| Titel: | Maschine zur Fabrication geschnittener Nägel, von den HHrn. Danks und Walker. |
| Fundstelle: | Band 132, Jahrgang 1854, Nr. IV., S. 8 |
| Download: | XML |
IV.
Maschine zur Fabrication geschnittener Nägel, von den HHrn.
Danks und
Walker.
Aus dem Practical Mechanic's Journal, Febr. 1854, S.
251.
Mit Abbildungen auf Tab.
I.
Dank's Maschine zur Fabrication geschnittener Nägel.
Die Verfertigung geschnittener Nägel durch Maschinen ging von den Amerikanern aus,
welche seit langer Zeit ein bedeutendes Geschäft mit diesem Artikel gemacht haben,
indem sie große Quantitäten davon auf fremde Märkte brachten. Seit ihrer Einführung
in England hat sich die Fabrication bedeutend gehoben, hauptsächlich während der
letzten fünfzehn Jahre, wo eigentlich erst geschnittene Nägel mit Köpfen in England
gemacht wurden. Vorher waren Nägel, die mit einem Schlage fertig gemacht wurden,
welche aber mehr Keile oder Schuhzwecken waren, lange Zeit hindurch, 40 bis 50
Jahre, im Gebrauch. Noch früher wurden alle Nägel mit der Hand verfertigt, indem man
zur Bildung des Kopfes das sogenannte Nageleisen benutzte.
Jetzt befinden sich zu Birmingham und in den Metallarbeiter-Districten von
Wolverhampton ungefähr ein Duzend große Nagelfabriken, außer verschiedenen kleineren
Etablissements dieser Art. Leeds und einige andere Städte in Lancashire haben
ebenfalls mehrere kleine Nagelfabriken. Die wöchentliche Production dieser Gegend
wird zu 300 Tonnen angenommen. Unter den bedeutenderen englischen Firmen ist
hauptsächlich die der HHrn. J. Walker und Co. auf den Junction-Werken zu Wolverhampton zu
nennen, wo jetzt die neue Maschine der HHrn. Danks und
Walker angewandt wird.
Bei diesen Maschinen werden die Eisenstreifen für die Nägel während ihres
Niederganges von den gewalzten Platten, welche das Rohmaterial zur Nagelfabrication
sind, umgekehrt. Es wird diese Bewegung mittelst einer Feder bewirkt, die auf einem
Wirbel angebracht ist, so daß der Streifen einen größern Raum hinabgehen muß als die
Schneide selbst, und eine Vierteldrehung zu machen genöthigt wird, während er von
der Eisenplatte zu den vertieften Stempeln gelangt, welche die Köpfe der Nägel
bilden. Das Resultat dieser Operation ist ein Nagel, der an beiden entgegengesetzten
Seiten gleichen Neigungswinkel hat, während die Fäden des Metalles nicht
unterbrochen werden, wie es bei den gewöhnlichen Nagelfabricationsprocessen der Fall
ist.
