| Titel: | Ueber die Fabrication der Eisenbahnschienen in England und Wales; vom Bergbau-Ingenieur Röhrig in Taff-Vale. |
| Fundstelle: | Band 131, Jahrgang 1854, Nr. XXV., S. 100 |
| Download: | XML |
XXV.
Ueber die Fabrication der Eisenbahnschienen in
England und Wales; vom Bergbau-Ingenieur Röhrig in Taff-Vale.
Aus dem Notizblatt des hannoverschen
Architekten- und Ingenieur-Vereins, 1853, Bd. III S. 23.
Mit Abbildungen auf Tab.
II.
Röhrig, über die Fabrication der Eisenbahnschienen in England und
Wales.
Nach den auf Erfahrung gestützten Annahmen der meisten Eisenbahn-Ingenieure
sind Härte, Zähigkeit, vorzügliche Schweißung und Homogenität die Eigenschaften, welche gute Schienen
besitzen sollen,Vergl. Th. Weishaupt's Untersuchungen über die
Tragfähigkeit verschiedener Eisenbahnschienen, Berlin 1852. und auf diese Erfahrung gründet sich folgende Beurtheilung der genannten
Schienenfabrication.
I. Zusammensetzung der
Schienenpackete. (Piles.)
Der Erfolg von schlechten Schienen ist hauptsächlich in einer Verkennung der höchsten
Wichtigkeit begründet, welche die Zusammensetzung der Packete in der That besitzt,
denn durch alle, auch noch so verbesserten, nachfolgenden Operationen des
Schweißens, Walzens und resp. Hämmerns, wird man nie im Stande seyn, einen Fehler zu
corrigiren, der in der Packetirung begangen wurde.
Es ist besonders Zweierlei dabei zu beobachten: die Form der Packete und die Wahl des
Eisens.
A. Die Form der
Packete.
Zwei verschiedene Formen sind in England und Wales charakteristisch.
a) Hohe Packete, welche
in den Taff-Vale-, Ebbro-Vale-, Tredegar-,
Blaina- und andern Eisenwerken in Anwendung sind. – Ihre
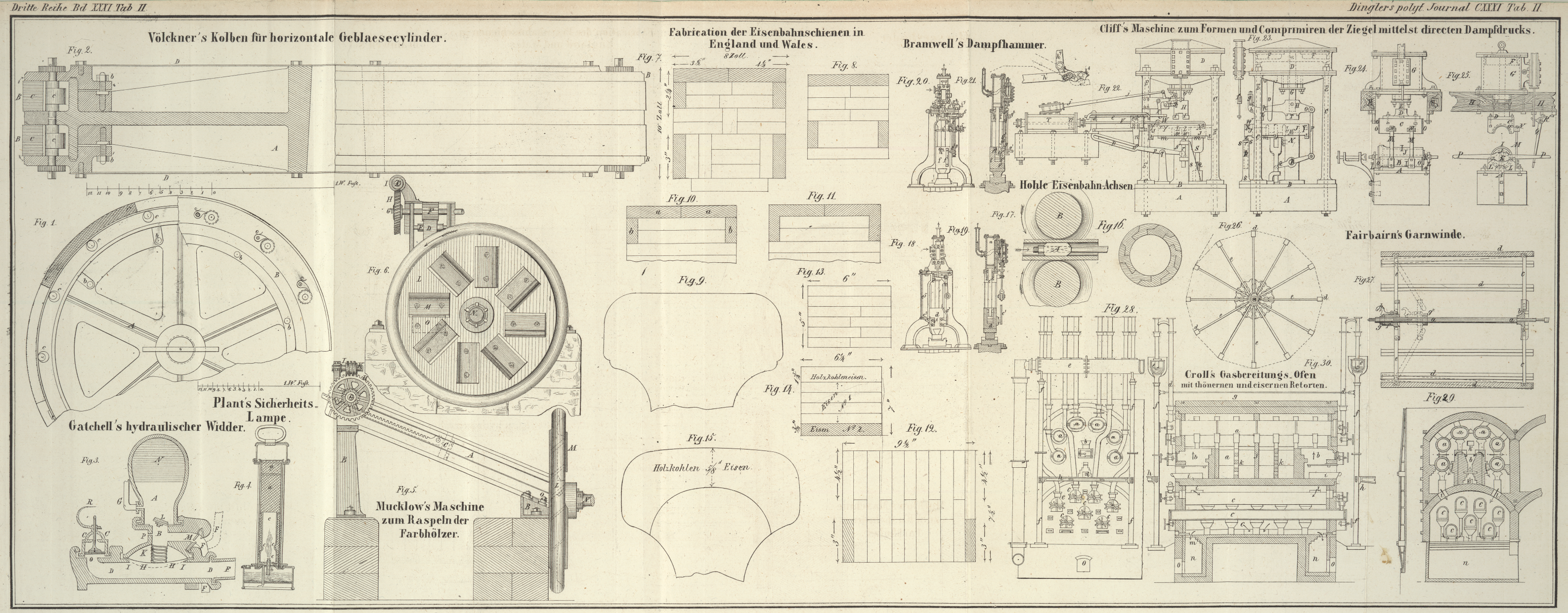
gewöhnliche Anordnung zeigt Fig. 7. – Sie
sind von 8 bis 9 Zoll breit, von 9 bis 10 Zoll hoch und ihre Länge variirt mit
dem Gewichte der Schienen. Für Schienen von 71 Pfd. pro Yard und 18 Fuß Länge ist das gezeichnete Packet 35 Zoll lang.
Die schraffirten Platten sind Eisen Nr. 2.
Man calculirt das Gewicht eines Packets, indem man dem Gewichte der fertigen
