| Titel: | Wright's Modelstechmaschine zum Anfertigen der hölzernen Druckformen für Zeugdruckereien. |
| Fundstelle: | Band 119, Jahrgang 1851, Nr. XXIII., S. 104 |
| Download: | XML |
XXIII.
Wright's Modelstechmaschine zum Anfertigen der
hölzernen Druckformen für Zeugdruckereien.
Aus dem Practical Mechanic's Journal, Dec. 1850, S.
198.
Mit Abbildungen auf Tab.
IV.
Wright's Modelstechmaschine.
Im Jahre 1843 construirte Hr. Joseph Burch in Macclesfield
eine äußerst sinnreiche Maschine, womit Druckmödel mit den feinsten Zeichnungen für
Kattundrucker hergestellt werden können, und zwar mit einer Genauigkeit und
Reinheit, wie man sie bisher in der Holzstecherei nicht kannte. Sein System bestand
in der Bildung vertieft geschnittener hölzerner Matrizen des gewünschten Dessins,
von welchen ein erhabener Abguß in leichtflüssigem Metall gemacht wurde. Die
Eigenthümlichkeit dieses Processes besteht hauptsächlich in der Art wie die Matrize
dargestellt wird, was durch glühende Stahlpunzen geschieht, welche durch Hitze und Druck
auf das Holz wirken. Eine Reihe kleiner Punzen wird vertical in den unteren Enden
von eben so vielen vertical verschiebbaren Erhitzern befestigt, welche durch einen
Gasheizapparat gehen, und die vom Gas empfangene Hitze durch metallische Berührung
den Punzen mittheilen.
Das zugerichtete Holzstück, welches die Matrize oder den Model geben soll, wird,
nachdem das Muster auf seine Oberfläche aufgezeichnet ist, auf einen Tisch gebracht,
der sich unter den erhitzten Punzen befindet, welche dann auf die Linien der
Zeichnung mittelst eines Trittes, den der Modelstecher mit dem Fuße in Bewegung
setzt, angedrückt werden, so daß das Muster in das Holz eingedrückt und eingebrannt
wird. Diese Anordnung hat jedoch mehrere Mängel, welche Hr. Wright durch seine sinnreiche Verbesserung der Burch'schen Maschine beseitigte. Diese Nachtheile waren folgende:
1) Während der Punzen wirkt, ist der Erhitzer, worin sich der Punzen befindet, nicht
mehr der directen Hitze der Gasflamme ausgesetzt, so daß sich der Punzen während der
Arbeit immer mehr abkühlt, und um es nun dem Arbeiter zu ermöglichen ununterbrochen
fortarbeiten zu können, muß er mehrere Punzen und Erhitzer in einer Maschine haben,
so daß die abgekühlten Punzen wieder gewärmt werden können, während man mit einem
frisch erwärmten arbeitet. Obgleich man nur immer einen einzelnen Punzen braucht,
hat man bei der Construction der Maschine doch die Kosten für mehrere, und so oft
man mit den Punzen wechselt, hat man immer das Unangenehme, daß der neue Punzen eine
andere Lage zur Zeichnung hat.
2) Die abwechselnde Erhitzung und Abkühlung des Apparates verursacht eine
nachtheilige Ausdehnung und Zusammenziehung der einzelnen Theile.
3) Da der gewöhnliche Argand'sche Gasbrenner angewandt ist., so geht viel Hitze
dadurch verloren, daß die Flamme nicht direct auf den Punzenhälter oder Erhitzer
einwirkt.
4) Da die Erhitzer selbst sich nur in einem Loche verschieben, welches sich in einem
Führungsarm befindet, so ist ihre Bewegung sehr ungenau.
