| Titel: | Fabrication metallener Röhren von Potts und Cockings in Birmingham. |
| Fundstelle: | Band 131, Jahrgang 1854, Nr. XLIII., S. 171 |
| Download: | XML |
XLIII.
Fabrication metallener Röhren von Potts und Cockings in
Birmingham.
Aus dem Practical Mechanic's Journal, Sept. 1853, S.
143.
Mit Abbildungen auf Tab.
III.
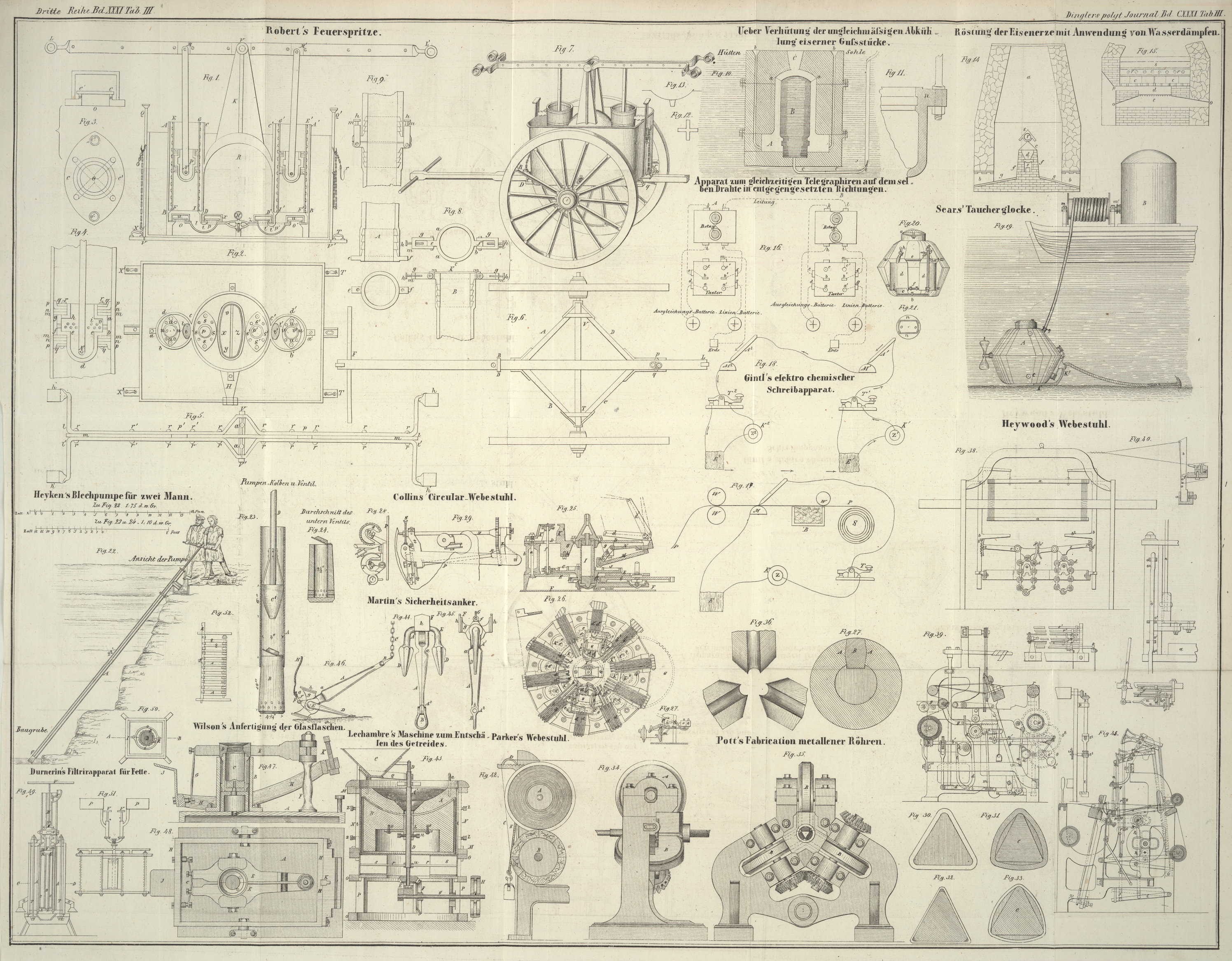
Potts' Fabrication metallener Röhren.