Schiene 1/4 desselben zusetzt. Dieses Viertel ist für den Verlust beim Schweißen
und für die abzuschneidenden rauhen Enden bestimmt. So war das Gewicht eines
Packets für die 18füßigen hohen hannoverschen Schienen, deren
Durchschnittsgewicht = 71 Pfd. pro Yard ist, zu 426
+ 106 = 532 Pfd. berechnet, doch es betrug in der Wirklichkeit von 550 bis 554
Pfd. Für das Erlangen von durchweg guten Schienen zur
bestimmten Länge ist ein solches Mehrgewicht sehr wünschenswerth, da
bei diesem Zweck zu mancherlei Uebelstände in der praktischen Ausführung zu
überwinden sind. Aus der nachfolgenden Mittheilung der Entstehungsweise des
Eisens wird zu abstrahiren seyn, daß dasselbe nicht stets von gleicher Qualität
seyn kann, und mit solcher Verschiedenheit variirt der Abgang beim Schweißen der
Packete um ein Beträchtliches. Ferner sind die Schweißöfen häufigen
Unregelmäßigkeiten unterworfen; ein Wechsel in der Qualität der Kohlen verändert
den Eisenabgang, und endlich hat wohl den bedeutendsten Einfluß die Qualität der
Arbeiter (ballers), von deren Geschicklichkeit und
Sorgfalt das Meiste abhängig ist.
b) Niedrige Packete, die
in den meisten Eisenwerken Stoffordshire's und nur noch wenigen in Wales zur
Schienenfabrication angewandt werden. Ihre allgemeine Construction zeigt Fig. 8. Sie
sind von 7 bis 8 Zoll hoch, von 6 bis 7 Zoll breit und in der Länge verschieden,
wie die hohen Packete.
Beide Arten von Packeten haben ihre Vorzüge und Nachtheile.
Während der durchschnittliche Querschnitt der niedrigen Packete etwa 42 Zoll
beträgt, ist der der hohen 80, also nahe das Doppelte, und hierin ist der
Hauptvorzug der hohen Packete begründet. – Der
Querschnitt der hohen hannoverschen Schienen z.B. beträgt 7,18 Quadratzoll, zu
dem die 80 Quadratzoll durch die Walzen zusammengepreßt werden, und es ist
evident, daß unter sonst gleichen Umständen jedenfalls ein dichteres und
festeres Eisen mit sicherer Gewähr vollkommener Schweißung der Erfolg seyn muß,
als durch eine solche Reduction von 42 Quadratzoll.
