| Titel: | Verbesserungen in der Fabrication bleierner, innen verzinnter Röhren, worauf sich Alfred Newton, am Patent Office zu London, einer Mittheilung zufolge am 26. Sept. 1845 ein Patent ertheilen ließ. |
| Fundstelle: | Band 102, Jahrgang 1846, Nr. XXXIV., S. 179 |
| Download: | XML |
XXXIV.
Verbesserungen in der Fabrication bleierner,
innen verzinnter Röhren, worauf sich Alfred Newton, am Patent Office zu London,
einer Mittheilung zufolge am 26. Sept. 1845 ein
Patent ertheilen ließ.
Aus dem London Journal of arts, Aug. 1846, S.
18.
Mit Abbildungen auf Tab.
III.
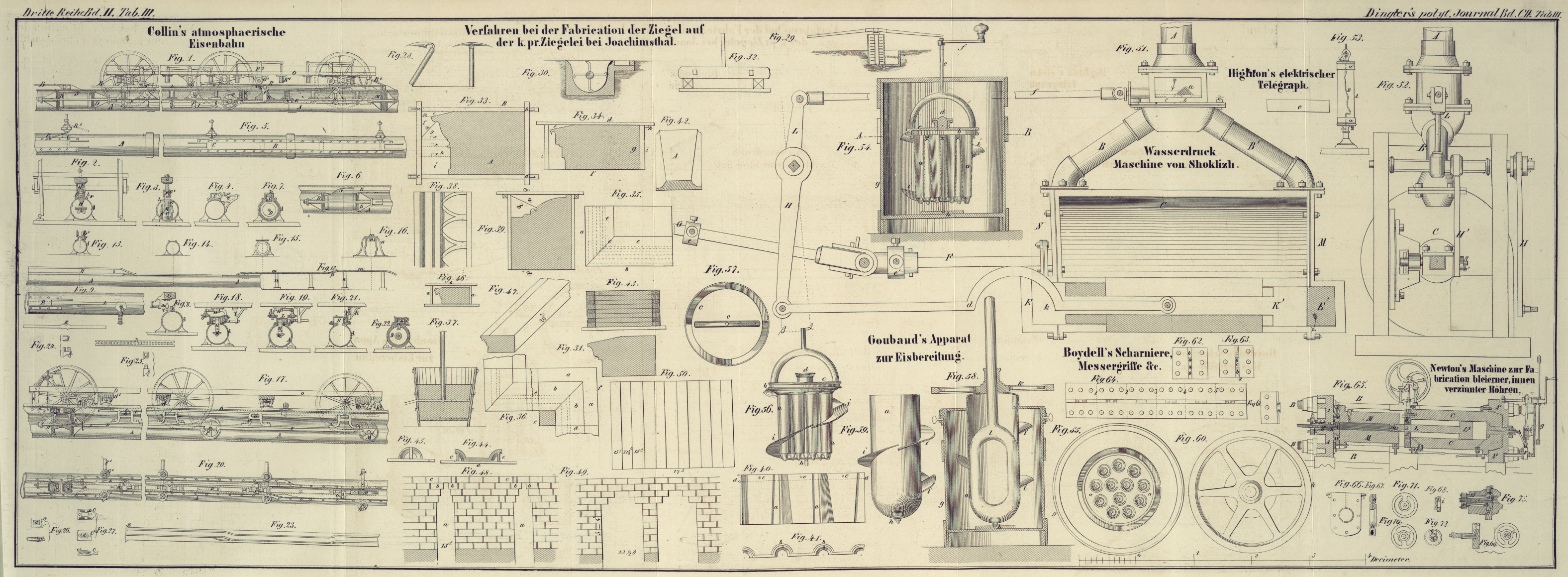
Newton's Maschine zur Fabrication bleierner, innen verzinnter
Röhren.
Diese Erfindung besteht in einer besondern Anordnung des Apparats, wodurch bleierne
Röhren im Verlauf ihrer Fabrication mit einem innern Zinnüberzug versehen werden.
