| Titel: | Verbesserungen in der Glasfabrication, worauf sich William Nicholson, Ingenieur zu Manchester, und George Wadsworth auf der Sutton-Glashütte in der Grafschaft Lancaster, am 5. März 1846 ein Patent ertheilen ließ. |
| Fundstelle: | Band 103, Jahrgang 1847, Nr. XXII., S. 95 |
| Download: | XML |
XXII.
Verbesserungen in der Glasfabrication, worauf
sich William Nicholson,
Ingenieur zu Manchester, und George
Wadsworth auf der Sutton-Glashütte in der Grafschaft Lancaster, am
5. März 1846 ein Patent ertheilen
ließ.
Aus dem Repertory of Patent-Inventions, Nov. 1846,
S. 258.
Mit Abbildungen auf Tab.
II.
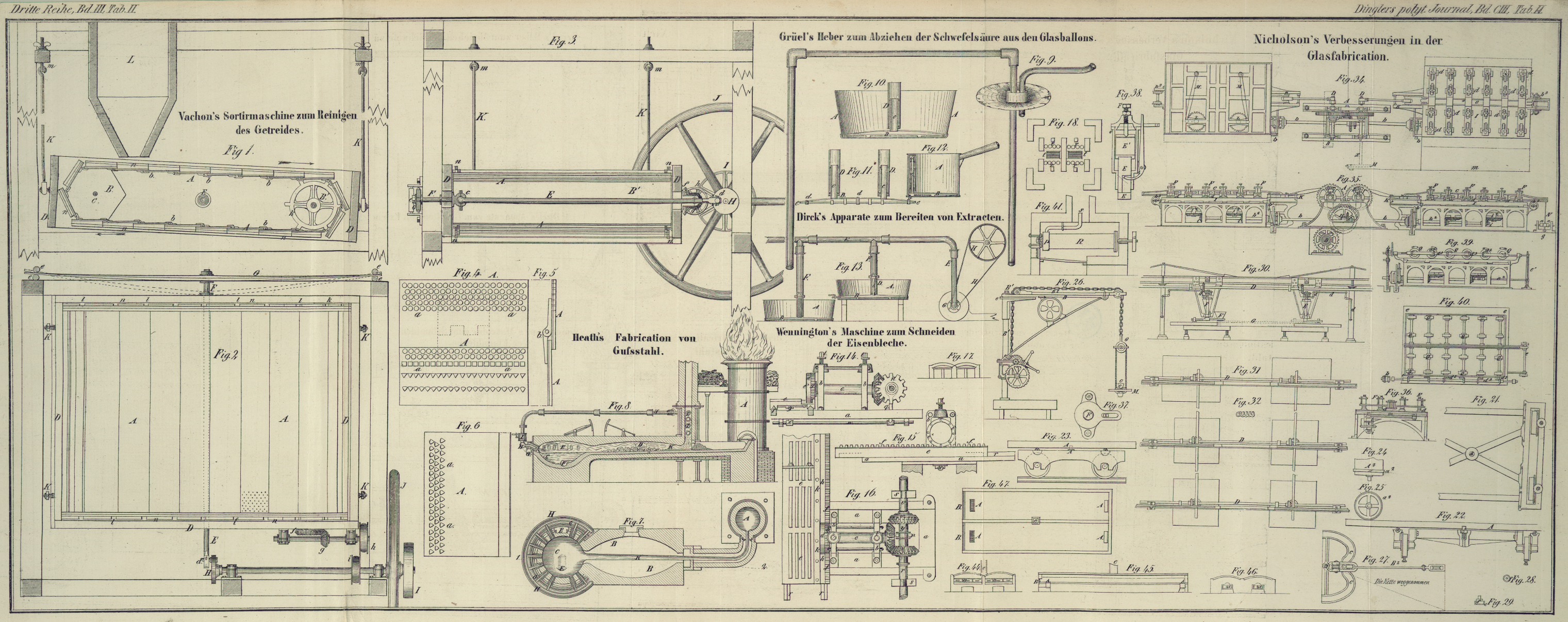
Nicholson's und Wadsworth's Verbesserungen in der
Glasfabrication.
