| Titel: | Verbesserungen in der Verfertigung von Scharnieren, Messergriffen und andern Instrumenten, worauf sich James Boydell, Werkführer der Ook-farm-Eisenwerke bei Dudley, am 17. Nov. 1845 ein Patent ertheilen ließ. |
| Fundstelle: | Band 102, Jahrgang 1846, Nr. XXXV., S. 185 |
| Download: | XML |
XXXV.
Verbesserungen in der Verfertigung von
Scharnieren, Messergriffen und andern Instrumenten, worauf sich James Boydell, Werkführer der
Ook-farm-Eisenwerke bei Dudley, am 17.
Nov. 1845 ein Patent ertheilen ließ.
Aus dem Repertory of Patent-Inventions, Jul. 1846,
S. 6.
Mit Abbildungen auf Tab.
III.
Boydell's Verbesserungen in der Verfertigung von Scharnieren
etc.
Meine Erfindung besteht:
1) in einer Methode eiserne oder messingene Scharniere zu gießen, bei denen die Zapfen oder Achsen
der Gelenke aus einem Stück mit einem der Scharnierlappen bestehen;
2) in einer Methode messingene Scharniere zu gießen, bei welchen getrennte Zapfen
oder Achsen angewendet werden, nachdem die Lappen gegossen worden sind;
3) in einer Methode gegossene Scharniere anzufertigen, bei denen mehrere Lappen
zugleich und in einem Stück gegossen und erst nachher getheilt werden;
4) in einer Art die Scharniere zu glühen;
5) in einer Anfertigungsmethode der Handhaben zu den sogenannten Plantagemessern.
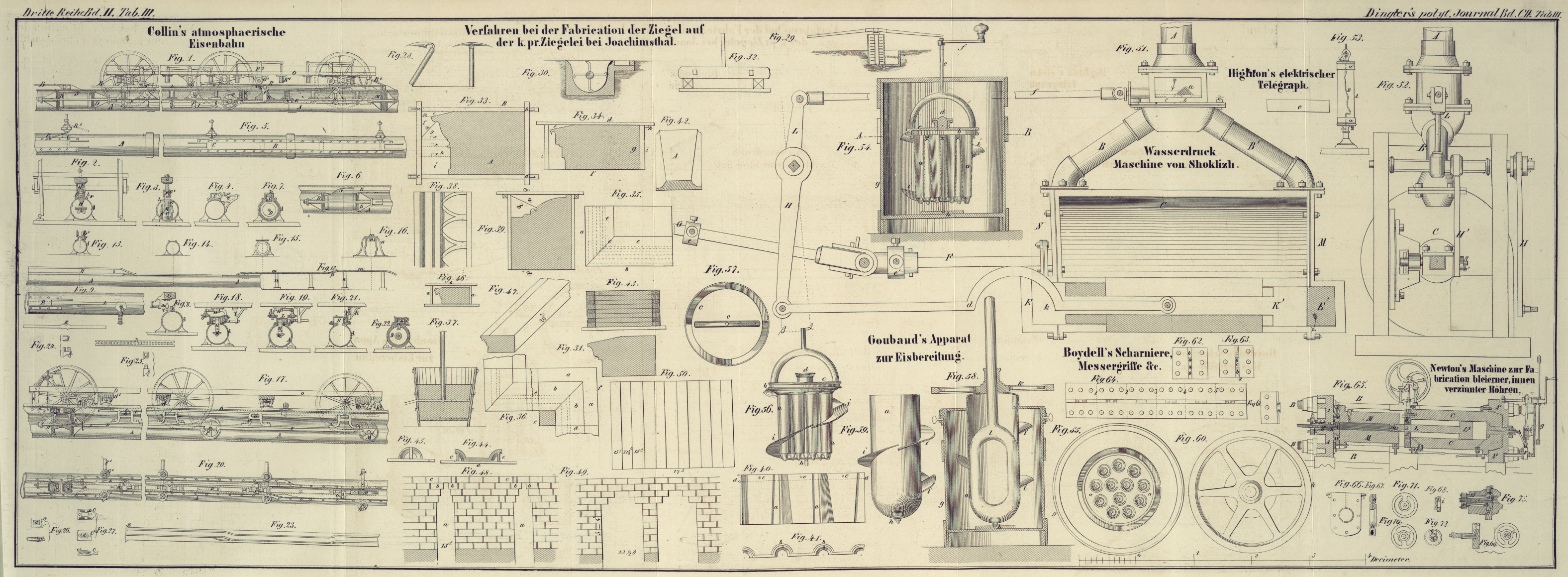
Fig. 61 zeigt
einen der Scharnierlappen, welcher zuerst gegossen wird, und zwar entweder aus Eisen
(gewöhnlich hämmerbares Gußeisen) oder Messing, mittelst einer geeigneten Form, in
welche Kerne eingesetzt wurden, um die durch Punktirungen a,
a angedeuteten cylindrischen Vertiefungen hervorzubringen. Diese dienen zur
Aufnahme der Zapfen oder Spindeln, an welchen die Lappen sich bewegen sollen; sobald
nun die Lappen Fig.