Der vorliegende Gegenstand ist allen denen, die sich mit Bierpumpen oder andern
Maschinen zum Heben von Flüssigkeiten beschäftigen, zu bekannt, als daß es hier
einer Auseinandersetzung der Anwendungsweise und des Nutzens solcher Röhren für die
Gewerbe bedürfte.
Fig. 65 zeigt
einen senkrechten Längendurchschnitt des zu diesem Zweck dienlichen Mechanismus. Die
Maschine hat, wie man sieht, manche Theile mit der allgemein zur Verfertigung
zusammenhängender bleierner Röhren gebräuchlichen gemein. Die Bleiröhren werden in
dieser Maschine durch Anwendung hydrostatischen Drucks gebildet, welcher das Blei im
flüssigen Zustand rings um einen in einer engen Kammer befindlichen Kern zwischen
diesen und eine Form einpreßt und von da, so wie es erkaltet, durch dieselbe Form
herausstößt. Dieser Kern, welcher hohl ist, dient dazu, geschmolzenes Zinn durch
seitliche Oeffnungen zu ergießen, und so einen zinnernen Ueberzug an der innern
Fläche der Röhre zu bilden, während diese aus der Maschine heraustritt. Das äußere Gestell der Maschine
besteht aus zwei gußeisernen Hauptquerplatten, welche durch vier schmiedeiserne
Stäbe mit einander verbunden sind, wovon jeder die Platten an den vier Ecken
durchdringt und durch Schrauben und Muttern außerhalb der Platten befestigt ist;
jede Stange hat eine starke Schulter, die auf die innere Fläche der Platte paßt, wie
Fig. 65
zeigt. A, A stellt die Platten, B, B die Stangen mit den Muttern an ihrem Ende dar. Jede Platte hat in
ihrer Mitte eine etwa 9'' im Durchmesser haltende Oeffnung. Dieses Gestell ist
horizontal auf einem soliden steinernen Fundamente gelagert, kann aber auch nach
Bedürfniß senkrecht oder schief aufgestellt werden; es hat den Zweck zwei metallene
Cylinder C und M zu tragen.
Der stärkere Cylinder C bildet die hydraulische Presse;
er muß 5 Fuß lang seyn und 32 Zoll im Durchmesser haben, sein Kaliber ist 14 1/2
Zoll. Der dünnere Cylinder M, welcher das Blei oder ein
anderes zur Bildung von Röhren bestimmtes Metall aufnehmen soll, muß im Verhältniß
zu obigen Größen 4 Fuß lang und 2 Fuß breit seyn, und ein Kaliber von 6 Zoll
Durchmesser besitzen; dieser Cylinder besteht aus Metallcomposition. Die Platte A' hat eine conische Vertiefung auf ihrer inneren
Fläche, von einigen Zollen Tiefe, in welche das eine Ende des Cylinders C genau eingepaßt ist. Das andere Ende dieses Cylinders
wird von einer starken gußeisernen Querstange getragen, die von einer der untern
Hauptverbindungsstangen zur andern herübergeht, und zur Aufnahme des Cylinders ein
kreisrundes Lager hat. Eine andere gebogene Querstange, von einer der obern
Verbindungsstangen zur andern gehend, befestigt dieses Ende des Cylinders an seinem
Platz. L ist ein stählerner Kolben von 6 Zoll
Durchmesser, etwas dünner als die Höhlung des Bleicylinders M. Der Kopf dieses Stempels hält 14 1/2 Zoll im Durchmesser in
Uebereinstimmung mit der Höhlung des Preßcylinders C; er
ist zur Verhütung des Durchgangs von Wasser geliedert. Dasjenige Ende des Stempels,
welches in dem dünneren Cylinder M läuft, hat ein
metallenes Stück m, welches der Höhlung des Cylinders
genau anpaßt und von demselben Metall wie der Cylinder ist, aus dem Grunde, damit es
erhitzt, sich gleich dem Cylinder ausdehne und so einen genauen Anschluß bewirke.
