| Titel: | Ueber die Beeinträchtigung der Haltbarkeit von gußeisernen Gegenständen durch ungleichmäßige Abkühlung derselben nach dem Gusse; vom Maschinen-Ingenieur Hagen in Hannover. |
| Fundstelle: | Band 131, Jahrgang 1854, Nr. LIII., S. 204 |
| Download: | XML |
LIII.
Ueber die Beeinträchtigung der Haltbarkeit von
gußeisernen Gegenständen durch ungleichmäßige Abkühlung derselben nach dem Gusse; vom
Maschinen-Ingenieur Hagen in Hannover.
Aus dem Notizblatt des hannoverschen
Architekten- und Ingenieur-Vereins, 1853, Bd. III S. 57.
Mit Abbildungen auf Tab.
III.
Hagen, über die Beeinträchtigung der Haltbarkeit von gußeisernen
Gegenständen durch ungleichmäßige Abkühlung derselben nach dem Gusse.
Wer die Gesetze der Schwindung und Zusammenziehung des Gußeisens bei dessen
Erstarrung nach dem Gießen genauer kennt, wird ihren großen Einfluß auf die
Haltbarkeit der fertigen Stücke sehr hoch anschlagen und in der Constructionslehre
die Beachtung dieser Gesetze für eben so wichtig halten, als eine aus der
Festigkeitslehre richtig entnommene Rechnung für die einzelnen Stärken eines
Stückes. Wie oft ereignet es sich in einer Gießerei, daß Gegenstände, welche zum
Tragen oder Uebertragen schwerer Lasten bestimmt sind, schon vor ihrer Aushebung aus
der Gießform Risse und Sprünge zeigen oder solche durch die geringen Erschütterungen
beim Putzen erhalten. Von welchen gefährlichen Folgen kann es begleitet seyn, wenn
Sachen im Vertrauen auf ihre volle Haltbarkeit in Gebrauch genommen werden, weil sie
sich während ihrer Bearbeitung ganz erhalten und keinerlei äußere Zeichen ihres
Mangels an innerem Zusammenhalt an sich tragen. Der Bruch erfolgt dann, früher oder
später, gewiß, und wenn der Constructeur die Ursache nur in seinen
Festigkeitsformeln sucht, so wird er mit Mißtrauen gegen diese erfüllt werden
müssen.
Der Gießer schreibt solche Vorgänge auf die von ihm sogenannte
„Spannung“ im Stücke, welche, sowie auch eine andere nicht
minder wichtige Erscheinung „das Saugen“, ihr Entstehen in der
ungleichzeitigen Erstarrung und Schwindung des in die Gießform eingegossenen Eisens
haben. Dünnere Theile von kleinerem Querschnitte werden früher erkalten als massigere Theile von
größerem Querschnitte; entlegene vom Ganzen abspringende Theile früher als
zusammenliegende und sich verbindende; flach liegende Theile früher als in die Tiefe
der Form springende; die den Außenseiten der Form nahe liegenden früher als die der
Innenseite zugewendeten; die mit kälterem feuchterem Formmaterial von größerer
Wärmeleitung in Berührung befindlichen Theile früher als die mit warmem getrocknetem
oder gebranntem Material von geringerer Wärmeleitung bedeckten u.s.w. Kommt das
Eisen auf seinem Laufe vom Eingusse nach den entfernten Stellen der Form an, so wird
es ermattet seyn und deßhalb früher in Erstarrung übergehen als das Eisen in der
Nähe des Eingusses und in den Partien der Form, welche vom Durch- und
Nachströmen der heißen Masse vorgewärmt wurden.
Die Wirkungen aller dieser Einflüsse und Unregelmäßigkeiten liegen sehr nahe; die
früher erkaltenden Theile werden schwinden und in ihrer Zusammenziehung die mit
ihnen in Verbindung stehenden noch hoch temperirten, vielleicht gar flüssigen
Partien, an den Verbindungsstellen zuerst aussaugen oder in der Art nach sich
ziehen, resp. zusammendrücken, daß hierbei ein Zustand
ohne Spannung gedacht werden kann. Geht nun aber die Erstarrung auch auf diese
Theile über und sind bei ihrer eigenen Schwindung die früher erkalteten Theile nicht
durch Elasticität entsprechend nachgiebig, so müssen die sich entgegen arbeitenden
Kräfte in den schwächern Theilen die Haltbarkeit ganz oder theilweise aufheben.