Den Gegenstand unserer Erfindung bilden Verbesserungen:
1) in der Construction oder dem Bau des Ofens zum Schmelzen des Glases in den Häfen
oder Tiegeln;
2) in der Construction und Anordnung der zum Gießen des Tafelglases dienlichen
Geräte;
3) in der Methode, die Temperatur der Kühlöfen zu reduciren, und eine neue
Construction des Kühlofens;
4) an dem zum Schleifen des Glases dienlichen Mechanismus;
5) an den zum Poliren des Glases dienlichen Apparaten;
6) eine neue mechanische Anordnung, durch welche die Oberflächen kleiner Stücke
dicken gegossenen Tafelglases vergrößert und mit Wellenlinien und andern Figuren
versehen werden können;
7) eine Methode Schwefelkies zur Gewinnung eines Polirpulvers oder einer
Polirflüssigkeit zu calciniren.
Unsere erste auf den Schmelzofen bezügliche Verbesserung besteht in der Anordnung
zweier getrennter Oefen, die jedoch, wie man in dem Aufriß und Grundriß Fig. 17 und
18 sieht,
innerhalb eines Mantels aneinander gränzen. Jeder Ofen
hat nur eine Oeffnung t zum
Aufgeben des Brennmaterials, wodurch der Rauminhalt desselben in Vergleich mit der
Oberfläche der Gesimse T, worauf die Schmelztiegel
stehen, bedeutend vermindert und eine wirksamere Concentration der zurückgeworfenen
Hitze erzielt wird. Bei Anwendung erhitzter Luft schließen wir das gewöhnliche
Gewölbe an jedem Ende des Ofens und drücken mittelst einer Dampfmaschine oder einer
andern Triebkraft eine adäquate Menge erhitzter Luft durch Röhren, die unterhalb der
Roststäbe an jeder Seite des Aschenraumes angeordnet sind.
In Bezug auf unsere zweite Reihe von Verbesserungen stellt Fig. 21 den Grundriß,
Fig. 22
die Endansicht und Fig. 23 die Seitenansicht des Wagens dar, worauf die Gießplatte A ruht. In diesen Figuren bezeichnet A¹ einen Zapfen, welcher in ein am Quergestell
des Wagens befindliches Loch gesteckt ist und in ein mitten in der Unterfläche der
Tafel A befindliches Loch paßt. Dieser Zapfen wird in
dem Maaße als die Platte während des Gießens sich ausdehnt, durch eine rings um ihn
gewundene spiralförmige Feder in die Höhe gedrückt, so daß er die Platte in ihrer
richtigen Lage, oder von jedem Ende des Wagens gleichweit abstehend erhält. Die
Platte A wird an den vier Ecken des Wagens durch die in
geeigneten Vertiefungen liegenden Kugeln a, a, a, a
getragen. In Folge dieser Anordnung kann die Platte A
von ihrer Mitte aus frei sich ausdehnen oder zusammenziehen, ohne an jedem Ende
durch das Gestell daran gehindert zu seyn, wie dieses gewöhnlich der Fall ist; die
während des Gießens durch die Hitze veranlaßte Biegung wird daher vermindert. Der
Wagen mit der Platte ruht auf vier Rädern, so daß er nach jedem beliebigen Ort
hinbewegt werden kann. Die Dicke des Glases, die seither durch flache auf die Ränder
der Gießplatte gelegte Eisenschienen, über welche die Walze hinlief, regulirt wurde,
reguliren wir durch einen um jedes Ende der Walze A² gelegten, auf die verlangte Dicke abgedrehten eisernen Reif a², Fig. 24 und 25. Dieser
Reif hält, da er in diagonaler Richtung durchgeschnitten ist, vermöge seiner Elasticität fest an der
Walze und beseitigt dadurch die Gefahr jener ungleichförmigen Dicke der Tafel,
welche gewöhnlich durch Schlacken oder andere fremdartige, zwischen die
Eisenstreifen und die Platte sich festsetzende Substanzen veranlaßt wird.