Hr. John Wright in Glasgow, welcher als praktischer
Modelstecher die erwähnten Fehler sehr genau kannte, hat die Maschine so abgeändert,
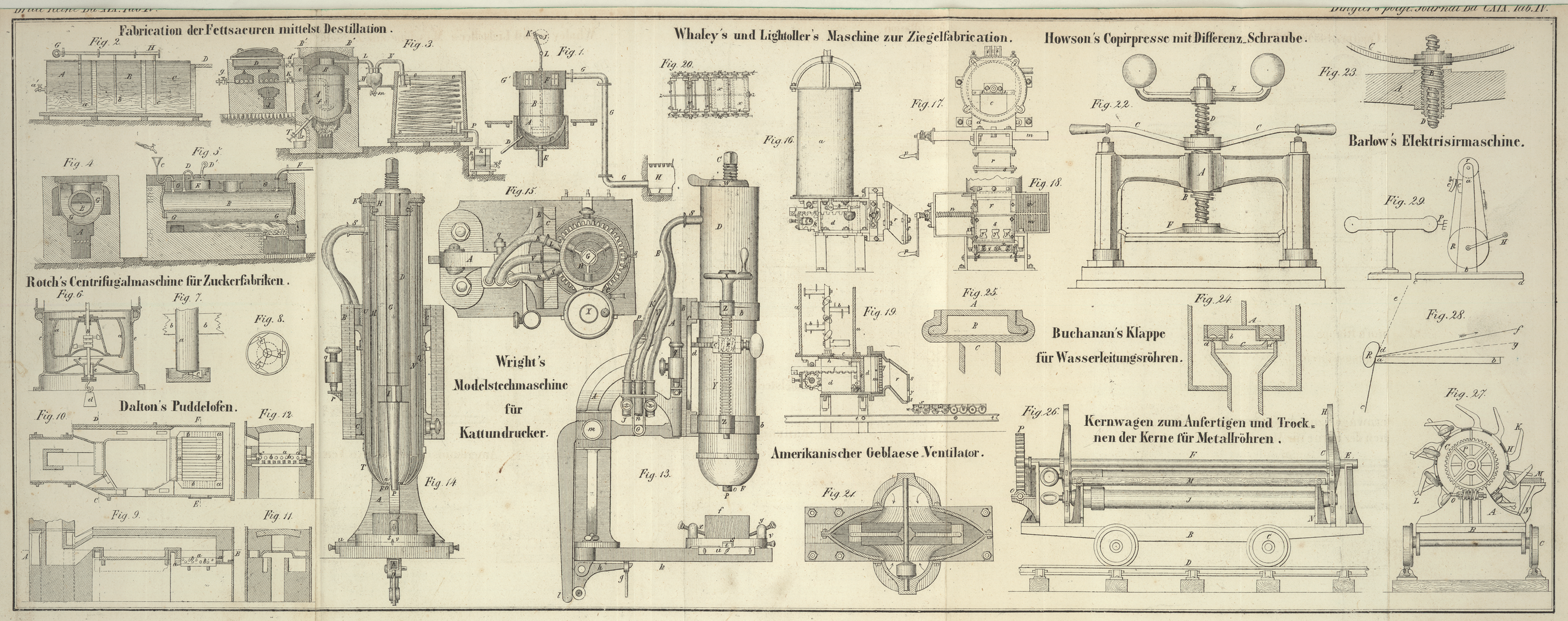
wie sie in den Figuren 13 bis 15 im vierten Theil der natürlichen Größe abgebildet ist.
Fig. 13 ist
eine vollständige Seitenansicht des Apparates, Fig. 14 ein verticaler
Durchschnitt von vorne gesehen, und Fig. 15 ein Grundriß
desselben.
A ist das feste Gestell der Maschine, dessen oberer
vorstehender Theil bei B abgehobelt ist und die Bahn für
den Schlitten oder Schieber C bildet, welcher mit dem
Cylinder D in Verbindung steht; letzterer trägt den
erhitzten Punzen, von welchen sich in jeder Maschine nur ein einziger befindet. Der
Cylinder D ist dreifach, d. h. er besteht aus drei
concentrischen Röhren, welche oben durch die Schrauben E
mit einander vereinigt werden, während sie unten einwärts gebogen und abgerundet
sind, so daß sich ihre unteren Ränder bei F aneinander
anschließen. An dieser Stelle wirkt auch die Hitze der Gasflamme auf den Punzen. Der
Punzenhälter, durch welchen, wie bei der früheren Maschine, die Hitze der Gasflamme
dem Punzen selbst mitgetheilt wird, liegt bei G mitten
in dem Cylinder. Er geht durch eine Mutter H, welche
oben im Cylinder befestigt ist, und seine Höhe in derselben kann durch Drehen eines
auf das viereckige obere Ende aufgesteckten Schlüssels regulirt werden. Das untere
Ende des Punzenhälters wird durch ein Leitstück I
geführt, welches in dem Innern des Cylinders fest gemacht ist. Das Gas für den
Heizbrenner wird durch eine Röhre hergeleitet, welche bei J abgebrochen gezeichnet ist, wo sich auch der Hahn zum Reguliren des
Gasstroms befindet, welcher durch eine elastische Röhre K von Guttapercha oder Kautschuk in den Apparat gelangt. Oben ist die
Röhre K mit einem kurzen Röhrenstumpf L verbunden, welcher durch den äußeren Cylinder D hindurch und in den zweiten Cylinder hineinreicht, in
welchem auf der einen Seite des Luftraumes N eine Röhre
M abwärts zu dem ringförmigen Gasbrenner O führt, der sich am abgerundeten unteren Ende des
Cylinders befindet. Eine Reihe kleiner Löcher a zieht
sich am inneren Rande des Brenners herum; durch dieselben treten die Gasstrahlen
aus, deren Flamme das untere Ende P des Punzenhälters
vollständig umgibt, und zwar gerade da wo der Punzen selbst mit demselben verbunden
ist. Der Raum Q zwischen dem äußeren und mittleren
Cylinder bildet einen Wasserbehälter, welcher den Zweck hat den Apparat außen kühl
zu erhalten. Eine biegsame Röhre R, welche der Gasröhre
ganz ähnlich ist, führt beständig kaltes Wasser zu, das durch den Stumpf S in den Cylinder D gelangt,
wo es durch die Röhre U auf den Boden der Abtheilung T geleitet wird, so daß das kälteste Wasser immer mit
dem heißesten Theile des dreifachen Cylinders in Berührung kommt. Das erwärmte
Wasser wird von dem Wasserraum durch eine dritte biegsame Röhre V beständig abgeleitet, und es entsteht so eine beständige Circulation,
weil das kalte Wasser die von der Gasflamme abgegebene überflüssige Hitze
entzieht.