Wird sich so in den meisten Fällen die Spannung in Gußstücken erklären lassen, so
erklärt sich das Saugen des früher erstarrenden Eisens aus Theilen, welche noch
flüssiges Eisen enthalten, ebenso aus der einfachen Ursache. Ein massiver
gußeiserner Cylinder, der mit dem Eingusse auf einer der kreisrunden Stirnflächen
eingeformt ist, wird im äußern Umfange zuerst erstarren, die dann in Schwindung
übergehende Kruste wird durch ihren nach Innen gerichteten Druck einen Theil der
innern noch flüssigen Masse nach dem Eingusse zu ausweichen lassen, und wenn nun bei
ringsum fortschreitender Erstarrung von Außen nach Innen die innern heißen
Eisentheile nachträglich ebenfalls schwinden und sich zusammenziehen, so kann man
sich denken, daß es schließlich an Eisenmasse fehlen wird, um die an der Achse des
Cylinders liegenden Stellen ausgefüllt und massiv zu erhalten. Zerschlägt man solche
Cylinder, so finden sich gewöhnlich in der Mitte nahe unter dem Eingusse
Drüsenöffnungen mit so loser zackiger Eisenmasse an den Wänden, daß sie durch
leichte Hammerschläge in krystallisirten Eisenklumpen abfällt. Auf den Bruchflächen
ist aber jedesmal deutlich zu erkennen, wie das Gefüge nach der Mitte immer
grobkörniger und lockerer wird und so das Eisen in eine Eigenschaft übergeht, bei der von Festigkeit
gar nicht mehr die Rede seyn kann. Erhält der Gießer durch Nachstoßen mit einem
Stabe die Eingußöffnung offen und gießt während der Erstarrung flüssiges Eisen nach,
so wird dieses vom Gußkörper begierig nachgesogen und immer dazu beitragen, die
Drüsen möglichst zu vermeiden und ein dichteres Gefüge zu erzielen.
Dieses Nachsaugen und die Bildung grobkörniger Bruchgefüge ist besonders bemerkbar
und nachtheilig bei massigen Gußstücken, deren Haltbarkeit dadurch unter Umständen
ebenso beeinträchtigt werden kann, als die Haltbarkeit anderer Sachen durch die
vorhin besprochene Spannung.
Handelt es sich nun um die Mittel, mit denen der Spannung und dem Saugen entgegen zu
arbeiten ist, so wird der Gießer nur solche verwenden können, welche auf möglichst
gleichmäßige Abkühlung aller Theile eines Stückes berechnet sind. Er kann gleich
nach geschehenem Gusse die voraussichtlich leichter erkaltenden Partien der Form
bedeckt und warm halten, massigere langsamer erkaltende von Sand entblößen; er hat
in der dort weniger, hier mehr gerötheten Eisenfarbe ein zuverlässiges Anhalten, wo
er die Kühlung zurückhalten und wo er sie befördern muß; er kann durch richtiges
Ansetzen der Eingüsse, durch die Wahl des Formmaterials und durch vieles andere
Zuthun die schädlichen Wirkungen ungleicher Kühlung vermindern, wenn er nur nicht
Modelle oder Zeichnungen bekommt, welche durch ihre fehlerhafte Gestalt und
Stärken-Vertheilung alle seine derartigen Bemühungen erfolglos lassen.
Angemessene Constructionen, in denen die vorerwähnten Erscheinungen gehörig
berücksichtigt sind, tragen außerordentlich dazu bei, dem Gießer eine Aufgabe zu
erleichtern, und da sich eine Gießerei nicht verantwortlich hält für ein Mißlingen,
welches auf Fehler in den ihr zugeschickten Modellen und Zeichnungen zurückgeführt
werden kann, so ist es für den Mechaniker und Baumeister von doppelter Wichtigkeit,
in seinen Constructionen vorsichtig zu Werke zu gehen.
