| Titel: | Verfahren zur Fabrication der Scheren, von Hubert Sommelet in Paris; patentirt für England am 10. April 1852. |
| Fundstelle: | Band 125, Jahrgang 1852, Nr. LXXXVIII., S. 401 |
| Download: | XML |
LXXXVIII.
Verfahren zur Fabrication der Scheren, von
Hubert Sommelet in
Paris; patentirt für England am 10. April 1852.
Aus dem Practical Mechanic's Journal, Mai 1852, S.
36.
Mit Abbildungen auf Tab.
VI.
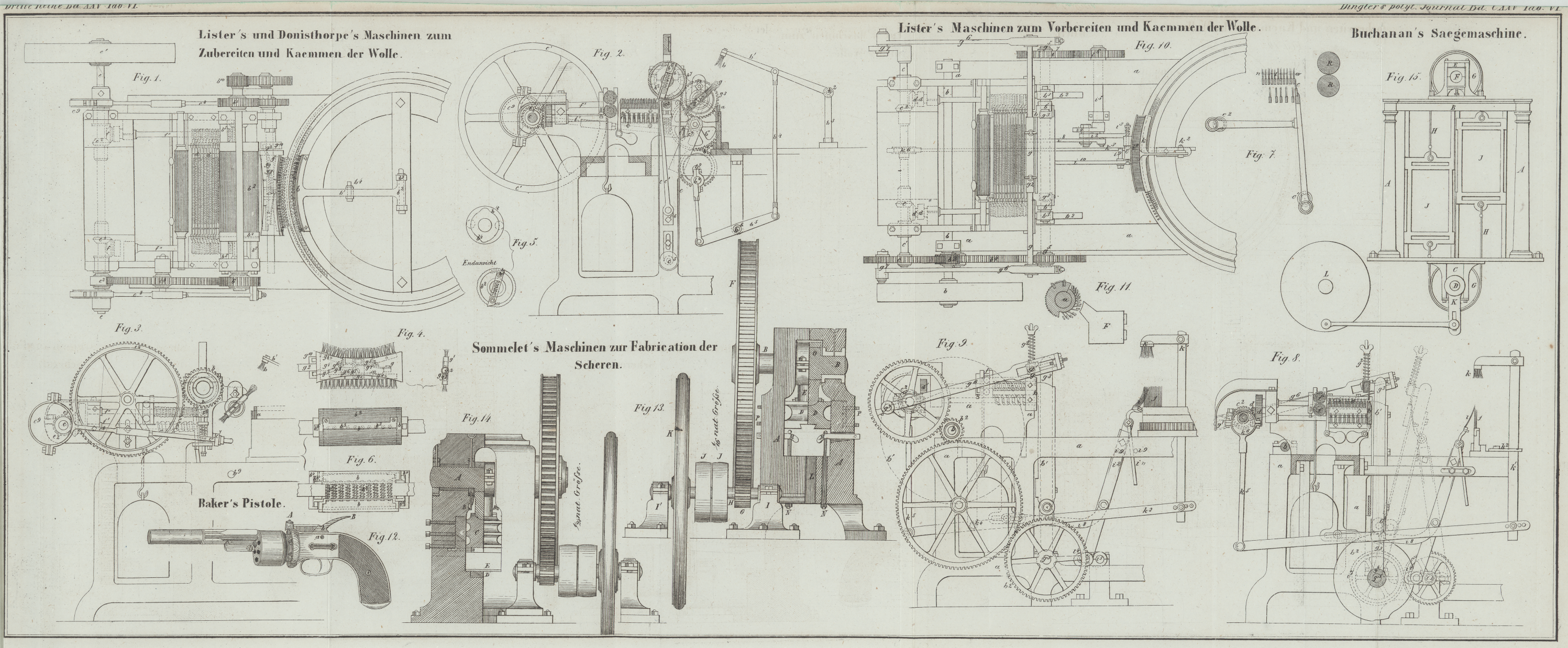
Sommelet's Verfahren zur Fabrication der Scheren.
