| Titel: | Verbesserungen an Apparaten und Maschinen zur Anfertigung der Eisenbahnräder und Radachsen, worauf sich William Kilner zu Sheffield, am 24. April 1849 ein Patent ertheilen ließ. |
| Fundstelle: | Band 115, Jahrgang 1850, Nr. XLIX., S. 241 |
| Download: | XML |
XLIX.
Verbesserungen an Apparaten und Maschinen zur
Anfertigung der Eisenbahnräder und Radachsen, worauf sich William Kilner zu Sheffield, am 24. April 1849 ein Patent ertheilen
ließ.
Aus dem London Journal of arts, Dec. 1849, S.
319.
Mit Abbildungen auf Tab.
IV.
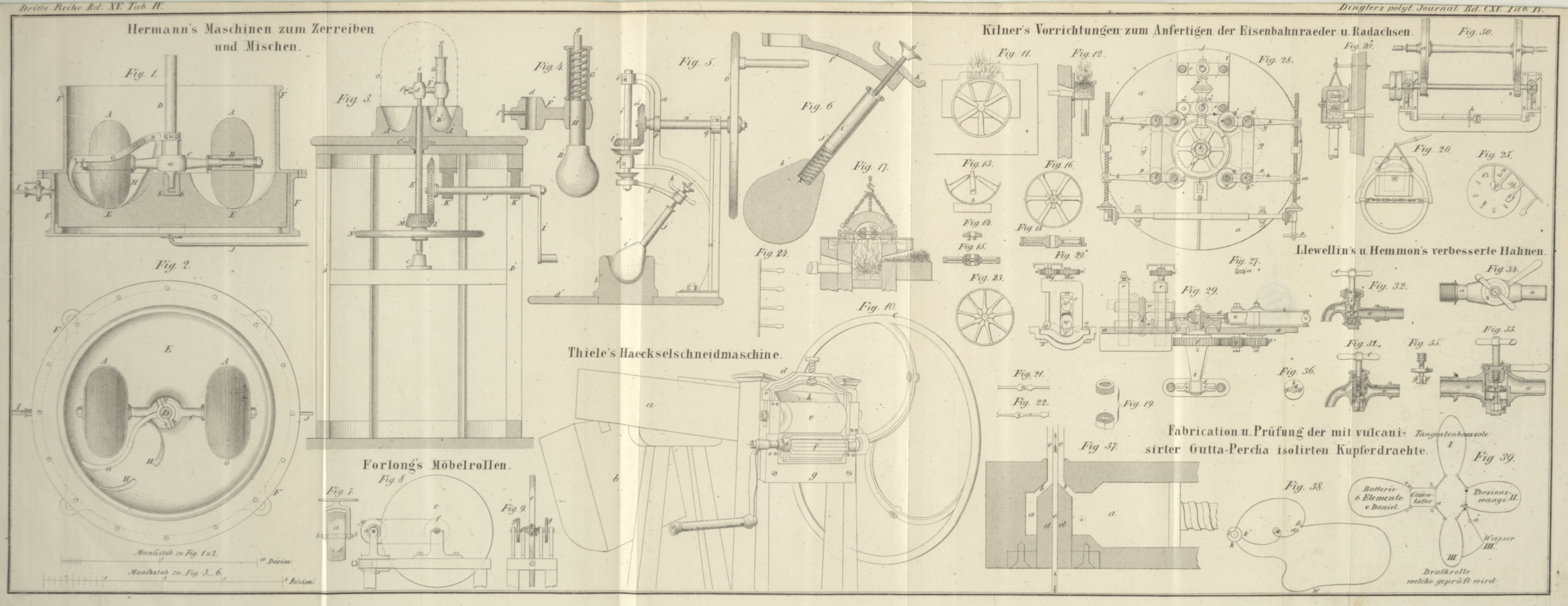
Kilner's Verbesserungen an Apparaten und Maschinen zur Anfertigung
der Eisenbahnräder.
