| Titel: | Maschinen zum Anfertigen eiserner Bandagen für Wagenräder, welche sich William Horsfall und Thomas James in Liverpool am 19. März 1850 patentiren ließen. |
| Fundstelle: | Band 121, Jahrgang 1851, Nr. III., S. 16 |
| Download: | XML |
III.
Maschinen zum Anfertigen eiserner Bandagen für
Wagenräder, welche sich William
Horsfall und Thomas
James in Liverpool am 19. März 1850 patentiren ließen.
Aus dem London Journal of arts, April 1851, S.
237.
Mit Abbildungen auf Tab.
I.
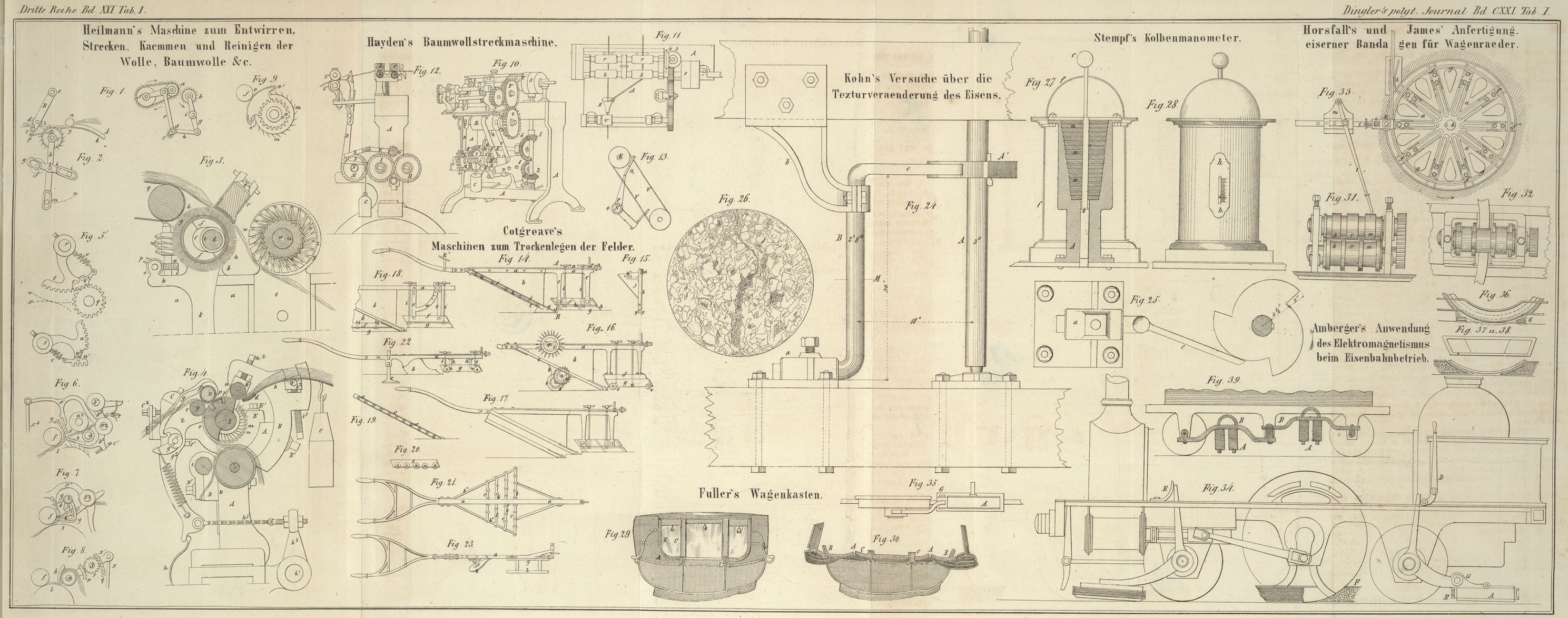
Horsfall's Maschinen zum Anfertigen eiserner Bandagen für
Wagenräder.
