| Titel: | Apparat zum Geradrichten und Abplatten des gehärteten Stahls, welchen sich John Silvester zu West Bromwich in Staffordshire am 17. Julius 1850 patentiren ließ. |
| Fundstelle: | Band 122, Jahrgang 1851, Nr. XX., S. 102 |
| Download: | XML |
XX.
Apparat zum Geradrichten und Abplatten des
gehärteten Stahls, welchen sich John Silvester zu West Bromwich in Staffordshire
am 17. Julius 1850 patentiren ließ.
Aus dem London Journal of arts, Febr. 1851, S.
108.
Mit Abbildungen auf Tab.
II.
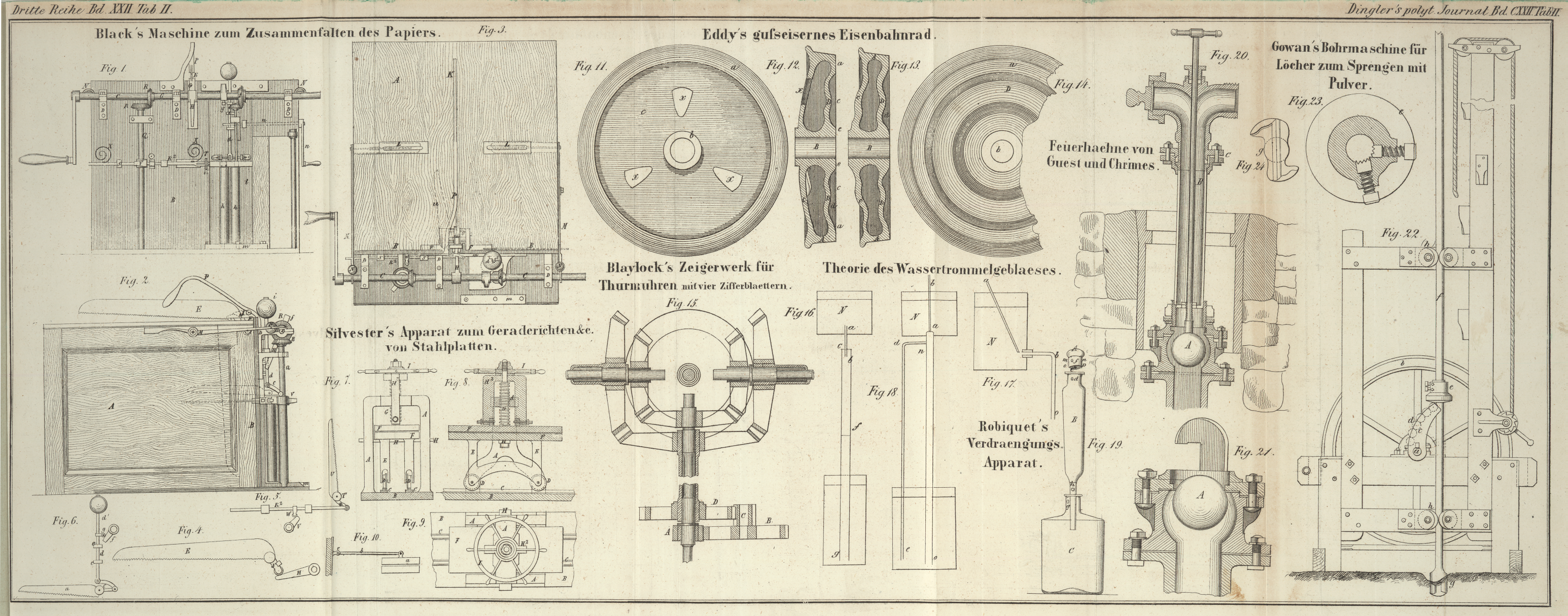
Silvester's Apparat zum Geradrichten und Abplatten des gehärteten
Stahls.
Der Patentträger leitet seine Specification mit der Bemerkung ein, daß manche
stählerne Artikel, z.B. Sägeblätter, dadurch verdorben werden, daß sie sich beim
Härten verziehen, wodurch es nothwendig wird, sie entweder in die gehörige Gestalt
zu hämmern, oder sie noch einmal zu glühen und zu härten; öfters sind sie jedoch so
beschädigt, daß sie auf die Seite geworfen werden. Die Erfindung besteht in der
Wiederherstellung solcher Artikel, indem man sie vor oder während des Härtens
zwischen Formen preßt.
Fig. 7 stellt
die hiezu dienliche Maschine im Endaufriß, Fig. 8, im
Verticaldurchschnitt und Fig. 9 im Grundriß dar.
A ist ein metallenes Gestell, welches an die
Fundamentplatte B befestigt ist. Letztere enthält
außerdem zwei Schienen, auf welchen die Räder D, D des
Wagens E laufen. Dieser Wagen enthält zwei Formen F, F, zwischen welche die gerade zu richtenden oder
abzuplattenden Stahlplatten gelegt werden. Der Wagen wird sodann unter die Schraube
G bewegt, welche in einer in dem Gestell A befindlichen Schraubenmutter läuft. Unter die untere
Form wird eine Stange H gelegt, um die Achsen des Wagens
von dem gegen die Formen gerichteten Druck zu befreien; sodann wird mit Hülfe des
Handrades I die Schraube G
gedreht, bis die obere Form einen gleichförmigen Druck gegen den zwischen ihr und
der unteren Form
befindlichen Artikel ausübt. Man verbindet nun die Formen durch Klampen fest mit
einander, beseitigt den Druck der Schraube G und zieht
die Stange H heraus. Hierauf schiebt man den Wagen E längs der Schienen C in
den Ofen, um die Platte bis zu der zum Anlassen erforderlichen Temperatur zu
erwärmen. Das Gestell H² besitzt einen Hals,
welcher oben an der Schraube G auf einer Schulter ruht,
und aus zwei Schenkeln, welche an ihren unteren Enden mit Hülfe von Schraubenbolzen
mit zwei Hervorragungen der oberen Form verbunden werden können.
Wenn daher die Schraube G durch Umkehrung der Bewegung
des Handrades I in die Höhe geschraubt wird, so hebt sie
das Gestell H² und mit ihm die obere Form.
Anstatt den Wagen mit den anzulassenden Artikeln in den Ofen zu rollen, kann man
auch die Formen vorher bis zu einem solchen Grad erhitzen, daß der Stahl auf die
gehörige Temperatur gebracht wird. In diesem Falle hebt man die obere Form mit Hülfe
des Gestells H², bringt den Artikel hinein und
läßt vermittelst der Schraube und des Handrades den gehörigen Druck auf ihn
einwirken.
Fig. 10 zeigt
ein paar Formen zum Geraderichten, Abplatten und Anlassen dünner Stahlplatten, bei
denen das Gewicht der oberen Form hinreicht, um ohne Anwendung einer Schraube oder
andern Presse den nöthigen Druck hervorzubringen. Die obere Form a ist nämlich mit dem einen Ende eines um c drehbaren Hebels b
verbunden. Man erhitzt entweder diese Formen bevor die Stahlplatte zwischen sie
gelegt wird, oder man erhitzt das Ganze in einem Ofen.
Tafeln