Der erste Theil der Erfindung bezieht sich auf die Anwendung einer verbesserten
Construction des Schmiedeherdes zum Schweißen der Speichen an den Felgenkranz des
Eisenbahnwagenrades. Fig. 11 und 12 stellen
diesen Herd in der Frontansicht und im Querdurchschnitte dar. Man verfährt dabei auf
folgende Weise. Nachdem der Felgenkranz oder innere Reif auf gewöhnliche Weise
gebogen und dann, wie die Abbildungen zeigen, auf den Herd gebracht worden ist, wird
die innere Kranzfläche bis zur Schweißhitze erwärmt; dasselbe geschieht mit den
Enden der anzuschweißenden Speichen in einem gewöhnlichen Schmiedefeuer. Wenn beide
die geeignete Temperatur erlangt haben, so wird der Kranz herausgenommen, wie Fig. 13 zeigt,
über einem Block gebogen, und auf diesem in die verlangte Form geschmiedet. a und b sind die Enden der
Speichen und derjenige Theil des inneren Kranzes, welcher in dem vorspringenden Herd
erwärmt wurde. Die nämliche Methode wird angewendet, wenn man die Speichen an den
äußeren Radkranz mit Hinweglassung des inneren Kranzes schweißen will. Nachdem alle
Arme an den Kranz geschweißt sind, schweißt der Patentträger die schmiedeiserne Nabe
in einer Operation an die Speichen. Um dieses auszuführen, bereitet er die Nabe erst
in Gestalt zweier Ringe, deren einer Fig. 14 im Durchschnitte
dargestellt ist. Diese Ringe bestehen aus einer spiralförmig gebogenen flachen
Eisenschiene Fig.
19. Diese wird in einem geeigneten Ofen bis zur Schweißhitze erwärmt und
dann unter einem Hammer
in einer Form bearbeitet. Nachdem der Patentträger das Ende der die Speiche
bildenden Stange ins Rohe bearbeitet hat, ordnet er sie, wie Fig. 15 zeigt, zusammen.
Die Theile der Nabe werden sodann, wie in dieser Figur angegeben ist, mit Hülfe
zweier schmiedeiserner Nietnägel mit einander verbunden und das Ganze in einen Ofen
gebracht. Der Ofen, dessen sich der Patentträger zu diesem Zweck bedient, ist Fig. 17 im
Verticaldurchschnitte dargestellt. Nachdem das Rad den verlangten Hitzegrad erreicht
hat, kommt es zwischen Formen, welche die beiden Ringe gleichförmig gegen und
zwischen die Enden der Speichen drücken. Hierauf werden beide Ringe mit einander und
mit den Enden der Speichen zusammengenietet. Die Hervorragungen a, a,
Fig. 14, in
der Mitte des Ringes haben den Zweck, das Loch über den Enden der Speichen zu
schließen, damit nachher ein gutes und regelrechtes Loch zur Aufnahme der Achse
gebohrt werden könne. Die Hervorragungen a, a werden
durch einen stählernen Kern hervorgebracht, welcher während der Schweißhitze zu
beiden Seiten durch die Büchse oder Nabe getrieben wird. Die letztere erhält nachher
mittelst Senkformen die Fig. 18 ersichtliche
Gestalt.
Die Figuren 20
und 20*
stellen einen überhängenden geschlossenen Herd im Frontaufrisse und im
Verticaldurchschnitte dar. Der obere Theil ist lose und läßt sich mittelst eines
Hebels in die Höhe heben, damit der Radkranz in den Ofen gebracht und aus demselben
herausgenommen werden könne. Nachdem der Felgenkranz im Ofen bis zur Schweißhitze
erwärmt worden ist, werden die Schrauben einer Kette, welche den Kranz umfaßt,
allmählich angezogen, bis die Anschweißung vollbracht ist. Da der Kranz von dem
Brennmaterial unberührt bleibt, so geht die Zusammenschweißung vollkommen gut und
rein vor sich. Der Kranz wird hierauf aus dem Ofen genommen. Die Beschickung des
Ofens mit Brennmaterial geschieht durch das Loch a,
welches nachher mit feuerfestem Thon verstopft wird. Zwei kleine Löcher b, b im Deckel dienen als Zuglöcher.
Der zweite Theil der Erfindung besteht darin, daß man die Speichen schmiedeiserner
Räder direct aus Puddeleisen anfertigt. Diese Operation geht mittelst Formen unter
einem Hammer vor sich, indem man eine hinreichend große Luppe nimmt, um zwei oder
mehrere Speichen, wie Fig. 21 und 22, auf einmal
zu bearbeiten. Die so vorbereiteten Speichen werden bei a oder b getrennt und an die innere Seite
eines Kranzes geschweißt, so daß ihre Enden, wie Fig. 23 zeigt, in der
Mitte zusammenkommen. Zu beiden Seiten der auf diese Weise von den inneren Enden der
Speichen gebildeten Nabe kommt eine Deckplatte, worauf Alles zusammengeschweißt wird.