Was er in dieser Beziehung thun kann, mögen ihm einige aus der Praxis genommene
bestimmte Beispiele zeigen.
Der Guß des Druckcylinders einer hydraulischen Presse ist besonders geeignet, das
Saugen und die Bildung grobkörniger haltloser Querschnittsflächen zu
veranschaulichen, weßhalb ich darüber ausführlicher sprechen will.
In den Rüben-Zuckerfabriken, wo der Rübenbrei mit hydraulischen Pressen
ausgepreßt wird, kommt es sehr häufig vor, daß Druckcylinder der Länge nach
durchplatzen, ohne daß die Bruchflächen unganze Stellen oder überhaupt gröbere Gußfehler
zeigen, welche als Ursache des Bruches angesehen werden können, auch ohne daß die
Schuld auf unvorsichtige oder böswillige Behandlung der Sicherheitsventile des
Pumpwerkes zu schieben ist. Der Maschinenbauer, welcher von dem Fabrikanten zur
Verantwortung herangezogen wird, untersucht den Fall; er findet die
Sicherheitsventile ganz in Ordnung, findet die Wand des Cylinders ungleich stärker
als der beabsichtigte höchste Druck der Presse nöthig macht, und wenn er nun noch
obenein hört, daß dieser Bruch schon bei etwa halbem Drucke der Presse entstanden
ist, so wird er ganz rathlos, verständigt sich mit dem Fabrikanten über den Schaden
und die Ursache bleibt gewöhnlich unbekannt. Aus der Art und Weise, wie der Cylinder
gegossen und construirt ist, kann man sich aber viele Fälle erklären, bei denen der
Cylinder trotz der genügenden Wandstärke und gußfehlerfreien Beschaffenheit eine
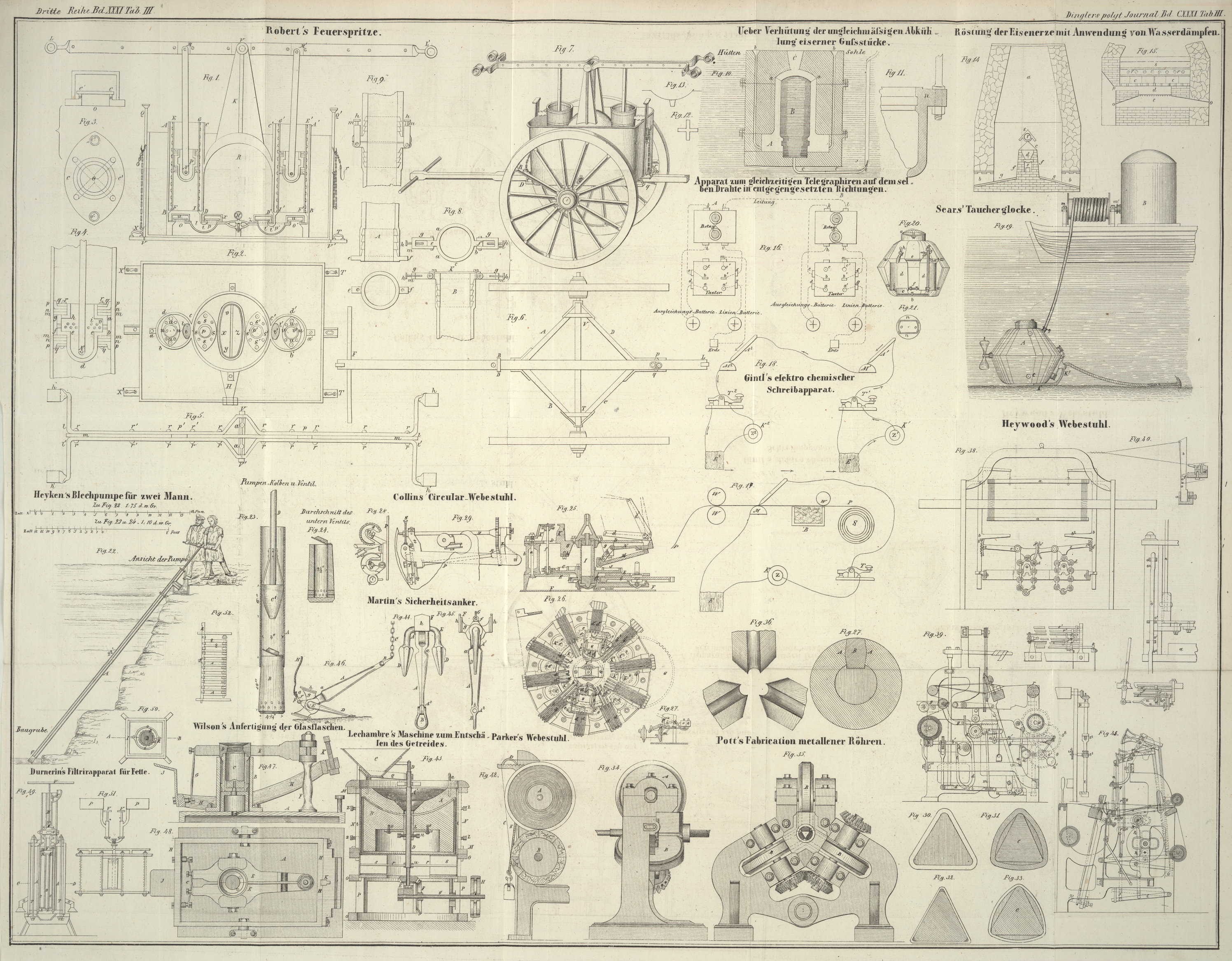
ganz außer Verhältniß stehende geringe Haltbarkeit besitzt. Fig. 10 zeigt das
gewöhnliche Verfahren, wie Preßcylinder eingeformt und abgegossen werden; die ganze
Form wird unterhalb der Hüttensohle aufgebauet und in ihr fest gestampft, das Modell
A steht mit der Mündung nach unten im untersten
Ladentheile, der Kern B, von gebranntem Lehm, wird oben
durch dünne Blechstützen a (Kernsteifen) gegen die Form
abgestützt und schließlich für den sogenannten verlornen Kopf eine Oeffnung C gelassen, welche 12'' bis 15'' hoch ist und an der
engsten Stelle 6'' bis 8'' Durchmesser mißt. Durch die beiden Eingußröhren b, b gelangt das oben eingegossene flüssige Eisen