Durch die Zeichnungen ist angegeben, daß das hohe Packet am oberen, den Kopf der
Schiene bildenden Theile, zwei Eisenplatten enthält, während bei den niedrigen
Packeten eine Platte diesen Theil bildet, und ist diese Verschiedenheit
unbedingt ein Vorzug der letzteren, indem dadurch die Schweißnaht auf dem Kopfe
der Schiene vermieden wird. Bei den hannoverschen Schienen zeigt sich nun noch
ein anderer, und lediglich durch das Profil dieser Schiene bedingter Nachtheil
der Anordnung der Packete; es entstand an der untern Kante des Schienenkopfes
eine Ruth (Fig. 9)
durch das Oeffnen der Verbindungsstöße von den Platten a und b, die durch die Walzen an diesen
Theil des Kopfes gelegt werden. – Dieser Nachtheil veranlaßte die
Anwendung von zwei Winkeleisen, Fig. 11 statt der
vier Platten a, a, b, b, Fig. 10, wodurch
dieser Fehler vollkommen aufgehoben wurde, und auch die Qualität der Schiene im
Allgemeinen gewann.
B. Die Wahl des
Eisens.
Man unterscheidet:
a) Eisen Nr. 1
(Rohschienen, engl. Puddlebars, franz. Milbars.)
Dieses besteht aus den Stäben, welche aus der unter dem Hammer, Squeezer, oder in
andern Apparaten gezängten Luppe in derselben Hitze noch ausgewalzt werden.
Diese Stäbe sind von 3 bis 5 Zoll breit, von 3/4 bis 1 Zoll dick und je nach der
Größe der Luppe verschieden lang. Sie sind von rauher Oberfläche, an den Kanten
gerissen und niemals ein vollkommen gleichartiges Eisen; der Bruch zeigt
gewöhnlich matten dunkeln Faden mit eingesprengten körnigen Partien. Namentlich
ist diese Eisenqualität in Wales eine geringe, da die billigen Schienenpreise
verursacht haben, daß, zur größeren Beeinträchtigung der Qualität, fast nur auf
Erzeugung großer Quantitäten hingestrebt wird. Und das Meiste wird hier schon
bei der Erzeugung des Roheisens versehen.
Die jetzige fast allgemeine Anwendung des heißen Windes – etwa 19/20 der
ganzen Eisenproduction Großbritanniens wird mit solchem erzeugt –
gestattet es der Hohofenbeschickung Puddel- und andere eisenreiche
Schlacken in beträchtlicher Quantität zuzusetzen, welche indeß durch ihre
Zusammensetzung und ihren gewöhnlich großen Schwefel- und Phosphorgehalt
die Qualität des erzeugten Roheisens wesentlich beeinträchtigen. Aus solch
unreinem, häufig kalt- und rothbrüchigem Eisen kann dann am Ende nur ein
mittelmäßiges Schmiedeisen erfolgen, wie ebenfalls der Vortheil solcher
Fabrication ein zum Theil imaginärer ist, da der Gewinn des ersten Processes
durch die nachfolgenden Operationen des Puddelns und verschiedenen Schweißens
zum größten Theil wieder verloren geht, indem der Verlust dann dabei ein um so
größerer ist.
Hiermit hängt denn auch die Art des Zängens der in den Puddelöfen erzeugten
Luppen zusammen, welches in manchen Werken unter 3 bis 5 tons schweren Stirnhämmern, in andern unter Squeezers geschieht. Die
Anwendung von Hämmern ergibt unbedingt ein besseres Resultat, indem die im Eisen
befindlichen Schlacken reiner ausgepreßt werden und dadurch ein dichteres und
zäheres Eisen erfolgt. Jenes „Schlackeneisen“
nun würde die
Anwendung von Hämmern gar nicht vertragen, und so wendet man in Wales fast
allgemein die subtilern Squeezers an.
