| Titel: | Maschine zur Fabrication der Tafelgeräthschaften und anderer metallenen Gegenstände; construirt von Hrn. Alard, Graveur zu Paris. |
| Fundstelle: | Band 132, Jahrgang 1854, Nr. CXII., S. 410 |
| Download: | XML |
CXII.
Maschine zur Fabrication der Tafelgeräthschaften
und anderer metallenen Gegenstände; construirt von Hrn. Alard, Graveur zu Paris.
Aus Armengaud's Génie industriel, Januar 1854, S.
5.
Mit Abbildungen auf Tab.
VI.
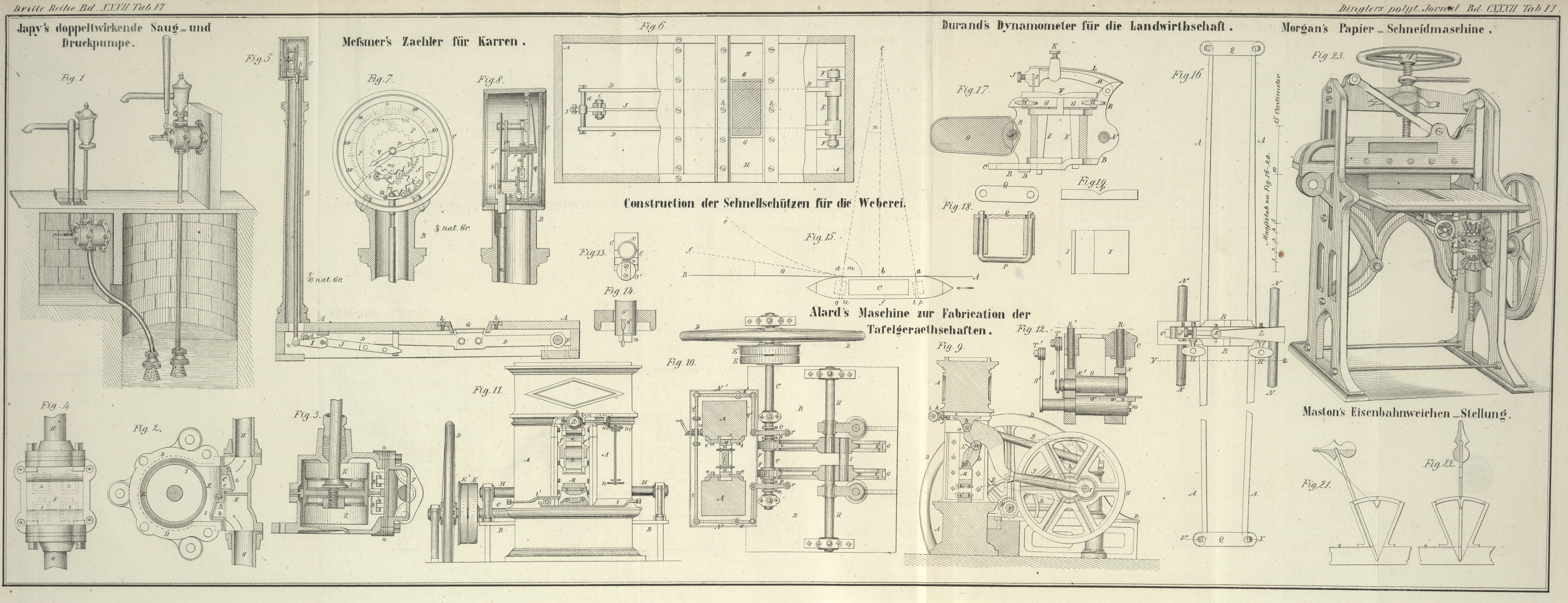
Alard's Maschine zur Fabrication der
Tafelgeräthschaften.
Der Erfinder, welcher sich unlängst seine verbesserte Maschine (für Frankreich)
patentiren ließ, nahm bereits im Jahre 1846 ein Patent auf eine ununterbrochen
wirkende Presse zum Stanzen oder Prägen oder zum Durch- und Ausschlagen
metallener Gegenstände, die eine große Aehnlichkeit mit den Münzpressen hat.
Hr. Alard hat die neue Maschine, welche in seiner Fabrik
(rue du Temple in Paris) im Betriebe ist, nach
großen Dimensionen construirt, wovon man sich einen Begriff machen kann, wenn wir
bemerken, daß ihr gußeisernes Gestell 720 Cntr. wiegt; sie ist in Fig. 9 bis 14 dargestellt.
Obgleich der Apparat nach wohlbekannten mechanischen Principien eingerichtet ist, die
in sehr vielen Fällen angewendet werden, so ist er doch durch seine Kraft, sowie
durch die Construction mehrerer seiner Theile besonders bemerkenswerth. Eigentlich
ist es bloß eine ununterbrochen wirkende Kniehebelpresse, die jedoch sehr
wesentliche Verbesserungen und Veränderungen in dem Mechanismus hat, so daß sie mit
der größten Genauigkeit wirkt; überdieß ist sie nach solchen Dimensionen construirt,
daß sie einen ungeheuren Druck hervorzubringen vermag; sie eignet sich auch zur Bearbeitung großer
Oberflächen, so daß man lange Stücke produciren kann.
So eignet sich z.B. der Apparat zur Fabrication metallener Zifferblätter, der aus
einem Stück bestehenden Tischgeräthe, der Teller von Silber oder verschiedenen
Metalllegirungen, der Uhrentheile u.s.w.; alle diese Gegenstände lassen sich mit
Hülfe dieser Maschine sehr schnell und genau herstellen. Sie gestattet auch die
Vorbereitung der Stücke, die ihrer Wirkung unterworfen werden sollen, bedeutend zu
vereinfachen – ein für die Fabrication wichtiger Umstand, weil dadurch an
Arbeitslöhnen und an Material erspart wird.