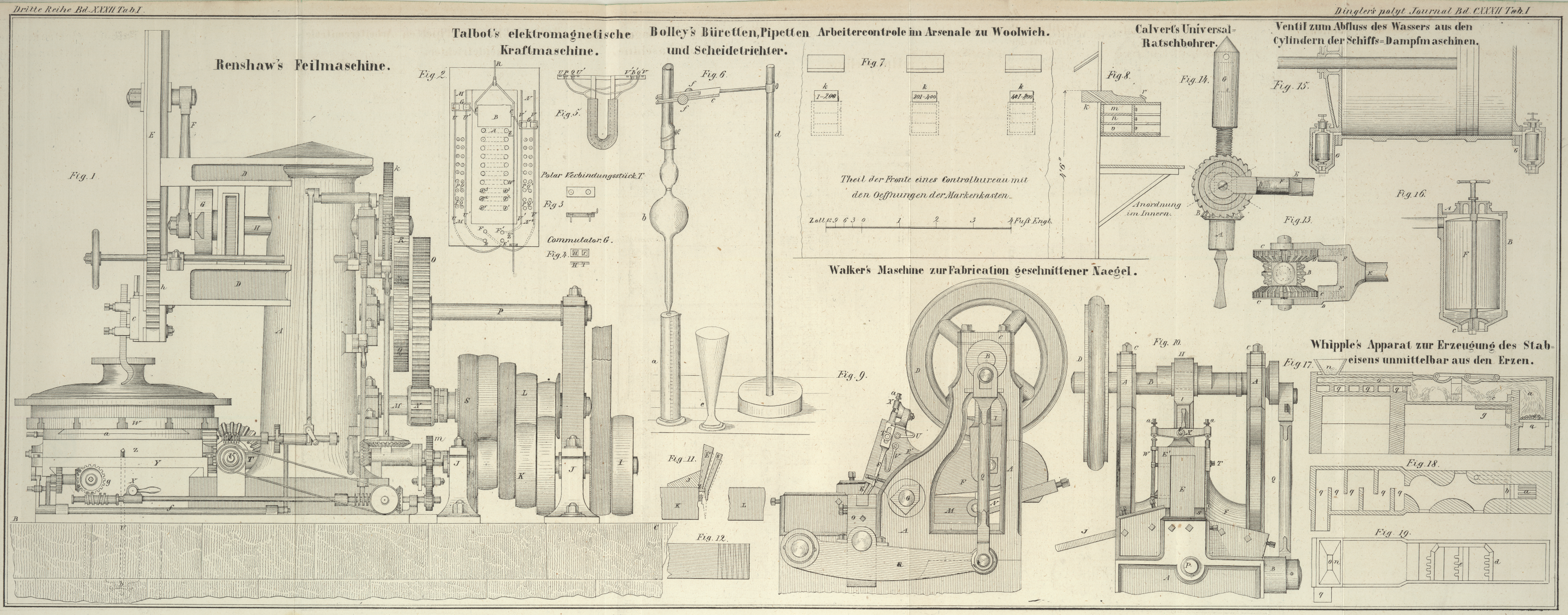
Fig. 9 ist ein
Seitenaufriß einer solchen Nagelmaschine; Fig. 10 eine vordere
Ansicht derselben; Fig. 11 ist eine vergrößerte Seitenansicht der Kante der Schneide und der
Feder; und Fig.
12 der Grundriß einer Metallplatte, welche in Streifen zur
Nagelfabrication zerschnitten werden soll.
Das Gerüst der Maschine besteht aus einem einzigen Guß A.
Die Triebwelle B ruht in Ständern und in Zapfenlagern
C am obern Theil des Gerüstes, und an dieser Welle
ist auch das Schwungrad D angebracht. Die obere Schneide
E ist mittelst Stellschrauben in dem Rahmen E' befestigt, und der schwere krumme Hebel F, welcher sich um Zapfen G
dreht, deren Lager in dem Gerüst angebracht sind, wird durch die Kröpfung oder
Kurbel H der Triebwelle B
und die Verbindungsstange I in Bewegung gesetzt. Die
untere oder festliegende Schneide J wird durch Bolzen an
ihrem Platz gehalten und ruht auf dem festliegenden Theil des Stempels K, so daß ihre Verticalfläche in derselben Linie mit
diesem Stempel liegt. Der andere Theil des Stempels L
ist auf M verschiebbar und wird durch das Ende des
Hebels F bewegt, mit welchem er durch ein verstellbares
Glied N verbunden ist. Wenn der Nagel zwischen die
Stempel K und L gelangt, und
diese gegen einander gepreßt werden, so entsteht durch die Wirkung des Stempelhebels
O, der sich um den Zapfen P dreht, vermittelst der Triebwelle B, der
Lenkstange Q und des Hebels R, der Nagelkopf.