Man wird selten in der Beurtheilung der Eisenqualität irren, wenn man die Art des
Luppenzängens als Maaßstab annimmt, und nach diesem ergibt sich denn auch die
höhere Qualität des Staffordshire-Eisens, da dort Hämmer angewandt
werden.
Zängewalzen haben eine nur sehr beschränkte Anwendung und stehen den Squeezers im
Erfolge noch nach, wie gleichfalls die zum Theil zu Seraing und in einigen
deutschen Werken angewandten Luppenmühlen.
b) Eisen Nr. 2 (engl. Iron Nr. 2, Rough down;
franz. Corrogés.)
Das sind Stäbe, die aus Eisen Nr. 1 dadurch entstanden, daß man letzteres
packetirte und in Schweißhitze zu verschiedenen Dimensionen auswalzte. –
Dieses Eisen hat schon scharfe Kanten, glatte Oberfläche und zeigt auf dem
Bruche hellgrauen Faden.
Eisen Nr. 3 nennt man dasjenige, welches durch
Auswalzen des Eisens Nr. 2 entsteht; durch ein neues Walzen des Eisens Nr. 3
erhält man Eisen Nr. 4 und so fort.
Dieses Eisen wird für das Packetiren durch Scheren auf die gewählte Länge
abgeschnitten, und werden verschiedene in England und Wales angewandte
Scheren-Constructionen, wie gleichfalls die hier zum Luppen-Zängen
benutzten Maschinen durch meine Abhandlung über Puddelei mitgetheilt werden.
Die gewöhnliche Zusammensetzung der Schienenpackete besteht nun aus 3/4 Eisen Nr.
1 und 1/4 Eisen Nr. 2, 3 oder 4, und, wie schon aus den Zeichnungen zu ersehen,
sind diese Eisensorten so angeordnet, daß die bessere Eisenqualität zur
Umhüllung der geringen dient. Die einzelnen Stäbe müssen gerade seyn, um ein dichtes Packetiren zu
gestatten, und die umhüllenden dürfen keine Brüche und Risse haben, sondern sind
von glatter Oberfläche zu wählen, da ein nur geringer Riß in einem solchen Stabe
durch das Auswalzen des Packets bedeutend vergrößert wird und die Schiene häufig
unbrauchbar macht.
––––––––––
Die aus den beschriebenen Packeten erfolgten Schienen werden die vorerwähnten
Normal-Eigenschaften im folgenden Grade besitzen:
1. Härte.
Die Schienen sollen den unmittelbaren Einwirkungen der darauf bewegten Last
widerstehen und sich gegen Formveränderungen aller Art kräftig wehren.
Bei den in Wales sowohl aus niedrigen als aus hohen Packeten erzeugten Schienen,
die mit grobkörnigem krystallinischem Gefüge große Härte verbinden, werden
Verdrückungen nicht in dem Grade zu befürchten seyn, als bei den weichen
Schienen Staffordshire's und von andern Eisendistricten Englands, und die
Wales-Schienen würden diese Eigenschaft in bedeutend höherem Grade
besitzen, wenn es möglich wäre, dieselben aus Eisen Nr. 1 ohne alle Umhüllung
einer weicheren Eisensorte herzustellen. Doch leider
ist das bei der jetzt hier allgemein üblichen und vorhin näher beschriebenen
Methode der Eisenerzeugung nicht möglich, da die Qualität des so erzeugten
Eisens Nr. 1 nicht geeignet ist, Schienen mit glatter
Oberfläche herzustellen, und um es ausführbar zu machen, würde vor allen Dingen
ein ganz veränderter Hohofenbetrieb einzurichten seyn, durch den ein so reines
Roheisen erlangt werden kann, welches durch den Puddelproceß ein Eisen Nr. 1 von
obiger Bedingung ergibt. Später wird ein noch großer Nachtheil der Combination
zweier Eisensorten nachgewiesen werden, und deßhalb habe ich keinen Zweifel, daß
man in nicht langer Zeit den bessern Weg betreten wird.