Die Figuren 26
und 27
repräsentiren den Aufriß und Grundriß eines Krahns zum Heben der Tiegel (Häfen), aus
welchen das geschmolzene Glas auf die Gießplatte gegossen wird. Dieser Krahn wird an
dem von dem Kühlofen entferntesten Ende der Platte und hinter der Walze A angeordnet. Während das geschmolzene Glas, welches
sich in dem durch den Krahn gehobenen Tiegel O befindet,
durch Drehung des horizontalen Krahnbalkens B quer über
der Platte vertheilt wird, verwandelt ein anderer oberhalb des Balkens B verschiebbarer Balken B² die durch diese Schwingung erzeugte Curve in eine gerade Linie. Die
Verschiebung dieses zweiten Ballens B² wird durch
eine gußeiserne Führung C, Fig. 27, regulirt, die an
der Säule B¹ des Krahns befestigt ist. In dieser
Führung befindet sich ein krummer Einschnitt, worin eine Rolle f läuft, deren Achse mit der untern Seite des Balkens
B² verbunden ist. Die Gestalt und Lage dieser
Rolle ist Fig.
28 und 29 im Grundriß und Durchschnitt dargestellt. In Folge dieser Einrichtung
befindet sich der Balken B² am weitesten nach
Außen verschoben, wenn der Tiegel über dem einen oder dem andern Rande der Platte
hängt. Bewegt sich nun der Tiegel quer über der Tafel A
weg, so geschieht dieses durch Vermittelung der oben erwähnten krummen Führung in
einer geraden Linie. Der Theil M, woran der Tiegel
befestigt wird, hängt an zwei endlosen Ketten, welche unter vier kleinen Rollen e, e weggehen. Diese Ketten laufen über zwei größere
Rollen G, die an beiden Enden einer Stange befestigt
sind, deren Mitte, wie Fig. 26 zeigt, an die
Krahnkette eingehängt ist. Durch diese Anordnung wird das Umwenden des Tiegels
erleichtert und zugleich vermieden, daß auf die eine Kette mehr Gewicht fällt als
auf die andere.
Unsere dritte auf die Kühlöfen Bezug habende Reihe von Verbesserungen besteht
erstlich darin, daß wir anstatt der gewöhnlichen eisernen Schieber oder Thüren zum
Schließen der Oefen ein feines Drahtgewebe, ähnlich dem zu Davy'schen Lampen verwendeten nehmen, wodurch wir eine gleichförmigere und
schnellere Verminderung der Temperatur erzielen.
Ferner beziehen sich jene Verbesserungen auf eine neue Anordnung und Construction der
Kühlöfen, wie solche Fig. 44 im Frontaufrisse,
Fig. 45
im Längendurchschnitte, Fig. 46 in der Hinteren
Ansicht und
Fig. 47 im
horizontalen Durchschnitte dargestellt ist. In diesen Figuren bezeichnet A die Feuerstellen an jedem Ende des Ofens, C den Rauchfang. Die Oefen sind so gebaut, daß sie nur
eine Tafel in der Breite und drei in der Länge zulassen, wodurch die Schwierigkeit,
die Tafeln, wie bei gewöhnlichen Kühlöfen, hinter dem Roste placiren zu müssen,
beseitigt und eine große Brennmaterial- und Raumersparniß erzielt wird.
Außerdem beziehen sich diese Verbesserungen auf die Anwendung verschiedener
feuerfesten Cemente bei der Construction einer Unterlage, auf welche die Tafel
während des Kühlens zu liegen kommt. Man legt das Cement in feuchtem Zustande auf
eine dünne Lage Sand, die man gehörig festgerammt hat, läßt aber auf jeder Seite des
Ofens 1 1/2 Zoll Raum zwischen dem Cement und den Mauern, und steckt kleine hölzerne
Pflöcke in die Masse, damit, nachdem sie ausgebrannt sind, für die Entweichung des
Dampfes kleine Löcher bleiben. Ist nun die erste Lage vollkommen getrocknet, so
kommt auf dieselbe eine andere Lage, auf welche noch größere Sorgfalt verwendet
wird.