Beim Anfertigen eiserner Felgenkränze nach der gewöhnlichen Methode wird das zu
diesem Zweck bestimmte Eisen erhitzt und zunächst den Rohwalzen übergeben; dann läßt
man es der Reihe nach die verschiedenen Einschnitte der Feinwalzen passiren, aus
denen es als gerade flache Eisenstange hervorgeht, welche dann, nachdem ihre Enden
zusammengeschweißt worden sind, einen cylindrischen Reif bildet. Da man jedoch den
Radbandagen öfters einen etwas conischen Umfang zu geben hat, so wird es in diesen
Fällen nothwendig, diese cylindrischen Bandagen, um ihnen die erforderliche Gestalt
zu ertheilen, dem zeitraubenden und kostspieligen Processe des Hämmerns zu
unterwerfen. Vorliegende Erfindung hat nun den Zweck, den Bandagen nach erfolgtem
Auswalzen, mit Umgehung des Hämmerns, die verlangte conische Gestalt zu ertheilen.
Dieser Zweck wird durch die Anwendung eigenthümlich construirter Feinwalzen
erreicht, welche das Metall in flache krumme, anstatt in gerade Bänder walzen, so daß
diese in einen Reif gebogen, der conischen Peripherie der Räder von selbst sich
anschmiegen.
Der Patentträger gibt zuerst dem Eisenstab durch die Rohwalzen eine Form, welche sich
derjenigen des ersten Einschnittes der Feinwalzen ziemlich annähert, dann läßt er
das noch glühende Eisen durch die Feinwalzen gehen, welche Fig. 31 in der
Frontansicht und Fig. 32 im Grundrisse dargestellt sind. Die glühende Stange kommt zuerst
zwischen die walzenden Flächen a, a, welche einen Winkel
mit einander bilden, damit das Metall beim Walzen eine ungleiche Dicke erhält.
Sodann passirt die Stange die parallelen walzenden Flächen b,
b, wodurch der Durchmesser ihres Durchschnittes vermindert wird, und
hierauf noch die walzenden, gleichfalls parallelen Flächen c,
c, aus welchen sie in der Fig. 32 dargestellten
gebogenen Form hervorgeht. In noch glühendem Zustande wird das so gebogene Eisenband
der in Fig.
33 im Grundrisse dargestellten Maschine übergeben, welche es in die
Gestalt eines conischen Reifes biegt, der nachher zusammengeschweißt wird.
Diese Maschine besteht aus einer kreisrunden Platte a, a,
welche an die verticale Centralwelle b befestigt ist.
Letztere wird durch Vermittelung zweier Winkelräder von irgend einer Triebkraft aus
in Rotation gesetzt. Die Platte a ist mit einer Reihe
radialer Schlitze versehen, welche einem System adjustirbarer Aufhälter f als Führung dienen. Diese Aufhälter können mit Hülfe
von Schrauben in jeder Lage befestigt werden, so daß sie einen Ring g von beliebig gewähltem Durchmesser festhalten, welcher
eine Art Kern bildet, um den das glühende Metallband gebogen wird. Zwischen diesem
Ring und dem Ohr des verschiebbaren Aufhälters f* wird
das eine Ende des glühenden Metallbandes mit Hülfe eines Keils befestigt, nachdem
der Aufhälter f* vorher vorn an die feste Führung h gebracht worden ist. In einem verschiebbaren Gestell
i ist eine Preßwalze k
gelagert, welche, während die Scheibe a nach der
Richtung des Pfeils rotirt, das Metallband um den Ring g
biegt, und auf diese Weise den Radreif bildet. Das Andrücken der Walze k gegen das glühende Metallband geschieht mittelst eines
Hebels m. Nach Beendigung dieser Operation zieht man die
Walze k zurück, macht den Keil f* los und entfernt den so gebildeten Reif, welcher nun bis auf das
Zusammenschweißen fertig ist, von der Scheibe. Durch Vergrößerung oder Verminderung
der Länge des Metallbandes und durch Veränderung der Stellung der Aufhälter f bezüglich des Mittelpunktes der Scheibe a, um einen Ring g von
größerem oder kleinerem
Durchmesser aufnehmen zu können, lassen sich begreiflicher Weise Radbandagen von
verschiedenen Durchmessern anfertigen.
Tafeln