Um jene Combination mit allen ihren Nachtheilen und namentlich auch ein
Lamelliren der Schienen beim Gebrauch derselben zu vermeiden, sind versuchsweise
einige Schienen im hiesigen Eisenwerke aus Packeten wie in Fig. 12 gewalzt
worden, die zur Prüfung dieser Methode an Stellen der hannoverschen Eisenbahn
liegen, an denen sie einer besonders starken Abnutzung ausgesetzt sind. Nur mit
großer Schwierigkeit waren diese Schienen ohne große
Brüche auf der Oberfläche zu erzeugen, und von zwölf solchen Schienen waren kaum
vier werth dem Versuche unterworfen zu werden; der Fuß der Schiene aber war ohne
Anwendung der Umhüllung gar nicht herzustellen.
Ein größerer ähnlicher Versuch ist im Jahr 1847 in Staffordshire gemacht worden.
Für die Oxford-Worcester-Wolverhampton-Eisenbahn wurden in
dem der Chillington Comp. gehörigen Liebook Eisenwerke bei Bilston
Eisenbahnschienen aus Packeten gewalzt, wie Fig. 13 darstellt.
Alles Eisen in denselben ist Nr. 1. Nachdem zwei solcher Packete in Schweißhitze
durch zwei Walzenspuren gegangen waren, wurden sie zusammengelegt und mit neu
gegebener Schweißhitze zur fertigen Schiene ausgewalzt.
Fast überall hat die rasche Abnutzung und Verdrückung des Schienenkopfes,
besonders der auf den Bahnhöfen liegenden Schienen, auf die Nothwendigkeit
hingewiesen, der Erzeugung dieses ganz besondere Sorgfalt zu widmen, und dadurch
ist Veranlassung gegeben zu sehr verschiedenen Verfahren in der
Schienenfabrication, die zum Theil patentirt sind, und die alle auf den gemeinsamen
Zweck hinauslaufen: den Kopf der Schiene aus hartem körnigem Eisen zu bilden.
Dieses Erforderniß ist erkannt worden von den Directionen der hannoverschen,
bayerischen, Aachen-Düsseldorfer, Berlin-Frankfurter und andern
Eisenbahnen.
Von den in England ausgeführten Patent-Verfahren ist das Thorneycroft'sche vorzugsweise zu erwähnen.
Die Schienenpackete (Bradley Iron Works bei
Wolverhampton) haben die Zusammensetzung und Dimensionen wie Fig. 14 angibt.
Das Holzkohleneisen zur Bildung des Schienenkopfes
wird aus sogenannten Scrap-Iron-Abfällen aller Art Walzeisen, und namentlich von
Blechen, also einem ausgezeichneten Material, dadurch hergestellt, daß man
dieses in Feuern, deren Form und Dimensionen ähnlich den deutschen Frischfeuern
ist, mit Holzkohlen niederschmelzt. Die so erzeugte Luppe wird, unter einem zwei
tons schweren Dampfhammer gezängt und in einem
Schweißofen von Neuem erhitzt, zu etwa 2 1/2 Fuß Länge, 5 Zoll Breite und 3 Zoll
Dicke ausgereckt, darnach im Schweißofen wieder erwärmt und dann unter demselben
Hammer in die für das Schienenpacket passenden Dimensionen gebracht. Das Eisen Nr. 1 wird mit größerer als in Wales üblichen
Sorgfalt erzeugt. Die Fabrikanten behaupten, nur Roheisen zum Verpuddeln zu
verwenden, welches ohne Zusatz von Puddel-Schlacken und mit kaltem Winde
erzeugt sey. Das Roheisen, welches ich in den Puddelöfen verarbeiten sah, war
ein graues feinkörniges Eisen, das noch mit 1/3 verfeinertem Eisen versetzt
wurde, und die erzeugten Luppen wurden unter einem schweren Stirnhammer gezängt.
Das Eisen Nr. 2 wird auf die vorhin erwähnte Weise
erzeugt. Die Packete werden in einer Schweißhitze
ausgewalzt.