zunächst in den unten gestellten dicken Cylinderkopf, steigt in der Form hoch, bis
es oben aus der Oeffnung C überläuft. c sind Strohseile oder lockere Stricke, welche aus der
Hüttensohle herausgeführt, beim Gusse angezündet werden und zur Ableitung von Gasen
dienen.
Die Erstarrung des Eisens wird nun am äußern Umfange der Form beginnen, an der innern
Kernseite aber aufgehalten, weil hier die Kühlung an dem gebrannten Lehm, und
überhaupt die Ausstrahlung der Hitze nach Innen verschwindend klein ist gegen dort,
wo die Wärme ringsum einen Ausweg hat und immer ein kühlenderes Formmaterial von
größerer Wärmeleitung angewendet wird. Tritt nun das Festwerden und die Schwindung
des sich am Kerne befindlichen Eisens später ein, so wird das gewaltsame
Zusammengehen der äußeren Kruste erst einen Theil der flüssigen Masse hinwegdrücken,
und da dieser nun bei fortschreitender Erstarrung von Außen nach Innen nicht
vollständig zurückkehren kann, wenn die innere Kruste sich bildet und zusammensinkt,
so entsteht mitten in der Wand ein grobkörniges lockeres Gefüge, was sich jedesmal
unter sonst gleichen
Umständen um so gröber zeigt, je dicker die Wand ist und was endlich sogar in kleine
hohle Räume übergehen kann. Viel frappanter als in den Wandungen zeigt sich diese
Erscheinung noch im Innern des dickern Cylinderkopfes und namentlich oben unter dem
verlorenen Kopfe. Wird derselbe abgeschlagen, so stößt man oft auf Drusen, in welche
eine ganze Faust bequem eingelegt werden kann und welche bis nahe an die innere
Cylinderwand reichen, so daß schon aus diesem Grunde mancher Guß unbrauchbar
geworden ist. Daß eine Cylinderwand, welche nur in ihrer innern und äußern Kruste
wirklich haltbares, dazwischen aber gelockertes Eisen hat, nicht den vollen
Widerstand leisten kann, wird nun erklärlich seyn, und ebenso erklärlich, daß unter
Umständen eine dickere Wand weniger als eine dünnere halten kann, weil bei dieser
eine gleichmäßigere Erkaltung und deßhalb ein gleichförmigeres dichteres Gefüge
vorhanden ist. Auch wird ein kürzerer Cylinder gleichförmiger auf dem Bruche
ausfallen als ein längerer.