Oder, anstatt die Speichen an den bereits gebogenen Kranz zu schweißen, nimmt man
eine gerade eiserne Stange von der erforderlichen Länge, schweißt die Speichen in
den gehörigen Abständen, wie Fig. 24 zeigt, daran,
erhitzt die Stange mit den Speichen in einem geeigneten Ofen und biegt sie, wie Fig. 25
darstellt, um einen runden Block. a und d sind Segmente, welche in die Löcher b des Blockes befestigt werden, bevor die Biegung in
einer Speiche vor sich geht.
Zur Befestigung des Spurkranzes an den inneren Felgenkranz bedient sich der
Patentträger der Fig. 28 im Grundrisse, Fig. 29 im senkrechten
Durchschnitte und Fig. 29* in der Endansicht dargestellten Maschine. a, a ist die Fundamentplatte der Maschine, b,
Fig. 29,
die Achse und Scheibe, woran das zu bearbeitende Rad befestigt wird; d das Rad, welches durch den Bolzen c an seiner Stelle fest gehalten wird. Das untere Ende
der Welle b läuft in einem an der Seite des Fundamentes
befestigten Lager e. An dieser Welle befindet sich ein
Stirnrad f, welches durch ein Rad g, Fig.
28, in Bewegung gesetzt wird. Das Rad f sitzt
inzwischen lose an seiner Welle, um die Bewegung von dem Treibrade g auf ein an der entgegengesetzten Seite der Scheibe
befindliches gleich großes Rad g* übertragen zu können;
das letztere theilt die Bewegung den beiden Walzen n*,
n* mit. Das Treibrad g ist an einer senkrechten
Welle befestigt, die durch ein paar Winkelräder mit Wechselkuppelung in Bewegung
gesetzt wird. h, h, h, h sind vier um i, i, i, i drehbare Hebel, an deren Enden sich die
Walzen n, n, n*, n* befinden. Diese Walzen lassen sich
mit Hülfe der Schrauben o, o, welche durch die kleinen
Handhaben p in Umdrehung gesetzt werden, dem Rade nähern
und von demselben entfernen. Die an den Schraubenspindeln befindlichen Winkelräder
haben den Zweck zu verhüten, daß ein Hebelpaar stärker als das andere gegen den
Felgenkranz drückt. q¹, q¹ sind zwei Getriebe, welche, durch das Rad g in Bewegung gesetzt, lose um die Drehungsachse i der Hebel h rotiren. Diese Getriebe greifen
in ähnliche an den Achsen der Walzen n, n befestigte
Getriebe q, q und setzen sie in Rotation. Eine ähnliche
Anordnung dient zur Bewegung der Walzen n*. r, r sind die Endgestelle, worin die Preßwalzen
angeordnet sind. Diese Walzen sind bei s mit einem Hals
und mit einem Einschnitt versehen. Die untere Walze ruht mit ihren Lagern in einem
Hebel r*, Fig. 29*; sie kann, wenn
das Rad an seiner Stelle sich befindet, mit Hülfe der Schraube q* niedergelassen und nachher sanft gegen den unteren
Rand des Radkranzes gehoben werden; die obere dagegen wird beständig vermittelst der
Feder t gegen die oberen Lagerbacken gedrückt. Jedes der
Gestelle r, r
ist mit einer solchen
Feder versehen, deren Kraft hinreicht, den Hals der oberen Walze vollständig aus dem
Einschnitt der unteren zu heben, worauf die obere Walze in die durch punktirte
Linien bezeichnete Lage zurückgeschoben werden kann. Diese Walzen stehen mit der
Maschine selbst in keiner mechanischen Verbindung, sondern werden durch das Rad in
Umdrehung gesetzt. Die Anfertigung des Radkranzes geht nun auf folgende Weise vor
sich. Dem äußeren Kranze gibt man auf gewöhnliche Art die Fig. 27 im Querschnitte
dargestellte Form, steckt dann das Rad in den Kranz und erhitzt beide bis zu dem für
die Procedur des Pressens oder Walzens geeigneten Grade. Nachdem man nun die obere
Walze im Gestell r, r in die punktirte Lage