Wir kommen nun an die vierte Reihe unserer Verbesserungen, die sich auf eine Maschine
zum Schleifen des Tafelglases bezieht. Fig. 30 stellt eine
Anzahl solcher Maschinen im Aufrisse, Fig. 31 im Grundrisse
dar. D ist die über die Maschine hinweggehende
Treibwelle und E die Verticalwelle mit der Kurbel, woran
der Läufer oder die bewegliche Glasfläche befestigt ist. Der Fig. 32 abgesondert
dargestellte Kurbelarm enthält eine Reihe schiefer Einschnitte, um den Zapfen des
Läufers in verschiedenen Abständen vom Mittelpunkte der Rotation aufzunehmen. Jede
Tafel ruht, wie Fig. 30 und 31 zeigt, auf drei oder
vier Adjustirschrauben, und die Kraft wirkt direct von der Kurbel auf den Läufer, so
zwar, daß jeder Läufer mit Hülfe der Stangen und Hebel d,
d, unabhängig von den andern, in Stillstand gesetzt werden kann; das
Hebelwerk d, d setzt nämlich mittelst einer Kuppelung
das untere an der Welle E befindliche Winkelrad nach
Erforderniß in und außer Eingriff. Anstatt den Sand oder das sonstige
Schleifmaterial aus freier Hand zu vertheilen, bringt man ihn in einen Trichter F, welcher an einen kleinen Arm befestigt ist, der von
dem untern Ende der Verticalwelle aus in einer der Kurbel entgegengesetzten Richtung
sich erstreckt. Dieser Trichter ist mit einer kleinen Röhre versehen, durch die der
Sand gleichmäßig auf der zu schleifenden Fläche vertheilt wird. Eine kleine an das
Maschinengestell befestigte Röhre leitet das nöthige Wasser herbei. Bei Glastafeln,
welche für die Rotation einer Kurbel zu groß sind, bringen wir noch eine Unterlage
zwischen je zwei Kurbeln an und verbinden die letztere durch eine horizontale Stange, mit welcher
der Läufer an verschiedenen Punkten in Verbindung gebracht werden kann.
Was nun die vierte Reihe unserer Verbesserungen betrifft, die sich auf Maschinen zum
Poliren ebener Glasflächen bezieht, so stellt Fig. 34 den Grundriß,
Fig. 35
den Seitenaufriß und Fig. 36 die Endansicht
zweier von einer Hauptwelle B aus getriebener
Polirmaschinen dar. Die wechselnde Bewegung der longitudinalen Stangen C und der Reiber d wird
durch die Kurbeln D, D hervorgebracht; die Reiber aber
befinden sich an Querarmen, welche an die longitudinale Stange C befestigt sind. Letztere gleitet am einen Ende des
Gestells in einer Führung und wird am andern Ende desselben durch Rollen h³ getragen. Die Reiber D sind aus Gußeisen, an ihrer oberen Seite hohl, an ihrer unteren Seite
aber mit einer genau geschliffenen ebenen Fläche versehen, über welche ein Filz
gespannt und an jedem Ende festgeschraubt ist. An jeder Querstange sind, wie Fig. 35 und
36 zeigt,
vier Reiber angebracht; es können übrigens je nach der Größe der Tafeln deren mehr
genommen werden. Der Apparat zur Regulirung des Drucks der Reiber ist Fig. 37 im
Grundrisse und Fig.
38 im Aufrisse dargestellt. E, E ist nämlich
ein Bolzen, der sich frei in dem unteren Theile eines kleinen Cylinders e, e, e, e verschieben läßt; auf sein oberes Ende
drücken Ringe E' von geschwefeltem Kautschuk oder
Gutta-percha; eine oben angebrachte Stellschraube F regulirt diesen Druck. Ein um sein unteres Ende g drehbarer Hebel N, Fig. 35, tritt durch
einen an der Stange C angebrachten Schlitz und wird
somit durch die alternirende Bewegung der leztern in oscillirende Bewegung versetzt.