Zu meiner Ansicht ließ der Fabrikant mehrere so erzeugte Schienen zerbrechen, und
durch die verschiedene Eisenstructur des Bruches, Fig. 15, konnte ich
deutlich erkennen, daß das Holzkohleneisen etwa 5/8 Zoll des Kopfes
bedeckte.
Das Stirling'sche Patent, welches darin besteht, daß
man zur Erzielung eines sehr harten krystallinischen Eisens das Roheisen mit
einem Zusatz von Galmei (Zink) oder Zinn im Puddelofen verarbeitet, wird nur
wenig ausgeübt.
Offenbar werden die so verbesserten Schienen der Abnutzung und Verdrückung bei
weitem kräftiger widerstehen, als die auf gewöhnlichem Wege erzeugten; doch ich
glaube, es könnte für noch größere Haltbarkeit der Schienen ein Bedeutendes
geschehen durch eine Verbesserung der jetzt allgemein gebräuchlichen Bremsen,
wodurch die Schienen, wie die Locomotivräder in der That auf zu starke Weise
angegriffen werden. Sollte es nicht möglich seyn, eine andere und bessere Art
Bremsen, etwa ähnlich wie der auf geneigten Ebenen gebräuchlichen, anzuwenden?
Indeß maße ich mir über das „Wie“ keine Ansicht an, wohl
aber bin ich überzeugt, daß eine bessere Bremsung möglich ist, und erkenne,
welch' unendlichen Vortheil eine solche Verbesserung für die Haltbarkeit der
Schienen im Gefolge haben muß, wie dadurch gleichfalls viele
Eisenbahn-Unglücksfälle vermieden werden würden.
2. Zähigkeit.
In Bezug auf diese möchten alle Schienen sich deßhalb einander gleich seyn, da am
Ende jede Schiene für ihren Zweck hinreichend construirt seyn wird, um einen
Bruch höchst unwahrscheinlich, wenn nicht gar unmöglich zu machen.
Charakteristisch für die in Wales in sehr großen Quantitäten fabricirten
amerikanischen Schienen ist die Leichtigkeit derselben, indem deren
Durchschnittsgewicht zwischen 50 und 60 Pfd. pro
Yard liegt. Bedeutend stärker sind im Allgemeinen die für englische Eisenbahnen
angewandten Schienen.
pro Yard.
So beträgt z.B. das Gewicht der
Schienen:
für die London- und
North-Western Bahn
80 Pfd.
„
London-Birmingham Bahn
83 „
„
Taff-Vale Eisenbahn
84 „
„
Great-Western Eisenbahn
100 „
Zur Prüfung der Zähigkeit der 4 1/2 Zoll hohen im hiesigen Werke gewalzten
hannoverschen Schienen ließ ich ein 600 Pfd. schweres Gewicht von 16 Fuß Höhe
auf die Schiene fallen, während deren Stützpunkte 3 1/2 Fuß von einander lagen.
Die Schienen wurden dadurch zu 2 Fuß durchgebogen, ohne den geringsten Riß oder
Bruch zu bekommen. Eine 3 1/2 Zoll hohe, hier gewalzte amerikanische Schiene
wurde demselben Versuche unterworfen und ergab, mit Ausnahme einer stärkeren
Durchbiegung, denselben Erfolg. Einige von den zu Ebbro-Vale gewalzten 3
13/16 Zoll hohen hannoverschen Schienen prüfte ich auf dieselbe Weise und
verstärkte dann die Probe so, daß ich ein 1 ton
schweres Gewicht von 23 Fuß Höhe auf die Schienen, deren Unterstützungspunkte
ebenfalls 3 1/2 Fuß von einander lagen, fallen ließ. Es erfolgte eine
Durchbiegung von 25 Zoll und die Schienen blieben vollkommen frei von Brüchen
und Rissen.
Diese Versuche sind hinreichend, um die Sicherheit der Wales-Schienen
gegen einen Bruch beim Gebrauche derselben zu
constatiren, und um
so weniger dürfte ein solcher bei den in englischen Werken fabricirten Schienen
zu befürchten seyn.