Wie schon erwähnt, kann der Punzenhälter in dem Cylinder oder der Trommel mittelst
der oben angeschnittenen Schraube höher oder tiefer gestellt werden; hat derselbe
seine richtige Lage, so wird sie dadurch gesichert, daß man die Stellmutter W oben auf der Trommel mittelst des daran angebrachten
Hebels anzieht. Die Trommel selbst kann in Bezug auf die am Gestell befindliche Bahn
höher oder tiefer gestellt werden, indem man das Schwungrädchen X auf der verticalen Schraubenspindel Y dreht. Diese Spindel geht durch zwei glatt ausgebohrte
Lager Z, welche sich an den Ringen b befinden, die selbst mit dem Schieber C zusammenhängen und die Träger für die Trommel sind.
Die Schraube der Spindel geht durch eine Mutter, welche durch den Vorsprung c an der Trommel gebildet wird. Da die Ansätze an der
Spindel jede Verschiebung derselben in ihrer Längenrichtung verhüten, so wird, wenn
die Schraube gedreht wird, die Mutter mit der Trommel in den Ringen b sich heben oder senken. Auch dafür, daß die Trommel
eine Drehung um ihre Achse machen kann, ist gesorgt; dieß geschieht mittelst des
Zahnrades d, welches sich auf der Trommel befindet; in
dieses Rad greift die endlose Schraube e ein, welche in
gabelförmigen Lagern liegt.
Will man auf der Oberfläche der Holzplatte f eine
Zeichnung einbrennen, so wird die Trommel mit dem Punzen durch ein Trittbrett
bewegt, welches mit der Zugstange g in Verbindung ist.
Diese ist an den Winkelhebel h angehängt, welcher sich
um einen Zapfen unterhalb des Tisches k dreht, auf dem
die zu bearbeitende Holztafel liegt. Der kürzere Arm dieses Winkelhebels wirkt auf
das Ende l des langen gebogenen Hebels, welcher sich um
den Zapfen m dreht, und dessen anderes gabelförmiges
Ende durch einen Zapfen mit dem Schieber C der Trommel
verbunden ist. Bei dieser Anordnung wird die abwärts gehende Bewegung der Trommel
durch einen Tritt auf das Trittbrett hervorgebracht, worauf der Apparat wieder durch
eine elastische Bandfeder n gehoben wird, die einen
Zapfen o am Hebel umgibt und oben an eine Stellschraube
p angehängt wird. Um die Größe der abwärts gehenden
Bewegung der Trommel, und folglich die Tiefe reguliren zu können, bis zu welcher der
Punzen in das Holz eindringen soll, ist die Schraube q
angebracht, die nach Erforderniß früher oder später auf den festen Vorsprung r trifft.
Die Holztafel f, welche bearbeitet werden soll, befindet
sich auf einer runden Platte s, welche unten mit einer
Nuth versehen ist, die
sich auf dem Prisma t verschiebt, das durch die
Winkelstücke u und mehrere Stellschrauben mit dem Tische
k vereinigt ist. Eine Stellschraube v geht durch die Platte s
und wirkt auf die Mitte einer gebogenen Feder, deren Enden sich an das Prisma t anlegen, wodurch freiwilligen Verschiebungen
vorgebeugt wird. Damit die Feder an Ort und Stelle erhalten wird, geht die
Stellschraube durch ein Loch in der Mitte derselben. Das Holz wird auf der Platte
s durch die zwei Stellschrauben x befestigt, welche durch kleine Kloben y gehen, die nahe am Rande der Scheibe oder Platte
angebracht sind.
Die Anordnung, durch welche der Punzen beständig erhitzt erhalten wird, ist sehr
sinnreich, und diese Verbesserung allein verschafft der Maschine schon einen
bedeutenden Vorzug vor der Originalmaschine. Wir sahen mit der beschriebenen
Maschine die schwierigsten Muster ausführen, und zwar in einem Maaßstabe wie er
bisher durch keine ähnliche Vorrichtung zu erreichen war, und mit einer Genauigkeit
die nichts zu wünschen übrig läßt.
Tafeln