Eine andere Schwächung der Haltbarkeit eines Cylinders, wenn dieser nämlich, wie in
der Figur, mit angegossenen dicken Verstärkungen behufs Verbindung mit dem Helme
durch schmiedeiserne Preßstangen versehen ist, besteht darin, daß das Saugen der
dünnern Cylinderwand aus dem flüssigen Eisen des Kopfes wegzieht und dadurch,
besonders an der Uebergangsstelle, ebenfalls sehr leicht Saugöffnungen oder lockeres
Eisen entstehen.
Was kann nun die Gießerei und was die Construction des Stückes dazu beitragen, diese
Uebel möglichst abzuwenden? Die erstere wird einen großen Fehler begehen, wenn sie,
wie es an vielen Orten geschieht, die Form über der Hüttensohle aufbauet und zu dem
auswendigen Formmaterial nassen Sand und nicht, wie es durchaus seyn soll,
getrocknete Masse nimmt. Der Gießer muß nach dem Gusse sofort dazu schreiten, mit
einem Stabe in dem verlornen Kopfe einen Canal offen zu halten, durch welchen mit
kurzen Intervallen Eisen nachgegossen und dadurch das Saugen aus den massiveren
Theilen des Cylinders selbst verhütet wird.
Die Construction dagegen wird ihr Streben darauf richten müssen, der Cylinderwand die
zulässig geringste und den anderen Theilen eine damit möglichst übereinstimmende
Stärke zu geben. Da nun bei einer bestimmten Druckkraft, welche eine Presse ausüben
soll, die Wandstärke des Cylinders von dem Durchmesser desselben der Art abhängig
ist, daß die erstere genau in dem Verhältnisse dünner seyn kann, wie der letztere
größer wird, so ist nicht genug zu empfehlen, solchen Cylindern so große Durchmesser
zu geben, als praktische Gegengründe anderer Art nur irgend gestatten, um durch die
Stärkenberechnung auf das geringste Maaß der Wanddicke zu gelangen.Es bezeichne D und d
die Durchmesser, S und s die Wandstärken, P und p die Drückungen pro
1 Quadratzoll in Pfunden von den Cylindern zweier Pressen; k sey die sichere absolute Festigkeit von 1
Quadratzoll Gußeisen.Denkt man sich in beiden Cylindern einen Ring von 1'' Höhe abgegränzt, so
werden diese Ringe einen Querschnitt von (d'' .