Die Breite der zu den Nägeln verwendeten Blechstreifen wird durch das Maaß S bestimmt, welches mittelst einer Spur und eines Nagels
T an dem Kopf der Schneide E' befestigt ist. Die Bewegung dieses Maaßes S
wird durch zwei Federn U und V veranlaßt, indem die obere derselben, U, auf
einen an dem Maaß befindlichen Stift wirkt und ihn zu heben sucht, während die
andere, V, das Maaß gegen den Nagelstreifen drückt. An
der andern Seite des Schneidenkopfes E' befindet sich
eine verticale Stange W, welche durch Hülsen geführt
wird und so angeordnet ist, daß sie gegen einen festen Punkt des Gerüstes tritt,
wenn die Schneide im Niedergang begriffen ist. Dadurch wird die Stange zum Aufgange
genöthigt, welche, da sie in Berührung mit dem Ende eines Hebels X steht, der um den Zapfen Y
an dem Schneidenkopf schwingt und dessen anderes Ende ebenfalls in Berührung mit dem
oberen Theil des Federmaaßes S steht, letzteres
niederdrückt und veranlaßt, daß der Nagelstreifen Z sich
um ein Viertel seiner Peripherie dreht, wie die punktirten Linien in Fig. 11 zeigen. In dieser
Stellung geht der Streifen oder der theilweise gebildete Nagel in die Versenkungen
der Stempel K und L, und
erhält durch deren Zusammenpressung den Kopf, wie schon oben bemerkt wurde. Wenn der
Schneidenkopf steigt,
so hebt die Feder U das Maaß in seine normale Stellung
zurück. Der Hebel X ist an seinen Enden mit Schrauben
a versehen, mittelst deren man den Hub des Maaßes
adjustiren kann. Technikern wird übrigens einleuchtend seyn, daß die niedergehende
Bewegung des Maaßes S durch verschiedene andere
mechanische Vorrichtungen bewirkt werden kann; so kann der Nagelstreifen durch eine
Federvorrichtung umgedreht werden, die der beschriebenen ähnlich ist und in
Verbindung mit dem gewöhnlich angewendeten Federmaaß benutzt wird.
Die Metallplatte, von welcher die Nagelstreifen abgeschnitten werden, müssen bei
jedem Stoß umgedreht werden, damit alles Metall verwendet wird, da die Streifen
einen Ablauf haben. Man ersieht dieß aus Fig. 12, wo die geneigten
Kreuzlinien die auf einander folgenden Schnitte darstellen.
Offenbar müssen die so fabricirten Nägel weit besser seyn als die bis jetzt
gebräuchlichen, und in Folge hievon wird sich dieser Geschäftszweig heben, denn die
jetzt in den englischen Nagelfabriken angefertigten Nägel sind weit schlechter als
die amerikanischen, so daß sie mit diesen auf den fremden Märkten nicht concurriren
können, obgleich die amerikanischen Nägel weit höhere Preise haben. Im Allgemeinen
sind die in England zur Nagelfabrication gebräuchlichen Maschinen nicht gut
eingerichtet und daher auch die Producte meistens schlecht; in der That lassen sich
nur vier Fabriken in England nachweisen, welche ganz gute Nägel liefern.
Es wurden auch große Mengen geschnittener Nägel aus Zink und Kupfer gefertigt, die
zum Befestigen der Schiffsbeschläge und der Dachschiefer angewendet werden, und es
haben auch in dieser Beziehung die geschnittenen Nägel die geschmiedeten sehr
verdrängt. Dessenungeachtet wird noch eine Masse geschmiedeter Nägel mit
Handhämmern, hauptsächlich in der Nachbarschaft von Dudley angefertigt. Zu Arbeiten,
bei denen die Nägel umgelegtnmgelegt oder umgenietet werden müssen, um den aufgenagelten Gegenstand recht fest
zu halten, sind die geschnittenen Nägel nicht tauglich, da sie nicht biegsam und
haltbar genug sind.
Tafeln