zurückgezogen hat, bringt man das Rad in die Maschine und befestigt es mit Hülfe des
Bolzens c. Hierauf schiebt man die obere Walze des
Gestells r, r vorwärts, bis sie über der Kante des
Radkranzes hängt, und drückt sie mit Hülfe der Schrauben u,
u auf den Radkranz nieder. Diese Schrauben setzen vermittelst der Getriebe
u*, u* die senkrechte Spindel und Schraube q* in Bewegung, letztere aber hebt vermittelst des
Hebels r* die untere Walze eben so schnell und bringt
sie mit der unteren Flansche des Radkranzes in Berührung. Hierauf werden sämmtliche
Walzen n, n, n*, n* mit Hülfe der Handhabe p und der Schrauben o, o mit
gleicher Kraft vorwärts gepreßt. Die Handhabe p wirkt
nämlich mit Hülfe einer teleskopartig gekuppelten Welle und eines Systems von
Winkelrädern auf die Schrauben o, o und ertheilt ihnen
eine gleiche Geschwindigkeit. Diese Welle, welche sich verkürzen und verlängern
läßt, gestattet den Schrauben sich einander zu nähern und von einander zu entfernen.
Wenn die Maschine in Gang gesetzt wird, so setzt das Treibrad g die Walzen n, n und das an der Welle b lose befindliche Rad f in
Rotation. Dieses Rad theilt die Bewegung durch die Vermittlung des Rades g* den Walzen an den Enden der auf der andern Seite der
Scheibe befindlichen Hebel mit. Das Rad d aber wird
lediglich durch die Reibung der Walzen an seiner Peripherie in Rotation gesetzt.
Zugleich wird die obere Walze des Gestells r, r mittelst
der Schrauben u, u sanft niedergedrückt und die untere
Walze gehoben; vermöge ihrer Reibung gegen den Radkranz werden sie sofort zu rotiren
beginnen. Das Rad wird durch die Walzen n, n, n*, n* und
w, w so lange in Bewegung erhalten, und der Druck
fortgesetzt, bis das Rad die verlangte Gestalt und Rundung erhalten hat.
Die Oberflächen und Ränder solcher Radkränze fallen bei dieser Methode so genau und richtig aus, daß eine nachträgliche Abdrehung oft unnöthig ist. Um
jedoch die Räder noch vollkommener abzurunden und das Abdrehen ganz unnöthig zu machen,
befestigt der Patentträger ein Schabeisen von der Gestalt des Radkranzes bei z und bewegt dieses vermittelst einer Schraube durch
zwei quadratische Oeffnungen oder Führungen vorwärts, so daß es die Eisenschuppen
von der Fläche des Radkranzes entfernt. Dieses Schabeisen sollte jedoch nicht eher
angewendet werden, als bis das Rad beinahe kreisrund ist. Diese Maschine kann auch
bei Rädern von verschiedenen Durchmessern angewendet werden, indem durch die Wirkung
der Schrauben o, o der zur Aufnahme des Rades bestimmte
Raum vergrößert oder verkleinert werden kann. Das Gestell r,
r ist auf der Fundamentplatte verschiebbar, indem die Schrauben x, x,
Fig. 29*, zu
diesem Zweck durch Schlitze treten.
Der dritte Theil der Erfindung besteht in der Anwendung kreisrunder und rotirender
Messer zum kalten Abdrehen der Eisenbahnräder. a, a,
Fig. 30, sind
ein Paar in einer gewöhnlichen Drehbank eingespannte Räder, welche mit einer
geringeren Geschwindigkeit als gewöhnlich rotiren; b, b
sind zwei kreisrunde Messer, welche an einer Welle festgekeilt sind und durch einen
um die Rolle c geschlagenen Riemen in Rotation gesetzt
werden; d ist die lose Rolle. Die Lager der Achse jener
Instrumente lassen sich in Vertiefungen der senkrechten Träger f hin und her schieben, und dieses geschieht mit Hülfe
der Schrauben g, g, welche durch die Handhabe h und die Verbindungsachse i
in Bewegung gesetzt werden. Auf diese Weise läßt sich die Stellung der
Schneidinstrumente b reguliren.
Tafeln