Ganz gleich aber werden beide Sorten Schienen in Bezug auf Elasticität seyn, da die Structur des Eisens einen nur unmerkbaren
Einfluß auf dieselbe ausübt und lediglich das Schienenprofil für dieselbe
bestimmend ist. Die in Wales gewalzten 3 13/16 Zoll und 4 1/2 Zoll hohen
hannoverschen Schienen prüfte ich in Bezug auf diese Eigenschaft, indem ich ein
Gewicht von 8 tons auf denselben ruhen ließ, während
sie wieder bei 3 1/2 Fuß Entfernung unterstützt waren. Die niedrigen so wenig
als die hohen Schienen erlitten eine bleibende Durchbiegung und bei Steigung der
Belastung zu 15 tons wurde bei den hohen Schienen
eine solche zu 5/16 Zoll erhalten.
3. Vorzügliche
Schweißung.
Diese ist unbedingt der Cardinalpunkt in der Schienenfabrication, und um so
betrübender ist es, daß die vorbeschriebene Packetirung nicht geeignet ist, eine
vollkommene Erfüllung desselben dadurch erreichen zu können.
Wenn im Allgemeinen ein Packetiren schon immer den Erfolg des vollkommenen
Schweißens zweifelhaft macht, indem die, die einzelnen Stäbe umhüllenden Oxyde
und die in denselben oft in zu großer Menge enthaltenen Schlackentheile einer
vollkommenen Schweißung entgegenwirken – beim Ansäuern polirter
Profilflächen ist sehr häufig eine Trennung der verschiedenen Lamellen durch
dazwischen gelagerte Schlacke zu erkennen –: so ist eine solche
Verbindung zweier Eisensorten von verschiedener Dichtigkeit und Zusammensetzung
mit noch größerem Nachtheil verbunden, indem die Schweißbarkeit beider Sorten
nicht übereinstimmend ist. Im Allgemeinen schweißt fadiges Eisen schwerer und
bei höherer Temperatur als körniges, und die Schweißbarkeit des Eisens Nr. 1
tritt gewöhnlich früher ein als die des Eisens Nr. 2 und noch bedeutend früher
als die vom Eisen Nr. 3 oder Nr. 4.
In Bezug auf Erzeugung von Quantität sind nun
allerdings die Packete die besten, welche im Innern ein Eisen enthalten, das bei
niedriger Temperatur geschweißt werden kann, und dessen Außenseite einen höhern
Hitzgrad erfordert, da bei gleichem Eisen das Aeußere geschmolzen und verbrannt
seyn wird, ehe das Innere des Packets zur Schweißhitze gekommen ist; aber sehr
häufig ist die Schweißbarkeit der angewandten Eisensorten zu verschieden,
vorzüglich bei Anwendung von Eisen Nr. 4, den zu Platinen ausgewalzten rauhen SchienendenSchienenenden, und dabei ist es sehr schwer, stets den richtigen Zeitpunkt zu treffen,
bei dem eine Vereinigung beider möglich ist. Durch diese Combination geschieht
dann das häufige Abtrennen der Deckplatte vom Kerne nach längerem oder kürzerem
Gebrauche der Schiene, und dieses ist der größere Nachtheil, auf den vorhin
hingewiesen wurde. Natürlich schließt diese Combination auch die vorgeschriebene
Homogenität aus.
Durch Anwendung von hohen Packeten, welche durchweg doppelte Schweißung einschließt, sollte nun allerdings ein besseres
Resultat erzielt werden, als die niedrigen stets nur einmal geschweißten Packete ergeben können, doch die Erfahrung ergibt
leider, daß auch durch die zweifache Schweißung dem Uebelstande, welchen die
Verbindung von zwei Eisensorten begründet, nicht abgeholfen wird, und somit
werden wir von Neuem auf die schon ausgesprochene Ansicht zurückgeführt:
„nur eine Eisensorte für Bildung der
Packete zu verwenden.“
Tafeln