Die Vorderseite dieses Stücks m ist concav, und rings um
ihre Peripherie zieht sich eine Rinne, welche eine andere Liederung unnöthig macht.
E zeigt eine kreisrunde Platte, 4 Zoll dick, und von
gleichem Durchmesser mit dem Cylinder c, mit welchem sie
durch Schrauben fest verbunden ist. Sie hat in ihrer Mitte eine 6 Zoll weite
Oeffnung, in welcher der Kolben läuft. Zwischen dieser Platte und dem Ende des
Cylinders muß eine Liederung angebracht seyn, um ein Austreten des Wassers beim Zurückgehen des
Kolbens zu verhüten. Das Wasser wird in den Cylinder C
durch eine kupferne Röhre gedrückt, welche mit dem Centrum der Querplatte verbunden
ist. F ist eine Druckpumpe, welche durch ein Schwungrad
G regulirt und mittelst einer kleinen Dampfmaschine
oder andern Triebkraft in Bewegung gesetzt wird. Der Bleicylinder M liegt zwischen den obenerwähnten, außen an der
Maschine befindlichen Stangen, genau in der Richtung des Preßcylinders. Das der
Presse zugekehrte Ende des Bleicylinders wird ähnlich wie beim Preßcylinder durch
eine Querstange getragen. Da es aber oft herausgenommen wird, so ist es an der
oberen Seite nicht festgemacht. Das andere Ende des Cylinders stoßt nicht
unmittelbar an die Platte A, sondern ist zunächst durch
Schrauben an eine 4 Zoll dicke Platte, die sogenannte Formplatte befestigt, welche
um ein ziemliches breiter ist als das Ende des Cylinders. Fig. 66 zeigt diese
Platte abgesondert von der Maschine, Fig. 67 im Durchschnitt.
Sie stößt an die Querplatte und wird durch zwei Träger oder Hülsen gehalten, welche
an die Hauptplatte angeschraubt sind und in welche die Arme c, c,
Fig. 66,
eingepaßt werden. Die Platte ist ferner an ihrem Platz durch eine ringförmige Rinne
erhalten, die auf der, der innern Oberfläche der Platte A zugewandten Fläche abgedreht ist. Entsprechend dieser Rinne befindet
sich auf jener innern Oberfläche eine ringförmige Hervorragung zur Ausfüllung der
Rinne. Eine ähnliche Rinne ist auf der an den Cylinder M
anstoßenden Fläche der Platte H angebracht, wo eine
Hervorragung in die Rinne paßt; auf diese Art ist ein unveränderliches Centrum an
diesem Ende der Maschine gesichert, wie dieß an ihrem andern Ende durch die
Einsetzung des Preßcylinders in die Hauptplatte geschieht.
In die Formplatte H paßt eine Fig. 68 abgesondert
dargestellte Form i. Diese Form kann durch Losschrauben
der Platte H von dem Cylinder M nach Belieben entfernt werden; sie mißt etwa 1 Fuß im Durchmesser und
ist eben so dick wie die Formplatte. Wenn sie in diese Platte durch eine dazu
angebrachte Oeffnung eingesetzt ist, so stößt die andere Seite der Form gegen die
Platte A. Die Form hat in ihrer Mitte auf der innern,
dem Cylinder M zugekehrten Seite eine Oeffnung, welche
4–5 Zoll Durchmesser hat, auf der äußeren Seite aber bis zu einer Tiefe von
3/4 Zoll gebohrt ist. Die vollends durchgehende Oeffnung beträgt bloß 3 Zoll im
Durchmesser. Die Form ist mit einer Flansche versehen, welche an dem innern Rand
etwa 3/4 Zoll stark in eine entsprechende Vertiefung der Platte H paßt. C ist der Kern,
welcher das Kaliber der Röhren bildet. Er wird in seiner Lage gehalten mittelst Einschrauben
in einen Arm g, der von der Seite der Oeffnung der Form
i hervorragt. Zu dieser Hervorragung kommen zuweilen
