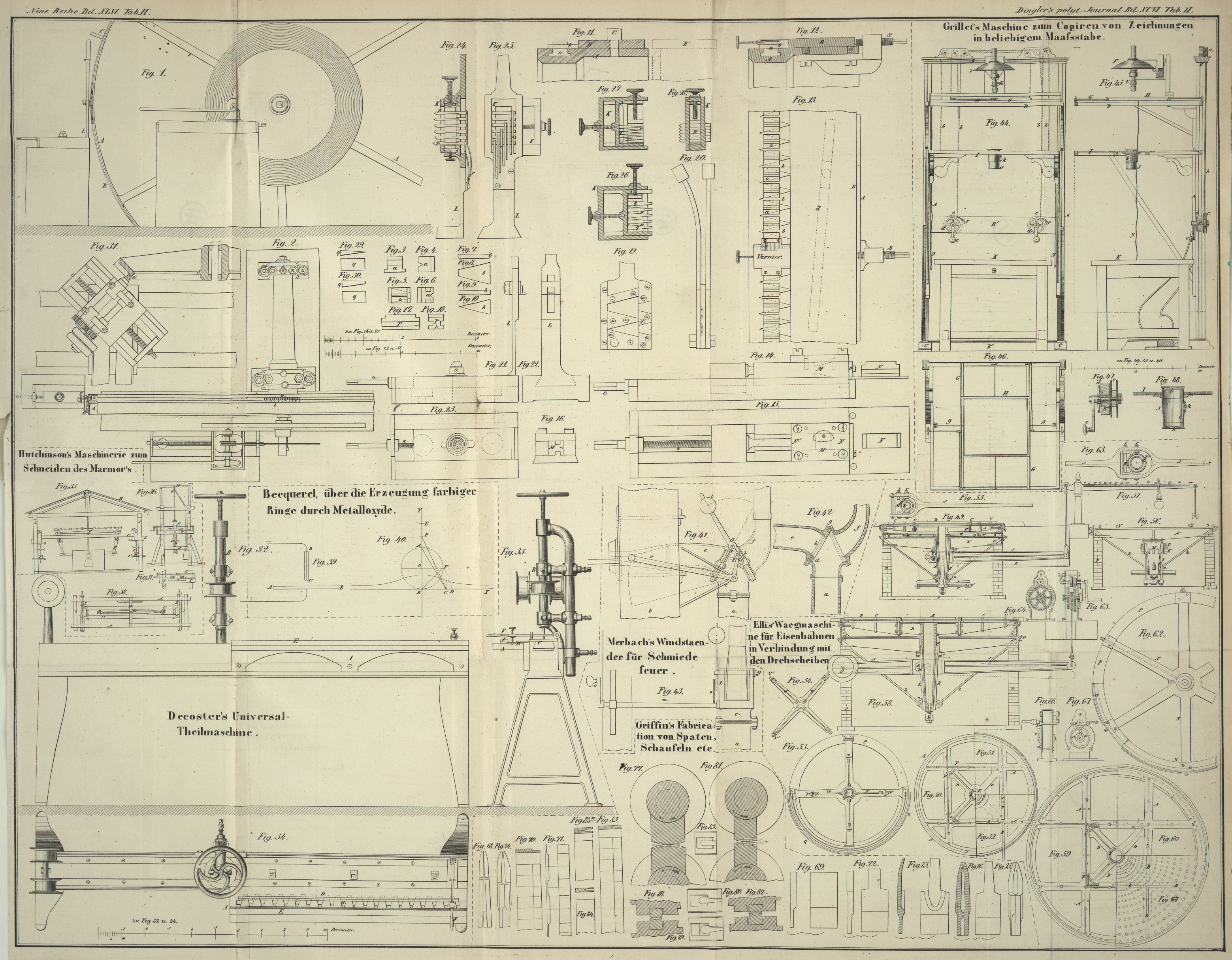
oder Zahnstangen geschehen soll. Die Abbildungen Fig. 1–31 erläutern
das von Hrn. Decoster erfundene Constructionssystem und
zeigen, wie die Metallstüke und Keile angeordnet werden, um jede Art von Theilung
ausführen zu können.
