| Titel: | Verbesserungen in der Fabrication von Röhren, Ziegeln, Treppenstufen, Gesimsen und andern Gegenständen aus Thon, welche sich Bennett Burton in London am 7. Juni 1849 patentiren ließ. |
| Fundstelle: | Band 116, Jahrgang 1850, Nr. XX., S. 94 |
| Download: | XML |
XX.
Verbesserungen in der Fabrication von Röhren,
Ziegeln, Treppenstufen, Gesimsen und andern Gegenständen aus Thon, welche sich Bennett Burton in London am
7. Juni 1849 patentiren ließ.
Aus dem Civil Engineer and Architect's Journal, Jan. 1850,
S. 12.
Mit Abbildungen auf Tab.
II.
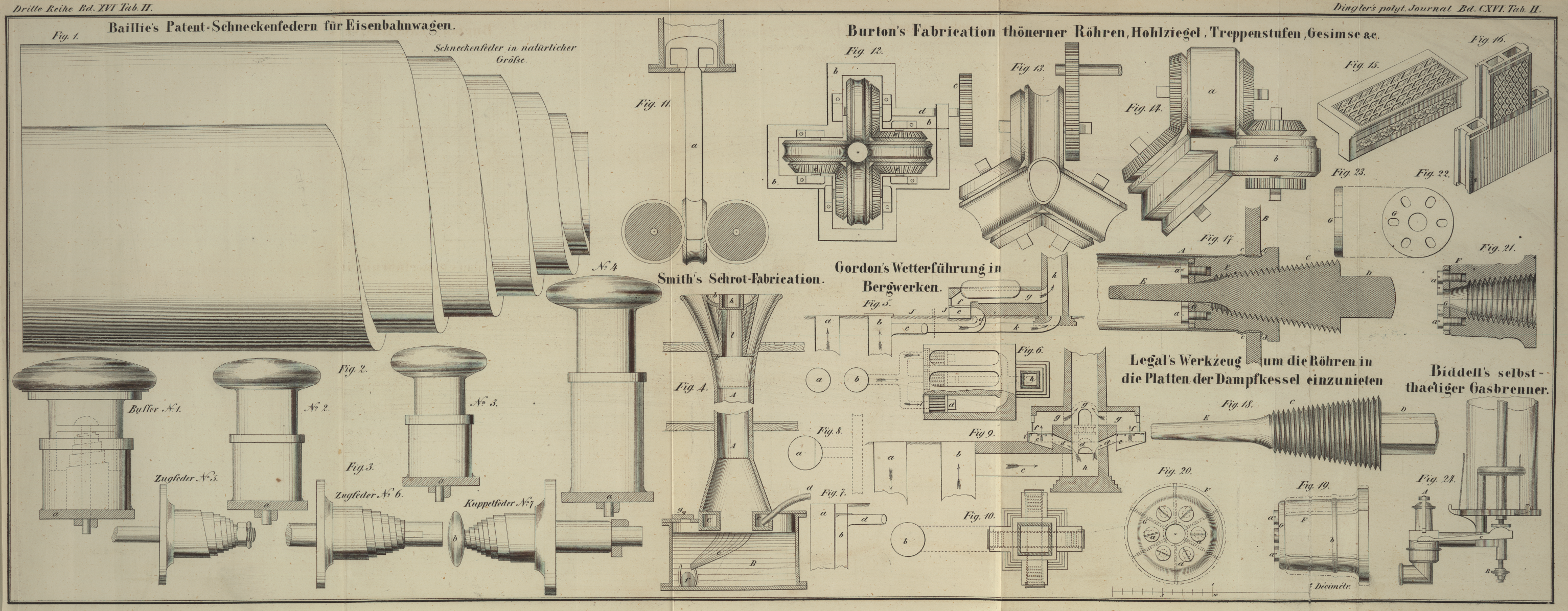
Burton's Fabrication von Röhren, Ziegeln etc. aus Thon.