noch Arme, welche sich nach der Seite der Form erstrecken. Die Fig. 70 und 71 liefern
eine Seitenansicht dieser Theile, in welche der Kern eingeschraubt ist. Die
Befestigungsmittel müssen sich einen oder mehrere Zoll über die Form hinaus
erstrecken, und so eingepaßt seyn, daß sie eine freie Kammer, von wohl 2 Zoll Tiefe,
zwischen sich und der innern Fläche der kleinen Form lassen, von welcher später die
Rede seyn wird. Der Kern C kann von beliebiger Länge
seyn; er wird in den Halter g eingeschraubt und ragt
durch das Centrum der Formöffnung in der Hauptplatte hervor, und zwar so daß er
leicht aus ihr herausgenommen werden kann. Fig. 69 ist eine
Seitenansicht einer Art von Halter mit daran befestigter Stange, in etwas
vergrößertem Maaßstab; die Art seiner Befestigung in der großen Form i wird deutlich, wenn man diese Figuren in Verbindung
mit Fig. 68
betrachtet. Wenn der Kern eingesetzt worden ist, so ist die dreizöllige Oeffnung in
der äußern Seite der großen Form i, durch welche der
Kern hervorragt, nun zusammengezogen und zwar bis zur Weite der äußern Oberfläche
der Röhre, welche mittelst Anwendung einer kleinen Form h, Fig.
65, durch die Oeffnung in der Platte angefertigt werden soll. Diese Form
wird über den Kern c geschoben und paßt genau in die
Oeffnung der großen Form. Sie ist dünn, auf der äußern Seite becherförmig und wird
durch einen kleinen eisernen Cylinder oder eine Röhre h'
in ihrer Lage erhalten. Das eine Ende der letztern lehnt sich gegen die kleine Form,
an welche sie paßt, das andere aber gegen eine starke eiserne Platte, welche an die
äußere Seite der Querplatte durch vier starke Schrauben befestigt ist. N ist eine an die Querplatte angeschraubte Platte,
welche den Zweck hat, die Röhre h' fest in ihrer Lage zu
halten; sie hat in der Mitte eine Oeffnung, um der Röhre, so wie sie in der Form
gebildet ist, den Durchgang zu gestatten. Die Lage der kleinen Form in ihrer
Beziehung zum Kern c kann durch die Schrauben, welche
die Platte N halten, so adjustirt werden, daß dadurch
jede Ungleichheit in der Dicke bei verschiedener Weite der Röhre corrigirt wird.
Um den Verzinnungsproceß in der eben beschriebenen Maschine zu bewerkstelligen, ist
erstens ein dünnes Loch vom Scheitel der Formplatte H
heruntergebohrt, bis zu dem Punkt, wo es den obern Rand der großen Form erreicht,
und mit einer kleinen Kammer oder Reservoir k, groß
genug, um einige Pfund geschmolzenes Zinn aufzunehmen, communicirt. Von dieser
Kammer aus geht wieder ein Loch abwärts durch die Form i
bis zum Ende des einen
Arms der Befestigungsmittel des Kerns, und durch diesen fortgesetzt, zum Ende des
Kerns, wo dieser in den Halter eingeschraubt ist. Der Kern selbst ist ausgehöhlt, so
daß der Canal bis zu dem Punkt, wo die Röhren gebildet werden, sich fortsetzt. Hier
communicirt derselbe durch kleine Seitenöffnungen mit der äußern Fläche des Kerns.
Am Ende desselben befindet sich eine rings um den Kern gehende Einschnürung, d.h.
der Durchmesser des Kerns ist hier verkleinert; seinem äußern Ende zu jedoch
erreicht er seine ursprüngliche Größe. Den Lauf des geschmolzenen Zinns in dem
beschriebenen Canal sieht man am deutlichsten in dem Durchschnitt Fig. 73, welcher das
Lager g des Kerns in einer andern Stellung zeigt als
Fig.
65.