Dieser Erfindung gemäß werden die Scheren zuerst aus Stahlblech ausgeschlagen, dann
leicht geschmiedet und endlich in die gehörige Form geprägt. Die darauf folgende
Procedur des Polirens und Vollendens wird mit Hülfe von Stahlwalzen vollbracht,
deren Flächen feilenartig behauen sind. Einige der Stahlwalzen sind feiner, andere
gröber behauen, um Theile des Metalles nöthigenfalls hinwegzuschneiden. Zum Poliren
der gefeilten Scheren dienen hölzerne Walzen.
Fig. 13
stellt die Maschine zum Ausschneiden der Scherenblätter aus dem Stahlblech in der
Seitenansicht dar. A ist das gußeiserne
Maschinengestell, B die Welle, welche mit einem
Excentricum versehen ist, das vermittelst der kurzen Stange E den verticalen Schieber D in Bewegung setzt.
Die Stange E ist auf die gewöhnliche Weise durch einen
Ring mit dem Excentricum verbunden. Auf das Ende der Welle B ist ein großes Stirnrad F festgekeilt,
welches in das kleine an der Treibwelle H befindliche
Getriebe G greift. Diese Welle läuft in Lagern I und I¹, wovon I mit den Trägern der Maschine aus einem Stück gegossen ist. J, J sind feste und
lose Rollen; K ist das Schwungrad. Die untere Seite des
Schiebers D ist mit einer schwalbenschwanzförmigen Rinne
zur Aufnahme der erforderlichen schneidenden Stempel versehen, während die untere
Form lediglich aus einer Oeffnung besteht, welche der Gestalt des oberen Stempels entspricht, und
durch zwei Klampen M und die Schraubenbolzen N an ihrer Stelle erhalten wird. Die Adjustirschrauben
P und das Seitenstück O
erhalten den Schieber D anschließend. Die durch das
Niedersteigen der oberen Form auf das Stahlblech ausgeschnittenen Scherenblätter
fallen durch die Oeffnung L in den Raum unter der
Maschine, um sofort geschmiedet und der Prägmaschine Fig. 14 übergeben zu
werden.
Diese Maschine hat zwar mit der Maschine Fig. 13 einige
Aehnlichkeit, ist jedoch weit größer und stärker; ihre Excentricumwelle A läuft in vier Lagerbacken, deren untere mit Hülfe der
Schrauben B adjustirt werden. Der Schieber C, welcher eine der Prägeformen enthält, wird auf die
mit Bezug auf die Durchschnitt-Maschine bereits beschriebene Weise
anschließend gemacht. Ein in dem Untergestell eingesetzter Stahlblock D dient der unteren Form als feste Unterlage. Die
Stellung dieser Form wird durch die Führung oder den Aufhälter E regulirt, welcher sie unmittelbar unter die obere Form
bringt. Beide Prägeformen entsprechen dem Scherenblatt, so daß, wenn das durch die
vorhergehende Maschine ausgeschnittene Stück genau über die Matrize der unteren Form
gelegt wird, der Niedergang des Stempels die erforderliche Gestalt hervorbringt.
Nach jedem Schlag der Maschine macht die untere Form eine Bewegung nach außen, und
gestattet die Hinwegnahme des geprägten Blattes, während ein anderes zu prägendes
Metallstück eingelegt wird. Die geprägten Blätter sind jetzt nur noch auf die oben
angedeutete Weise zu poliren.
Die Matrizen der Prägemaschine werden mit Hülfe eines stark gehärteten Stahlstempels
angefertigt. Dieser Stempel wird in Formen von sehr weichem Stahl getrieben, wodurch
zwei vollkommene Gegenstücke entstehen. Die Matrizen werden sodann stark gehärtet
und befinden sich nun in arbeitsfähigem Zustande. Weder die eine noch die andere
dieser Prägeformen wurde in der Abbildung dargestellt, weil sie sich äußerlich nicht
von den üblichen Schneide- und Prägeformen unterscheiden.
Tafeln