Dieser Hebel ist an beiden Seiten mit starken Metallfedern n,
n versehen, welche bei jedem Hin- und Hergange der Stange C abwechselnd zusammengedrückt werden, dadurch das
Trägheitsmoment der Stange C mäßigen und den Stoß beim
jedesmaligen Wechsel der Bewegung mildern, und somit einem Uebelstande vorbeugen,
der bei gewöhnlichen Polirmaschinen so nachtheilig hervortritt. An der Achse des
Zwischenrades zwischen dem Treibrad und den beiden Kurbelrädern befindet sich ein
Winkelrad H, welches in ein anderes an der transversalen
Welle h, h befestigtes Winkelrad greift. Letztere Welle
kann mittelst einer durch den Hebel h¹, Fig. 35,
regierten Kuppelung mit der Welle h² in und außer
Verbindung gebracht werden. Die Welle h²
erstreckt sich unter dem Gestell und der Tafel J hin.
Angenommen, die Kuppelung sey geschlossen und die Verbindung der Wellen h und h² hergestellt,
so setzen die an der letztern befindlichen Winkelgetriebe i und i¹ zwei verticale Wellen i² in Umdrehung, an deren oberen Enden die
Kurbeln L angebracht sind; diese Kurbeln sieht man auf
der linken Seite von
Fig. 34,
wo absichtlich die Tafel J weggelassen ist, um diesen
Theil unserer Verbesserungen bemerkbar zu machen. Die Kurbeln L, welche langsam rotiren, sind durch die Lenkstangen M, M mit der unteren Seite der Tafel J verbunden, so daß diese bei jeder Umdrehung der
Kurbeln in einer zur Stange C rechtwinkeligen Richtung
hin und her bewegt wird, wobei sie zwischen geeigneten Führungen gleitet. Da in
Folge dieser Anordnung die reibende Bewegung der Stange C immer in einer geraden Linie erfolgt, während die transversale Bewegung
der Tafel J wegen der verschiedenen Stellungen der
Kurbel mit stets veränderlicher Geschwindigkeit vor sich geht, so ist jeder Punkt
der zu polirenden Fläche bei jedem Hin- oder Hergang der Tafel J auf verschiedene Dauer der Einwirkung der Reiber
ausgesetzt; oder mit andern Worten, die auf der Oberfläche durch die gleichzeitige
Bewegung der Stange C und der Tafel J gebildeten Diagonallinien verändern ihre Richtung
fortwährend, und es müssen manche Hin- und Hergänge der Tafel stattfinden,
bevor der Reiber genau über dieselbe Linie auf der zu polirenden Fläche wieder
hinweggeht, während übrigens jeder Theil der Einwirkung der Reibzeuge unterliegt
– ein Umstand, welcher den Anforderungen einer vollkommenen Polirmaschine
möglichst entspricht.
Fig. 39 und
40
stellen eine Modification der soeben beschriebenen Polirmaschine dar. Die Bewegung
der Tafel J ist dieselbe wie bei der beschriebenen
Maschine, aber anstatt der flachen Reiber wenden wir cylindrische, an parallele
Achsen befestigte Flächen Q an, welche vermittelst der
durch die hohle Welle d³ umgetriebenen
Winkelräder d² in Rotation gesetzt werden. Durch
die Mitte der hohlen Welle d³ geht eine mit einer
Leiste oder Rippe versehene Achse, welche, während sie rotirt, die Welle mitnimmt,
derselben jedoch gestattet, mit dem Schlitten e, e,
worauf die cylindrischen Reiber Q gelagert sind,
hin- und herzugleiten. Die Rotation der Welle d³ wird, wie Fig. 39 zeigt, durch
Vermittelung von Stirnrädern und Getrieben von der untern Welle h hergeleitet. Um die Achsen, woran die cylindrischen
Reiber befestigt sind nach entgegengesetzter Richtung rotiren zu lassen, macht man
die Bewegung der kleinen Winkelgetriebe d²
rückgängig. Eine sanfte transversale Bewegung erhalten die rotirenden Reiber Q durch den Hebel e¹,
dessen oberes Ende mit dem Schlitten e, e verbunden ist.