Fig. 1 stellt
einen Aufriß des Theilapparats dar, welcher dazu dient, Kreise, Riemscheiben, Räder
oder Theilscheiben zu theilen, zu durchbohren oder zu punktiren.
Fig. 2 ist der
Grundriß des Apparats mit der Bohrvorrichtung.
Die Abbildungen zeigen, wie mit der Maschine die Scheibe einer Plattform oder eine
Theilscheibe von 1 Meter Durchmesser getheilt und gebohrt wird. Da die
Kreistheilmaschine 2,568 Meter Durchmesser, also 8 Meter Umfang und eine verticale
Lage hat, so kann man mittelst derselben sowohl die größten, als auch die kleinsten
Räder mit der in der Praxis nur immer wünschbaren Genauigkeit theilen.
Die Theilscheibe der Maschine, wovon in Fig. 1 nur ein Theil zu
sehen ist, ist eine große, gußeiserne, cylindrische Scheibe A. Auf dem
Umfang dieser Scheibe ist eine schwalbenschwanzförmige Ruth eingedreht, in welche
400 Metallstüke a eingelegt werden können, die von genau
gleicher Größe sind, und deßhalb in der nämlichen Form gegossen und mit der größten
Sorgfalt calibrirt wurden.
Denken wir uns die 400 Metallstüke so in die Scheibe eingelegt, daß sie genau den
ganzen Umfang derselben einnehmen und also alle fest aneinander anliegen, was bei
diesem Apparat streng der Fall ist, so hat man nothwendigerweise den Umfang der
Scheibe in eben so viele (400) Theile getheilt.
Die Metallstüke (kleine Parallelopipeda), deren Form aus Fig. 3, 4, 5 und 6 ersichtlich ist, sind
durch eben so viele Keile b, Fig. 7, 8, 9 und 10 getrennt. Von diesen
Keilen hat man zweierlei; die kleineren werden angewandt, wenn man mit den 400
Metallstüken zu thun hat, die größeren hingegen, wenn diese Anzahl um mehr als ein
Drittel verringert wurde. Die Keile sind ebenfalls einander genau gleich und werden
nur um den äußeren Umfang der Scheibe gelegt. Sie treten zum Theil in die
Einschnitte ein, welche man vorher auf zwei entgegengesezten Seiten eines jeden
Metallstüks angebracht hatte, wie dieß aus der Detailzeichnung Fig. 11 zu ersehen
ist.
Würde man ein Metallstük und einen Keil wegnehmen, und dann auf alle übrigen Keile
zugleich so drüken, daß alle Metallstüke gleich weit von einander entfernt würden,
bis sie wieder den ganzen Umfang der Scheibe einnehmen, so hätte man offenbar den
Umfang der Scheibe aufs neue eingetheilt, und zwar so genau als das erstemal.
Dasselbe wird der Fall seyn, wenn man zwei, drei, vier oder mehr Metallstüke und
eben so viele Keile wegnimmt. Man kann auf diese Weise jede beliebige Theilung unter
400 hervorbringen.
Bei diesem Apparate ist es nun nicht bloß nothwendig, daß die Metallstüke und die
Keile einander vollkommen gleich sind, sondern die lezteren müssen auch ganz
gleichmäßig zwischen die ersteren eindringen, damit die Entfernung zweier
Theilpunkte einander gleich wird. Die Schwierigkeit bei der Anwendung dieses
Princips bestand darin, alle Keile so zu bewegen, daß diese Bedingung vollkommen
erfüllt wird. Hiezu paßte Hr. Decoster auf die Scheibe
A einen gußeisernen Ring B auf, welcher allenthalben vollkommen genau abgedreht war, so daß seine
kreisförmigen Flächen genau eben waren und senkrecht auf der Achse des Rades
standen. Es ist nun leicht einzusehen, daß wenn man diesen Ring, parallel mit sich
selbst, gegen die Keile bewegt, man leztere gleichmäßig zwischen die Metallstüke
eintreibt. Um diese Bewegung hervorzubringen, wendet der Erfinder zwei Mittel an.