Sobald die Röhrenbildung beginnt, wird geschmolzenes Zinn in die oben an der
Formplatte angebrachte Oeffnung eingegossen; dasselbe nimmt sofort seinen Weg durch
den beschriebenen Canal nach der Kammer auf der Außenseite des hohlen Kerns, so daß
dieser Raum durch den Druck des Zinns von oben herab stets erfüllt ist. Es kommt
dadurch jeder Theil der innern Fläche der Röhre, so wie diese über den Kern
hinläuft, mit dem geschmolzenen Zinn in Berührung, und so bekommt das Innere der
Röhre einen vollkommenen Zinnüberzug. Die Theile der Maschine, welche das Zinn
enthalten, müssen sorgfältig auf dem Hitzgrad erhalten werden, welcher zur Erhaltung
des Zinns in flüssigem Zustand nöthig ist.
Der Hergang bei der Verfertigung der Röhren ist folgender: Der Bleicylinder M wird zuerst, mittelst eines kleinen zu diesem Zweck
unten und rings herum aufgeführten Ofens, bis nahe oder völlig auf die Temperatur
des geschmolzenen Bleies erhitzt; nun wird der Cylinder durch ein kleines, nächst
der Formplatte befindliches Loch mit Blei gefüllt, welches weit über den
Schmelzpunkt erhitzt ist. Das Loch, durch welches das Blei eingegossen wurde, wird
mit einem eisernen Pflock verschlossen. Nun wird die Maschine sogleich in Bewegung
gesetzt, ehe das Metall Zeit hat in dem Cylinder zu erstarren, und das Blei in
flüssigem Zustand aus dem Cylinder über den Halter hin in die Kammer der großen Form
getrieben. Da die Form nicht in den Cylinder sondern in die große Formplatte
eingelegt ist, welche nicht demselben Grad von Hitze wie der Cylinder ausgesetzt
ist, so besitzt sie natürlich eine weit niedrigere Temperatur als der Cylinder;
deßwegen fängt das Metall, so wie es in diese Kammer gelangt, an fest zu werden; und
sollte dasselbe auch noch nicht hinreichend durch die große Form erkaltet seyn, so
wird es in dem Augenblick kalt, wo es die kleine äußere, verhältnißmäßig kalte Form berührt, und so tritt
es in der verlangten Form aus der Maschine.
Es bedarf aber großer Sorgfalt, die verschiedenen Theile der Maschine auf der
geeigneten Temperatur zu erhalten; denn ist die Hitze zu groß, so wird das Metall in
der großen Form nicht erkalten und kommt in flüssigem Zustand heraus; ist sie zu
gering, so wird das Blei nicht in flüssigem Zustand durch den Halter der Stange
passiren, die Röhre fällt unvollkommen aus und muß umgegossen werden. Nachdem eine
Füllung herausgedrückt ist, wird der Kolben durch eine an der Seite der Maschine
angebrachte Retourpumpe zu seinem Anfangspunkt zurückgebracht. Diese Pumpe drückt
nämlich das Wasser in den untern Theil des Preßcylinders unter den Kopf des Kolbens.
K, Fig. 65, zeigt den zur
Bewegung dieser Pumpe dienlichen Apparat. Der Erfinder hat im Sinn, anstatt der oben
beschriebenen conischen Oeffnung in der Form i in
einigen Fällen eine Reihe von concentrischen Ringen darin anzubringen, um durch die
so gebildeten Gänge oder Schultern das flüssige Metall auf den Kern zu leiten.
Aus der obigen Beschreibung erhellt, daß man mit dieser Maschine Röhren von
verschiedener Größe bilden kann. Wenn man nämlich die Platte N herausschraubt, so läßt sich die Röhre h'
und die Form h entfernen; eben so leicht läßt sich der
Kern c von seinen Haltern abschrauben und dafür ein
kleinerer oder größerer anschrauben; nachdem hierauf die entsprechende Form h durch die Röhre h' nach
ihrem Lager gegen die Form i gedrückt worden ist, wird
die Platte N wieder aufgesetzt und an die Platte A befestigt, worauf die Operation von neuem fortgesetzt
werden kann.
Tafeln