1'' . p Pfd.)/(2 . k) und (D'' . 1'' . P Pfd.)/(2 . k) Quadratzoll haben
müssen, um gegen das Zerreißen geschützt zu seyn, und dieselbe Stärke in
Zollen müssen die Cylinderwände haben. Es verhält sich also S : s = D . P : d . p, und wenn der Gesammtdruck
auf die Preßkolben in beiden Pressen gleich angenommen wird, so ist P : p = d² :
D², mithin S : s = D . d²
: d . D² = d :
D.Es mag noch darauf aufmerksam gemacht werden, daß ein Cylinder mit größerem
Durchmesser bei sonst gleichem Gesammtdrucke leichter im Gewichte ausfallen
muß als einer mit kleinerem Durchmesser, und daß deßhalb oft bedeutend an
Eisen gespart werden kann. Bei großen und massigen Cylindern sollen die Preßstangen-Ansätze gar
nicht mit angegossen werden, die Cylinder sollen vielmehr mit gleich dicker Wand bis
zur Mündung auslaufen und hier mit einem ringsum laufenden Rande versehen seyn, mit
welchem sie dann in ein besonders zu gießendes Kopfstück eingesetzt werden.
Gestattet man sich aber bei kleineren und kürzeren Cylindern aus Rücksicht auf
billigere Herstellung und Bearbeitung das Zusammengießen beider Stücke, so sehe man
außer auf möglichste Gleichhaltung der Stärken noch darauf, daß der Rundtheil in den
dicken Kopftheil nicht mit einer scharfen Ecke n, Fig. 11,
sondern durch eine eingesetzte starte Hohlkehle übergeht, so wie denn überhaupt
scharfe Ecken an Stellen, wo Theile zusammenlaufen, gänzlich zu vermeiden sind. Es
werden sich an Verbindungsstellen schwacher Theile mit dicken, besonders wenn der
Uebergang ohne eingesetzte Ecken geschieht, immer Spuren zeigen, wie erstere aus
letzteren gesogen haben. Bei einer gußeisernen Stange mit kreuzförmigem
Querschnitte, Fig.
12, werden scharfe Ecken im Kreuzpunkte meistens eingesogen und unter
sich, wenn nicht Oeffnungen, doch schlechtes Eisen zeigen. Man soll deßhalb auch den
Boden des Preßcylinders nicht eben und mit scharfer Ecke gegen die Wand laufend
construiren, sondern die Form von einem Halbkreise nicht sehr abweichen lassen und
die Stärke mit der von der Cylinderwand ziemlich gleich halten.
Daß eine so ungleiche Abkühlung wie die bei einem Preßcylinder von unzweckmäßiger
Construction auch eine nachtheilige Spannung im Stücke zurücklassen muß, läßt sich
wohl erwarten. Ich will dieselbe jedoch in diesem Falle, wo sie von untergeordneter
Wichtigkeit ist, nicht weiter verfolgen, sondern ihre zerstörende Wirkung an einigen
andern Beispielen vorstellen. Hat man es mit einem gußeisernen Fenster zu thun,
dessen Sprossen dünn sind, dessen einfassender Rahmen aber dick ist, so werden die
erstern ungleich rascher erkalten, sich zusammenziehen und die noch heiße, leicht
folgende Eisenmasse des Rahmens an den Verbindungsstellen theils aussaugen, theils
mit sich ziehen. Erkaltet und schwindet der Rahmen nachträglich auch, so werden die
dünnen Sprossen rückwirkenden Widerstand leisten und wenn sie nicht durch ihre
Elasticität aus der Ebene des Fensters weichen, so muß ein Bruch im Rahmen
entstehen. Man verhütet diesen Bruch, wenn dem Rahmen keine zu sehr von den Sprossen
abweichende Stärke gegeben wird und wenn der Gießer in nöthigen Fällen nach dem
Gusse den Rahmen von Sand frei macht und rasch abkühlen läßt.
