| Titel: | Maschinerie zur Verfertigung der bei Baumwollspinnmaschinen gebräuchlichen Streckwalzen, welche sich Henry Bleasdale und William Ryder, Walzenfabrikanten zu Chipping in Lancashire, am 14. December 1846 patentiren ließen. |
| Fundstelle: | Band 110, Jahrgang 1848, Nr. XLVIII., S. 257 |
| Download: | XML |
XLVIII.
Maschinerie zur Verfertigung der bei
Baumwollspinnmaschinen gebräuchlichen Streckwalzen, welche sich Henry Bleasdale und William Ryder,
Walzenfabrikanten zu Chipping in Lancashire, am 14. December 1846 patentiren ließen.
Aus dem London Journal of arts, August 1848, S.
83.
Mit Abbildungen auf Tab.
V.
Bleasdale's und Ryder's Maschinerie zur Verfertigung von
Streckwalzen.
Die Streckwalzen der Spinnmaschinen werden gewöhnlich in Längen von je ungefähr 15
bis 22 Zollen verfertigt und dadurch mit einander verbunden, daß das eine Ende jeder
Walze quadratisch ist und in eine am Ende der nächsten Walze angebrachte Hülse paßt.
Demnach ist jede Walze am einen Ende viereckig gestaltet, und am andern Ende mit
einer viereckigen Hülse versehen. Die Erfindung besteht hauptsächlich in der
Construction einer Maschine zum Ausschlagen der viereckigen Löcher oder Hülsen in
den Enden der Walzen. Um jedoch die Beschaffenheit ihrer Verbesserungen deutlicher
zu bezeichnen, geben die Patentträger folgende Erläuterung der gewöhnlichen
Methoden, die genannten Hülsen herzustellen. Nach der einen Methode wird das Eisen
länger als die anzufertigende Walze abgeschnitten, das eine Ende desselben glühend
gemacht und ausgetrieben; hierauf wird ein kreisrundes Loch eingebohrt, das Eisen
wieder erhitzt, und rings um einen in das Loch eingeschobenen prismatischen Kern
geschmiedet, wodurch die viereckige Hülse entsteht; das überflüssige Eisen wird
zuletzt abgedreht. Einer andern Methode zufolge wird das eine Ende der Walze zur
erforderlichen Dicke aufgetrieben und ein Theil des aufgetriebenen Metalls, um eine
Schulter zu bilden, abgedreht; hierauf wird ein kreisrundes Loch eingebohrt und das
viereckige Loch in einer Maschine, bei welcher der Meißel durch eine Schraube
vorwärts bewegt wird, ausgestochen; während dieser Operation wird die Walze, um
einen festen Halt zu gewinnen, gegen die Schulter gestemmt. Nachdem eine gewisse Anzahl
Walzen auf diese Weise behandelt worden ist, setzt man ein Locheisen von größeren
Dimensionen ein, und wiederholt die Operation zwei- oder mehreremale, worauf
man die Schulter abdreht.
Vorliegende Erfindung besteht in einer mechanischen Vorrichtung, welche die Walzen
hält und mit dem viereckigen Loch versieht, ohne daß es nöthig ist sie zu erwärmen,
aufzutreiben oder abzudrehen, die Locheisen zu wechseln und die Walzen mehr als
einmal durch die Maschine gehen zu lassen. Durch diese Methode wird nicht nur Zeit
und Arbeit, sondern auch Eisen gespart.
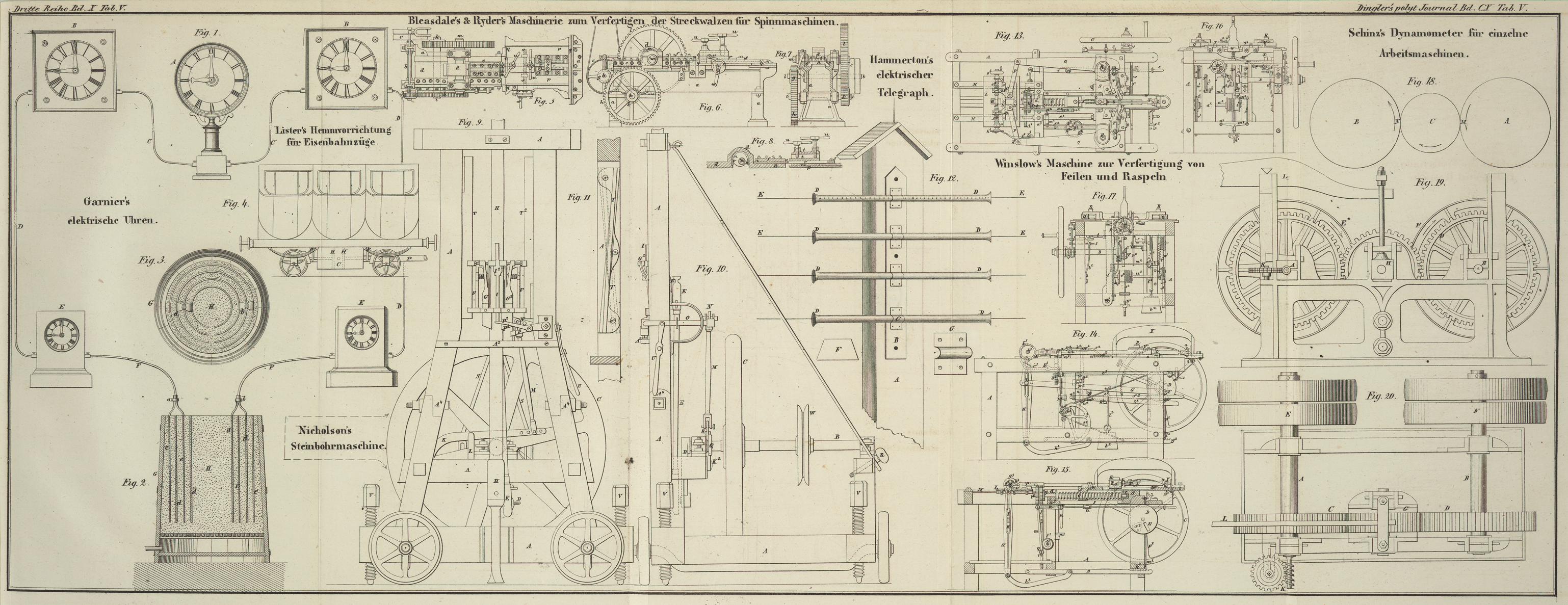
Fig. 5 stellt
die in Rede stehende Maschine im Grundriß, Fig. 6 in der