Die interessante Vorrichtung der Patentträger bezieht sich zuvörderst auf die
Verfertigung der Locomotivkessel-Röhren, wobei die zur Verminderung der
Metallstärke und zur Verlängerung der Röhre erforderliche Kraft direct angewandt
wird, während der Dorn, welcher zum Aushalten des äußern Drucks dient, leicht
herausgezogen werden kann. Fig. 30 ist eine Endansicht eines
ursprünglichen Kerns (billet), welcher zur Erzeugung
einer fertigen Röhre vorher gegossen wird. Fig. 31, 32 und 33 erläutern die
verschiedenen spätern Perioden der Fabrication. Fig. 34 und 35 sind
Seiten- und Endansichten des Walzwerks mit drei Walzen, welches zum
Ausstrecken der Röhren angewendet wird; Fig. 36 zeigt Bruchstücke
einer andern Form der Walzen, welche in demselben Gerüst benutzt werden. Fig. 37 ist
der Querdurchschnitt einer neuen Form von Kattundruck-Walzen, welche den
zweiten Theil der Erfindung bilden.
Bei Anwendung des Apparats werden die Walzen, Fig. 34 und 35, für die
erste Operation in Bereitschaft gesetzt, das geglühte Metall wird auf den Dorn
gesteckt und durch die Walzen B, B gewalzt. Noch heiß,
oder wieder geglüht, gelangt es zwischen die Walzen, Fig. 36, und erlangt
alsdann die Form Fig. 31. Letztere Operation hat weit eher den Zweck die
Peripherie-Dimensionen, als die Länge der ursprünglichen Röhre zu vergrößern
und es kann alsdann der Dorn C mit großer Leichtigkeit
weggenommen werden. Der nächste Proceß, welcher durch Fig. 32 und 33 erläutert
wird, ist dem eben beschriebenen ähnlich, und die Arbeit geht auf diese Weise durch
verschiedene Stadien, bis die Röhre die gehörige Weite und Länge erreicht hat. Bei
jedem Durchwalzen werden die Walzen enger an einander geschraubt und die Röhre wird,
so oft es erforderlich, ausgeglüht. Der letzte Proceß bewirkt die Verkleinerung des
Querschnitts Fig.
33 auf denjenigen der erforderlichen cylindrischen Röhre, was mittelst
einer gewöhnlichen Ziehbank im kalten Zustand des Metalls geschieht.
Die bei den Kattundruck-Walzen eingeführte
Veränderung betrifft auch die Hervorbringung des an der innern Seite hervorstehenden
Stückes (des Keils, welcher die Walze auf der für sie bestimmten eisernen Achse
festhält), was bei dem ältern Verfahren ein sehr schwieriger Punkt war. Bei dem
neuen Verfahren wird ein Kupferblech von der erforderlichen Länge, Breite und Stärke
als rohes Material für die Walze gewählt, und es werden die entgegengesetzten
parallelen Kanten desselben, wie bei A, Fig. 37, abgerichtet.
Dieses Blech wird alsdann mittelst Hammer und Gesenken röhrenförmig gebogen und
zuletzt durch Ziehen oder Walzen bearbeitet, bis die Kanten so zusammentreten, daß
sie das Metallstück B festhalten, welches vorher zu der
erforderlichen Gestalt ausgewalzt wurde. Das Stück B
wird alsdann zur größeren Sicherheit noch eingelöthet, und da es wesentlich ist, daß
auf der äußern Oberfläche die Fugen so wenig als möglich zu sehen sind, so muß die
Walze zuletzt noch durch einen Ring gezogen werden.
Der dritte Theil der Erfindung bezieht sich auf die Fabrication von röhrenförmigem Kupferdraht zu Telegraphenleitungen
und von Röhren zur
Vereinigung solcher Drähte. Solche Verbindungsröhren sind 10 Zoll lang, und ihre
innere Weite muß der äußern von den zu verbindenden hohlen Drähten genau gleich
seyn. Nachdem man die Röhren an einander gelegt und über die Fuge das
Verbindungsrohr geschoben hat, werden beide mit einer Zange zusammengedrückt, indem
man an einem oder mehreren Punkten während des Zusammendrückens durch Drehung
Krinnen bildet. Durch die Anwendung hohlen statt massiven Drahts, wird sehr viel an
rohem Material bei Telegraphen-Leitungen erspart.
Tafeln