Dieser Hebel e¹ ist ferner durch die Stange e² mit einer excentrischen Scheibe oder einer
Kurbel verbunden, die an dem unteren Ende derselben Welle, welche eine der Kurbeln
L trägt, angebracht ist, so daß dem Hebel e¹ dadurch eine langsame oscillirende Bewegung
ertheilt wird, welche den Schlitten mit den Reibern hin und her führt. Die punktirten Linien x in Fig. 34 deuten eine
Anordnung an zur Verlängerung der Welle, welche die Kurbel D trägt, um eine zweite Maschine von derselben Kurbelwelle aus durch eine
zweite Kurbel M in Thätigkeit zu setzen; m bezeichnet die Mittellinie der zweiten Maschine. In
Folge dieser Anordnung kann man die Reiber beider Maschinen zusammen wirken lassen,
während man die transversale Bewegung der zweiten Tafel erhält, indem man sie mit
der benachbarten Maschine verbindet. Es können somit vier Polirmaschinen von einem
Triebwerke aus in Thätigkeit gesetzt werden; ist dieses aber, wie oben, nur mit
zweien der Fall, so braucht der Raum zwischen einem benachbarten Maschinenpaar nur
als Passage für den die Maschine bedienenden Mann groß genug zu seyn. Somit stehen
die Maschinen je zu vier gruppirt – eine Anordnung, welche die Arbeit
vermindert und die Uebersicht erleichtert.
Den Gegenstand der sechsten Reihe unserer Verbesserungen bildet eine neue
Einrichtung, wonach kleine Stücke dicken gegossenen Tafelglases, nachdem man sie bis
auf den erforderlichen Temperaturgrad erhitzt hat, mittelst Compression unter einem
Dampfhammer, einer hydraulischen Presse oder zwischen zwei Walzen ausgedehnt werden,
wobei sie natürlich in entsprechendem Maaße an Dicke abnehmen. Es wird nämlich einer
der genannten Apparate zwischen zwei Oefen angeordnet, wovon der eine, worin das
Glas für die Operation vorbereitet wird, den gewöhnlichen Strecköfen ähnlich ist,
während der andere, worin die bereits bearbeitete Tafel gekühlt wird, eine solche
Einrichtung hat, daß der Arbeiter das Glas auf seine Kante stellen kann, und daß die
durch die erwähnten Compressions-Maschinen bearbeiteten Glastafeln eine
möglichst geringe Temperaturveränderung erleiden. Die wellenförmige oder mit
sonstigen Verzierungen versehene Oberfläche erhält das Glas dadurch, daß man der
comprimirenden Oberfläche der oben genannten Maschinen das geeignete Dessin
gibt.
Die siebente Reihe unserer Verbesserungen besteht, wie oben bereits angegeben wurde,
in einer Methode, das zur Herstellung eines Polirpulvers oder einer Polirflüssigkeit
dienliche Schwefeleisen zu calciniren. Während die Verkalkung gewöhnlich mit Hülfe
eines Reverberirofens vorgenommen wird, schlagen wir vor, das Schwefeleisen, nachdem
man es vorher durch ein grobes Sieb hat gehen lassen, in eine cylindrische Retorte
zu bringen und diese in einem Ofen, ähnlich den für Gasretorten dienlichen Oefen,
rotiren zu lassen. Fig. 41 stellt eine solche Anordnung dar. R
ist die in dem Ofen gelagerte Retorte, Q ihre Achse, welche vermittelst einer
an ihrem Ende befestigten Rolle eine langsame Bewegung erhält. Das andere Ende der
Retorte rotirt in einem Kranze P, der an das Gemäuer
befestigt ist und so weit hervorragt, daß er die Anbringung eines Deckels mit einer
Röhre gestattet, durch welche das Schwefelgas in eine Kammer oder einen Schornstein
S geleitet wird. Die Präcision, womit die
Calcinirung in diesem Apparate geleitet werden kann, ist für die Erzielung eines
gleichförmig guten und wirksamen Polirpulvers von der größten Wichtigkeit; und eine
geringe Modification macht den Apparat auch für das Trocknen des Schleifsandes
anwendbar.
Tafeln