Der Zweck dieser Erfindung ist, Röhren und andere Gegenstände aus plastischen
Materialien anzufertigen, welche stärker, dauerhafter, in ihrer Structur
regelmäßiger und auf ihren Oberflächen glätter und reiner sind als sie bisher erzeugt
werden konnten. Der Erfinder erreicht seinen Zweck dadurch, daß er das plastische
Material, woraus die Röhren etc. bestehen sollen, durch einen Walzproceß comprimirt.
Durch dieses Walzen wird nicht nur, wie die Erfahrung lehrte, die Stärke der
gefertigten Gegenstände erhöht, sondern sie bekommen auch eine glättere Oberfläche,
so daß sich fremdartige Körper weniger leicht an dieselben ansetzen. Bei solchen
Röhren werden, der glatten innern Fläche wegen, die durchlaufenden Flüssigkeiten
weniger Reibung erfahren.
Die Maschine zum Verfertigen der Röhren nach diesem Princip besteht aus einem
verticalen Rahmenwerke, welches zwei Cylinder zum Aufnehmen der Masse trägt, die so
angeordnet sind, daß sie abwechslungsweise unter die Schraube und den Kolben
gebracht werden können, um die Masse durch die Formen zu pressen. Der Zweck dieser
Anordnung ist der, daß man einen Cylinder füllen kann, während im anderen gepreßt
wird.
In der Mitte der Formplatte Fig. 11 befindet sich ein
Dorn a, dessen unteres Ende gerade noch unter die
Mittellinie von vier Walzen reicht. Fig. 12, ein Grundriß der
Walzen und ihrer von einem eisernen Rahmen b, b
getragenen Lager, zeigt, welche Lage die Walzen zu einander haben, und wie dieselben
mit einander in Verbindung sind; sie werden durch ein Rad c getrieben, welches auf dem Ende der Achse d
aufgekeilt ist. Auf dieser Achse ist eine Walze und ein conisches Rad befestigt,
durch welches die übrigen fünf conischen Räder e, e, e
und mit diesen die übrigen Walzen in Bewegung gesetzt werden. Das Rad c wird durch ein Getriebe gedreht, welches sich auf der
Hauptwelle der Maschine befindet. Diese Welle bewegt auch mittelst einer stehenden
Achse und dem dazugehörigen Räderwerke die Schraube, welche die in dem Cylinder
befindliche Masse durch die Formplatte preßt. Wie man aus der Abbildung ersieht,
drehen sich die Walzen alle in einer Richtung und mit derselben Geschwindigkeit.
Der Proceß der Röhrenfabrication nach der neuen Erfindung ist folgender. Die
Thonmasse schiebt sich, nachdem sie durch die Presse und den Formring die Röhrenform
angenommen hat, über den Dorn a. Nachdem ein Röhrenstück
von der gewünschten Länge abgeschnitten ist, wird dasselbe durch die Bewegung der
Walzen über das Ende des Dorns gezogen, wobei die einzelnen Theile der Masse
comprimirt und einander so genähert werden, daß, wenn die Röhre auf gewöhnliche
Weise gebrannt wurde, sie durch wiederholte Versuche um 75 Procent stärker befunden
wurde, als eine Röhre von demselben Material, welche auf gewöhnliche Weise
dargestellt war. Außerdem ist die gewalzte Röhre in ihrem Gefüge regelmäßiger, und
in jeder Hinsicht vollkommener.
Die Röhren werden also unmittelbar nach dem Durchgehen durch die Formplatte gewalzt.
Dieß hängt jedoch von der Beschaffenheit und Consistenz der Masse und von dem
Witterungsstande ab; denn in gewissen Fällen ist es besser, die Röhren 2–3
Tage in einem trockenen Raume stehen zu lassen, ehe sie gewalzt werden. Man kann
mehrere Röhren von kleinem Durchmesser zu gleicher Zeit aus einem Cylinder pressen,
wenn man mehrere Formringe anwendet, dieselben also in einer besondern Maschine
machen, und dann erst walzen; in diesem Falle muß die Walzmaschine von der Presse
unabhängig seyn.