Das erste besteht darin, in dem Ring B mehrere schraubenförmige Ruthen
d, Fig. 13, anzubringen und
auf die Scheibe eben so viele Handgriffe C zu
befestigen, deren rechtwinkeliges Ende durch diese Ruthen geht. Dreht man nun
mittelst dieser Handgriffe die Scheibe in dem entsprechenden Sinne, so veranlaßt man
dadurch den Ring sich vorwärts zu schieben und folglich auf alle Keile zu gleicher
Zeit und gleich stark zu drüken. Man könnte, wenn es für nöthig erachtet würde, auch
den äußeren Rand der Scheibe verzahnen, und ein Getrieb in denselben eingreifen
lassen, welches, wenn es gedreht würde, ebenfalls den Ring zwingen müßte sich
überall gleichmäßig vorwärts zu bewegen.
Man kann auch Schraubzwingen S, Fig. 12 und 13 anwenden,
welche nichts anderes sind, als Winkelstüke mit in der Scheibe befestigten
Schrauben. Dieselben sind jedoch auch bei der erst beschriebenen Anordnung nicht
unentbehrlich. Damit der Ring R, welcher im Verhältniß
zu seinem Durchmesser sehr dünn ist und deßhalb Schwierigkeiten in der Ausführung
darbietet, mit der gewünschten Genauigkeit bearbeitet werden konnte, ließ ihn der
Erfinder mit der scheide aus einem Stük gießen. Zu diesem Zwek brachte er auf das
Modell der lezteren einen Ring B', Fig. 11, so daß derselbe
mittelst Ansäzen in gewissen Entfernungen mit der Scheibe verbunden war. Hiedurch
erhielt man einen reinen, gesunden Guß, und war in den Stand gesezt, beide Stüke mit
einander zu drehen und dann das eine vollkommen auf das andere aufzupassen.
Um die Metallstüke und die Keile von vollkommen gleicher Größe zu erhalten, mußte
ebenfalls große Sorgfalt angewandt werden. Der Erfinder wandte zu diesem Zwek ein
Verfahren an, welches auch in anderen Fällen mit Vortheil benuzt werden kann. Er
fing damit an, eine Metalllegirung auszumitteln, welche vollkommen gesunde, sehr
glatte Güsse liefert, die sich beim Erkalten wenig zusammenziehen. Er benuzte
nämlich eine Legirung von 1/10 Zinn, 1/10 Kupfer und 8/10 Antimonium und schmolz
davon 50–60 Kilogr. zusammen, um eine gleichmäßige Mischung hervorzubringen;
hierauf schmolz er die Masse in kleinen Partien wieder um, und goß sie in die
Formen.
Der Apparat, welcher zum Gießen der Metallstüke dient, ist in Fig. 14 und 15 im Aufriß
und Grundriß dargestellt. Er besteht aus einer Art Büchse M, deren Wände von gehärtetem Stahl und inwendig polirt sind. An jedem
Ende der Büchse ist ein Stük N angebracht, welches
dieselbe verschließt, so daß der Zwischenraum beider genau die Größe des zu
gießenden Metallstüks hat. Zu diesem Zwek ist das eine der Stüke N durch einen Bügel O mit
der Büchse verbunden, das andere dagegen wird durch einen besonderen Ansaz aufgehalten. Man gießt
das Metall durch die Mündung m, welche trichterförmig
gestaltet ist und über dem Metallstük einen conischen Anguß bildet, der oben breit
und unten dünn ist. Wenn das Stük gegossen ist, so entfernt man den Bügel O und bringt an seine Stelle ein längeres Stük P, Fig. 17 und 18, welches
mittelst der Schraube Q dazu dient, das gegossene Stük
und den Theil N aus der Büchse herauszuschieben, wie aus
Fig. 14
und 15 zu
ersehen ist. Da das äußere Ende der Büchse, welches das Stük N aufnimmt, etwas kleiner ist, als der Theil, in welchen man das Metall
goß, so erleidet das gegossene Stük nothwendig eine Art Pressung und es sind daher
alle Stüke, welche aus der Büchse herausgeschoben werden, vollkommen gleich. Während
man das Metallstük aus der Büchse herausschiebt, ist der Anguß leicht abzuschneiden
und hinterläßt eine sehr glatte Fläche.