61 gegossen und die Kerne entfernt sind, so wird der andere Lappen, mit
den Zapfen oder Achsen gegossen. Dieß geschieht durch besondere Formen, in welche
die Lappen eingelegt werden, wie Fig. 61 zeigt; und nun
werden durch Eingießen des Metalls die andern Lappen zugleich mit den Spindeln oder
Achsen gebildet.
Fig. 62 zeigt
ein fertiges Scharnier, welches auf die beschriebene Weise gegossen wurde. Ich muß
dabei auf die besondere Form der Spindeln oder Achsen aufmerksam machen, welche
cylindrisch oder nahezu cylindrisch sind, und von den Schultern der Gelenke b, b hervorragen, welche dicht gegen das Ende des
Gelenktheils a des Lappens Fig. 61 kommen.
Die zweite Erfindung ist durch Fig. 63 versinnlicht.
Man sieht zwei Lappen eines messingenen Scharniers, welche in Kernen gegossen sind,
um das Innere der Gelenke herzustellen, anstatt daß dieselben solid gegossen und
dann die Gelenke zur Aufnahme der Spindel durchbohrt werden. Die punktirten Linien
b, b zeigen ungefähr das mittelst Kernen hohl
gebildete Innere der Gelenke. Die Spindel oder Achse c
wird an dem Ende d eingeführt; wenn nach Einführung der
Spindel in ihr Lager das Ende derselben hervorsteht, so muß man es niederklopfen.
Sollte beim Guß in der Höhlung der Gelenke eine Unregelmäßigkeit entstanden seyn, so
muß sie vor Einführung der Spindel durch einen Bohrer entfernt werden.
Ich komme nun zum dritten Theil meiner Erfindung.
Bei dem Guß der Scharnierflügel nach der seitherigen Methode pflegte man für jeden
Flügel besonders eine Form anzufertigen, wenn auch mehrere Flügel zu gleicher Zeit
gegossen wurden, indem man in derselben Flasche mehrere Formen bildete. Bei der nun
zu beschreibenden Erfindung werden die Flügel oder Lappen lang genug gegossen, um
durch Theilung derselben geeignete Längen von Flügeln für mehrere Scharniere zu
erhalten, wodurch die Arbeit der Herstellung von Formen vermindert wird.
Fig. 64
stellt einen solchen langen Guß dar, der sich zur Theilung in sechs Scharniere
eignet. Diese werden auf ähnliche Art wie die im ersten Theil meiner Erfindung
beschriebenen gebildet; es läßt sich jedoch dieser Theil meiner Erfindung eben
sowohl auf die Art von Guß anwenden, wo die Spindeln oder Achsen nachher eingesetzt,
als wo dieselben in einem Stück mit den Flügeln gegossen werden. Bei der
Verfertigung der Formen bildet man in dem Modell hervorragende Leisten, so daß diese
quer über die Flügel an den Stellen, wo die Scharniere getheilt werden sollen,
Vertiefungen hervorbringen, wie dieß in Fig. 64 durch die
punktirte Linie bei 1, 2, 3, 4, 5 angedeutet ist. Auf diesen Stellen können die
Scharniere dann zersägt werden oder wenn die Querrinnen tief genug sind, um sicher
zu seyn, daß sie richtig brechen, so kann man sie auch an diesen Stellen in die
Quere brechen; die Ränder der Scharniere werden dann zuletzt abgeschliffen.
Der vierte Theil meiner Erfindung besteht im Glühen hämmerbarer gußeiserner
Scharniere im Steinkohlenfeuer, wodurch der Aufwand den die in Ofenfeuern erzeugte
Hitze erfordert, erspart und die zur Bildung von Kohks erforderliche Hitze benutzt
wird. Bei der Ausführung dieses Theils meiner Erfindung packe ich die auszuglühenden
Scharniere in Kästchen, und diese zwischen die in Kohks zu verwandelnden Kohlen,
wodurch die Scharniere erhitzt werden. Sie werden dann mit den Kohks abgekühlt.
Ich komme nun zum fünften Theil meiner Erfindung.
Bisher war es bei der Verfertigung der Handhaben für Plantagenmesser gebräuchlich, an
den Klingen flache Zungen anzubringen, auf deren beiden Seiten die hölzernen Schalen
mit durchgehenden Nieten befestigt werden; so war es auch bei manchen andern
Instrumenten. Nach meiner Erfindung wird die ganze Handhabe jedes Plantagenmessers
von Metall gemacht, indem man an der Klinge so viel Metall läßt, daß es durch
Schmieden oder Auswalzen die doppelte Länge der Handhabe erreicht. Dieses Metall
wird dann in einer passenden Vorrichtung, durch Hämmern oder Pressen gebogen; ist die Länge des
Metalls umgebogen, so werden die Ränder fest gelöthet oder geschweißt, wodurch eine
Handhabe gebildet wird. Auch kann man, wo das Metall zur Bildung der ganzen Handhabe
nicht hinreicht, dasselbe bloß zur Hälfte des Handgriffs verwenden, die andere
Hälfte aber aus einem besondern Stück Metall bilden und beide Stücke durch Schweißen
oder Löthen verbinden.
Tafeln