Soll die Röhrenöffnung nicht cylindrisch seyn, sondern allmählich enger werden, so
wendet der Erfinder einen verjüngten oder conischen Dorn an, welcher, durch eine
Schraube oder ein sonstiges Mittel bewegt, mit der Röhre durch die Walzen läuft.
Hat der zu pressende Gegenstand keinen kreisförmigen Querschnitt, so können nach
Erforderniß zwei, drei oder mehrere Walzen angewendet werden. Fig. 13 zeigt die Form
und Verbindung von drei Walzen, welche für Röhren mit ovalem Querschnitt bestimmt
sind.
Fig. 14
stellt drei Walzen mit ihrer Verbindung vor, mittelst welcher Treppenstufen,
Antritte etc. comprimirt werden können. Die Walzen a und
b können in diesem Falle mit irgend einem passenden
Dessin versehen seyn, welches sich auf die obere und vordere Seite der Stufe
abdrückt, wie Fig.
15 zeigt, welche eine isometrische Ansicht einer nach Burton's Erfindung angefertigten Stufe darstellt.
Fig. 16 ist
eine isometrische Ansicht von drei hohlen Ziegeln oder Kacheln. Aus derselben
ersieht man, wie sie zusammengepaßt, und wie sie gestellt werden müssen. Hohle
Backsteine oder Ziegel, wie sie in Fig. 16 dargestellt sind,
werden auf ähnliche Weise wie die Röhren gemacht; die Masse wird nämlich durch eine
passende Formplatte gepreßt, und dann zwischen vier Walzen gewalzt, von denen zwei
so geformt sind, daß sie die Nuth und Feder an den schmalen Seiten des Steines
bilden, während die anderen beiden auf ihrer Oberfläche gravirt sind, um die großen
Flächen des Steines mit einem Dessin zu versehen; die zwei übrigen Seiten des
Steines werden später in einer besonderen Maschine geformt.
Außerdem macht Hr. Burton Gesimse, Säulen und viele andere
Gegenstände zu Bauzwecken. Eben so können durch Anwendung von Vorsprüngen, Excentriken oder
excentrischen Walzen, Artikel von den verschiedensten Formen (im Querschnitt) und
von den verschiedensten Längen gemacht werden. Hr. Burton
verfertigt auch gebogene Röhren von beliebigem Radius bloß mittelst Pressens der
Masse durch eine besonders construirte Formplatte und nachheriges Walzen. Sockel,
Nuthen und Schrauben kann er ebenfalls an den Enden thönerner Röhren anbringen.
Versuche über die relative Festigkeit der
auf gewöhnliche Weise fabricirten thönernen Röhren und der mit Burton's
Patentmaschine gemachten.
Lichte Weiteder Röhrein Zollen.
Dicke derRöhre inZollen.
Länge derRöhre inZollen.
Gewicht derRöhre in Pfd.
Druck auf denQuadratzoll, bei welchemdie
Röhre brach.
Bemerkungen.
2,812
0,469
20,68
8,75
420
gewalzte Röhre aus feinem Thon
2,87
0,471
22,37
9,25
380
„ „
2,87
0,471
22,37
9,25
280
„ „
2,68
0,472
21
7,75
180
gewöhnl. Röhre aus feinem Thon
2,7
0,473
21,5
7,89
170
„ „
2,69
0,471
21,3
7,9
200
„ „
2,75
0,468
21,5
8,12
140
gewalzte Röhre aus grobem Thon
2,75
0,468
22,31
8,25
270
„ „
2,75
0,468
22,37
8,25
260
„ „
2,75
0,5
21,37
8,25
160
gewöhnl. Röhre aus grobem Thon
2,75
0,468
21,37
8,5
120
„ „
2,73
0,475
21,47
8,36
110
„ „
2,375
0,656
23,12
12,25
660
gewalzte Röhre aus feinem Thon
2,375
0,656
22,75
12,25
360
„ „
2,375
0,630
24,12
12,75
500
„ „
Tafeln