Die Keile werden in die in Fig. 19 im Grundriß und
Fig. 20
im Aufriß dargestellte Form gegossen. In Fig. 19 ist die Platte,
welche die inneren Räume bedekt, weggenommen. Man sieht daraus, daß die Angüsse
leicht weggeschnitten werden können, und daß die Keile genau gleich werden müssen,
weil die inneren Flächen ebenfalls gehärtet und polirt sind.
Hr. Decoster wendet zur gewöhnlichen Theilung eine starke
Alhidade L an, welche in Fig. 21, 22 und 23 besonders abgebildet
ist. Diese Alhidade federt sich und kann durch die Schraube n der Scheibe genähert werden.
Will man Theilungen haben, welche nicht auf der Scheibe vorkommen, weil man entweder
eine Anzahl von Metallstüken und Keilen nicht wegnehmen will, oder weil die
verlangte Theilung viel zu groß ist, so kann man eine unterabtheilende Vorrichtung
anwenden, welche aus Fig. 24 und 25 ersichtlich
und ebenfalls auf das Princip der Metallstüke und Keile gegründet ist. Man stelle
sich eine kleine Büchse K vor, in welche mehrere
Metallstüke (dames) p von
gleicher Dike eingepaßt und durch Keile q von einander
getrennt sind, die durch eine Schraube und eine Platte mehr oder weniger zwischen
dieselben getrieben werden können. Auf jedes dieser Metallstüke drüke eine Feder r. Man bringt diese Vorrichtung nun auf die Alhidade, an
die Stelle, wo sich vor der Scheibe die Spize in Fig. 1 befindet, und
nachdem man die Metallstüke nach der vorzunehmenden Theilung regulirt hat, wird die
Spize eines dieser Metallstüke, wenn dasselbe gerade einem Einschnitt in der Mitte
der Stüke auf der Scheibe gegenüber kommt, durch die angebrachte Feder in diesen
Einschnitt einschnappen, während die anderen nur auf die Oberfläche der Metallstüke
drüken werden. Mittelst dieser Vorrichtung kann man alle möglichen Theilungen und zwar mit großer
Genauigkeit hervorbringen, besonders wenn man die Anzahl der Metallstüke und Keile
vermehrt.
Hr. Decoster hat den Mechanismus der Metallstüke und Keile
auch zum Theilen von geraden Linien, Flächen, Zahnstangen etc. angewandt, wie aus
den Figuren
32–34 zu ersehen ist.
Fig. 1 ist der
Aufriß eines Drehbankgestells, worauf der Theilapparat A
und eine Bohrmaschine B angebracht ist, die dazu dient,
die verlangte Theilung auf dem Metallstreifen entweder zu punktiren oder denselben
nach der Theilung zu durchbohren. Fig. 2 ist eine Endansicht
des Apparats mit allen seinen Theilen; Fig. 3 ein Grundriß
desselben.
Man sieht, daß die Theilungen auf einem Lineale D
angezeigt sind, und daß die Keile b gleichzeitig durch
das gerade abgerichtete Lineal E vorwärts geschoben
werden können. Eine Alhidade mit einer Spize F dient
dazu, die Theilung einzustellen. Diese Anordnung kann auch dazu benüzt werden, nach
einem gegebenen Verhältnisse ungleiche Theilungen hervorzubringen, oder an irgend
einer Stelle größere Zwischenräume zu lassen, wie dieß z.B. bei den Plates-bandes der Spinnmaschinen der Fall ist, wo
man in gewissen Entfernungen größere Zwischenräume für die Fadenlenker lassen
muß.
Fig. 31 ist
der Grundriß des Mechanismus, welchen Hr. Decoster zum
Schneiden der Zähne für cylindrische und conische Räder angewandt hat. Das Werkzeug,
dessen er sich hiezu bedient, ist eine Fräse G von sehr
kleinem Durchmesser, welche sich mit einer horizontalen Achse dreht.
Tafeln