Von der verderblichsten Wirkung kann die Spannung in Rädern aller Art werden. Die
Abkühlung des Kranzes, der Speichen und der Nabe muß als ganz gleichmäßig
vorausgesetzt werden, wenn das Rad gar keine Spannung und die volle Haltbarkeit
besitzen soll. Bei kleinern Rädern mit großer Ebenmäßigkeit aller Theile und
namentlich mit einer nicht zu dicken Nabe, ist dieß gewöhnlich anzunehmen, bei
größern Rädern wächst die Schwierigkeit mit dem Durchmesser, und der Praktiker wird
in jedem besondern Falle die Gränze kennen, wo diese Schwierigkeit gar nicht mehr zu
überwinden ist. Er ordnet dann entweder Theilungsfugen an den Stellen des Rades an,
wo sie den Zweck nicht hindern und zugleich der Spannung sichern Ausweg geben, oder
er läßt die einzelnen Theile des Rades gießen und diese nachher zu einem Ganzen
zusammenarbeiten. Die Natur dieser Spannung ergibt sich aus ihrer Entstehung,
während diese so verschieden ist wie die verschiedene Beschaffenheit der Räder
selbst. Hat das Rad eine im Verhältniß zu Kranz und Speichen sehr dicke Nabe, so
erkalten jene früher als diese, treiben die noch nachgiebige Nabe zusammen und wenn
diese nachher selbst schwindet, so folgen die erstarrten zusammenhängenden Theile
des Kranzes und der Speichen nicht mehr; sie zerreißen entweder oder behalten eine
Spannung, welche die Arbeitsfähigkeit des Rades in Frage stellt. Ist es ein
Schwungrad mit massivem Kranze, so wird dieser gewöhnlich später als Nabe und
Speichen schwinden und auf diese einen nachtheiligen Druck nach Innen ausüben.
Erstarret eine Seite des Rades früher als die anderen Seiten, so wird der spannende
Druck nicht allein radial, sondern auch zugleich transversal gerichtet seyn.
Auch hierbei kann sich der Gießer nur durch Sorge für gleichmäßige Abkühlung
schützen; er kann aber auch außerordentlich viel dadurch thun und es durch Uebung und
Aufmerksamkeit dahin bringen, auch sehr große Räder vor Spannung zu schützen, wobei
er in der helleren oder dunkleren Färbung der verschiedenen Theile des Rades immer
ein sicheres Anhalten hat, Kühlung zu fördern oder zurückzuhalten.
Der Constructeur sorgt wie immer für gleichmäßige Stärkenvertheilung, macht besonders
die Radnaben nicht unnöthig stark, gibt den Speichen bei leichteren Sachen
(Riemscheiben oder kleinen Schwungrädern) keine geradlinige, sondern eine einfach
oder doppelt gebogene und dadurch elastisch nachgiebige Form u.s.w. Muß er vom Gusse
in einem ungetheilten Stücke abgehen, so läßt er bei Schwungrädern Theilungsfugen
quer durch den Kranz, und bei Stirnrädern radial durch die Nabe gießen und letztere
nachher mit einem schmiedeisernen Bande umziehen. Reichen diese Mittel auch nicht
mehr aus und wird der Guß des Rades in einzelnen Stücken nöthig, so kommen so viele
verschiedene Constructionen zur Anwendung, daß die Mittheilung derselben hier zu
weit führen würde.
Eine kreisrunde Scheibe, welche am Umfange dünn ist und nach der Mitte zu dick
anläuft oder hier mit einer Verstärkung versehen ist, wie z.B. die Scheibe einer
Turbine, welche den Schaufelkranz trägt, empfängt sehr häufig schon in der Gießlade
am äußern Umfange einen radial laufenden Riß. Das Innere der Scheibe wird nämlich
nicht so rasch kühlen und schwinden als der äußere Umfang, aber der Schwindung des
letztern so viel Widerstand entgegenstellen, daß Spannung und in Folge dessen der
Riß entsteht. Die concave Form, Fig. 13, welche man einem
Turbinenteller gewöhnlich gibt, ist nöthig, damit der Mitteltheil dem Drängen des
Kranzes seitwärts ausweichen kann.
Die angeführten Beispiele werden ausreichen, um die Entstehung, Wirkung und Verhütung
des Spannens und Saugens in Gußstücken aufzuklären; sie zeigen zur Genüge, wie
schwierig unter Umständen die Herstellung von tragfähigem Gußwerk seyn kann und wie
wichtig es bei größern Bauten aus Gußeisen ist, auf die Tüchtigkeit der Fabrication,
nicht minder aber auch bei der Construction auf die Ausführbarkeit eines guten
Gusses zu achten.
Tafeln