Seitenansicht und Fig. 7 im Querschnitt dar. a, a ist das Seiten- und Endgestell des Apparates;
b, b die
Haupttreibwelle; c die Treibrolle; d, d der Werkschlitten,
welcher sich der Länge nach in Führungen e, e, die an dem Seitengestell a, a befestigt sind, bewegt. In die Oberfläche
des Schlittens d, d sind
vier V förmige Rinnen geschnitten in welchen die
Locheisen 1,2,3,4 vermittelst der Klampen f, f befestigt werden, während ihre Enden an dem aufrechten
Theil * des Schlittens einen festen Stützpunkt haben. Die Locheisen nehmen
stufenweise an Länge ab, so daß für den Abfall Raum bleibt; das Eisen 1 ist das
längste; sie nehmen ferner an Dicke zu; das Eisen 1 ist das dünnste. Durch folgende
Mittel erhält der Schlitten d, d seine Längenbewegung. An der Treibwelle b,
b befindet sich ein Getriebe g, welches in ein an der Welle i befestigtes
Stirnrad h greift. An ihrem andern Ende enthält die
Welle i ein Getriebe k, und
dieses greift in ein an der Welle m befestigtes Stirnrad
l. Die Welle in enthält ein Excentricum n, welches zwischen den beiden an dem Schlitten d, d befestigten Lagern o, o
läuft, und somit dem Schlitten eine hin- und hergehende Bewegung ertheilt.
p, p ist eine Platte,
die sich zwischen den Führungen q, q querüber bewegen läßt. Die bereits angebohrte und mit
einem viereckigen Ende versehene Walze r wird in eine in
der unteren Klampe r*
angebrachte Rinne gelegt, wobei sich ihr Ende gegen den nach den verschiedenen
Längen der Walzen adjustirbaren Aushälter s stemmt.
Sodann wird die obere Klampe t darauf gedeckt und durch
Umdrehung der Handhaben u, u
fest niedergeschraubt. Durch Umdrehung der Schraube v,
v mittelst der Handhabe w läßt sich die Platte querüber bewegen, x und
x1 sind zwei
Scheiben, wovon die erstere an der Welle v fest, die
letztere lose sitzt. Sie sind an ihrer Peripherie mit einem Einschnitte versehen, in
welchen der Haken y einfällt, wenn die Walzer i irgend einem der Locheisen 1,2,3 oder 4 sich gegenüber befindet. Wenn
die Maschine in Gang gesetzt werden soll, so dreht man die Kurbel w so lange, bis das Locheisen 1 der Achse der Walze
genau gegenüber zu liegen kommt und schraubt dann die Mutter z dicht, um die Scheiben x und x1 mit einander zu
verbinden. Wenn nun der Riemen auf die Treibrolle geschoben wird, kommt das
Excentricum n in Rotation, bewegt den Werkschlitten d, d vorwärts und treibt das
Locheisen 1 in das Ende der Walze r. Sobald die
fortgesetzte Drehung des Excentricums das Eisen 1 von der Walze entfernt, hebt der
Arbeiter den Haken y und dreht die Kurbel w zweimal um, wodurch die Walze r, ehe der Schlitten wieder zurückkehrt, dem Locheisen 2 gegenüber zu
liegen kommt. Das Locheisen 2 schneidet die Hülse schon etwas länger und ähnliches
ist der Fall mit dem dritten und öfters auch mit dem vierten Eisen. Die Walzen
können dann entfernt und durch andere auf gleiche Weise zu bearbeitende ersetzt
werden. Das Excentricum n, das Locheisen 1 und die Walze
r ist am deutlichen in Fig. 8 zu sehen.
Tafeln