Die Abbildungen stellen die ganze, vollständig montirte Maschine dar.
Fig. 9 ist ein
senkrechter Durchschnitt durch die Mitte der Maschine.
Fig. 10 ist
ein horizontaler Durchschnitt in der Höhe der Triebräder-Welle.
Fig. 11 ist
eine Ansicht von vorn, und zwar von derjenigen Seite wo der Arbeiter steht, welcher
die Stücke der Maschine übergibt oder sie aus derselben wegnimmt.
Diese Maschine hat, wie die Abbildungen zeigen, ein sehr großes gußeisernes Gestell
A. Zwischen den beiden Ständern dieses Gestelles
oder Gerüstes bringt man die Matrizen an, welche die zu stanzenden oder
zusammenzupressenden Stücke bearbeiten sollen. Diese Ständer lassen einen Raum von
mehr als 70 Centimet. (etwa 28 Zollen) zwischen sich, so daß man große Gegenstände
bearbeiten kann.
Neben diesem Gerüst befindet sich eine starke gußeiserne Platte B, auf welcher die Supports der Triebwelle und der Welle
der beiden Triebräder festgeschraubt sind. Diese Platte ist in ihrer Mitte offen, um
den Rädern Platz zu lassen, und ruht auf gußeisernen Füßen, mit denen sie sehr fest
verbunden ist.
Die Triebwelle C trägt einestheils das Schwungrad D, welches zur Regulirung ihrer rotirenden Bewegung
dient, und neben dem Schwungrade sind zwei Rollen E, E'
angebracht, von denen die eine eine Triebrolle ist, welche die Bewegung von irgend
einem Motor empfängt, wogegen die andere eine Leerrolle ist, um die Bewegung nach
Belieben unterbrechen zu können. Am andern Ende derselben Welle sind zwei starke
Getriebe von Schmiedeisen F angebracht, welche die
Bewegung den beiden großen Zahnrädern G mittheilen; die
letzteren sind mit Wangen gegossen, um eine größere Festigkeit darzubieten.
Es dürfte zweckmäßig seyn, das Schwungrad mit einer Bremse zu versehen, damit
dasselbe bei einem Zufall oder irgend einem Hinderniß sich nicht weiter bewegen und
die Welle, auf welcher es sitzt, in seine rasche Bewegung hineinziehen kann.
Die beiden Zahnräder G sind an den Enden zweier Wellen
H befestigt, die aus sehr gutem, doppelt
ausgeschweißtem Eisen angefertigt seyn müssen; diese Wellen sind einander genau
gleich und liegen in derselben horizontalen Linie; auch sind sie zu einem einzigen
Stück verbunden, mittelst eines starken eisernen Bolzens I, der als Kurbelwarze dient und daher excentrisch von der Achse ist.
Diese Anordnung zweier Räder und zweier Wellen, welche auf angegebene Weise
gekuppelt sind, ist für den Apparat sehr vortheilhaft, weil dadurch die
Unterstützungen der Zapfen vervielfältigt werden und die Kraft genau in der Mitte
der Maschine und folglich in derselben Ebene wirkt, in welcher der Widerstand
vorhanden ist. Unseres Wissens wurde diese Einrichtung bei derartigen Maschinen noch
nicht angewendet, wohl aber bei anderen Maschinen, z.B. bei Gebläsen mit drei
Cylindern.
In der Mitte der Warze I ist die schmiedeiserne
Kurbelstange J angebracht, deren anderes Ende mit dem
Schwanz des starken Kniehebels K, der ebenfalls aus
doppelt ausgeschweißtem Eisen besteht, verbunden ist.
Dieses ungeheure Stück muß die ganze Kraft, welche den beiden Zahnrädern mitgetheilt
wurde, auf den Kniehebel übertragen, und folglich auf die bewegliche Matrize oder
den beweglichen Durchschnitt, welcher das Prägen oder das Durchschneiden bewirken
soll. Zu dem Ende ist der Kniehebel einerseits mit dem starken stählernen Zapfen a versehen, der zum Theil in das Stück b eingelassen ist, und andererseits mit dem Zapfen c, der von dem beweglichen Knie L getragen wird. Letzteres Stück besteht, sowie die vorhergehenden, aus
Schmiedeisen mit Einsatzhärtung, und mit dem Zapfen d,
an welchem das starke Coulissenstück M aufgehängt ist,
das die Matrize zu leiten hat, steht es in Kniescheibenverbindung.
Dieses Coulissenstück hat an den Seiten, gegen die Ständer des Apparates, große
Flächen, damit es in keinem Fall von der Senkrechten abweichen kann; auf seinem
ganzen Wege wird dieses Stück durch eiserne Leisten e
geleitet, welche an der innern Seite der Ständer angebracht werden, nachdem
dieselben vorher sorgfältig abgerichtet worden sind.
Die Wirksamkeit der verschiedenen, diesen Mechanismus bildenden Theile, ihre
Adjustirung und gute Einrichtung, gestatten stets einen vollkommen regelmäßigen
Betrieb, ohne daß seitwärts, oder vorwärts, oder rückwärts irgend eine Abweichung
stattfände, wobei stets ein bedeutender Druck ausgeübt wird. Die Einrichtung des
ganzen Mechanismus ist um so bemerkenswerther, da er sehr rasch wirkt und eben so
gut sehr dicke, wie sehr dünne Stücke bearbeiten kann.
Die Zapfen des Kniehebels sind unter einander, mittelst ihrer Enden, durch
schmiedeiserne Platten oder Bänder f, f' verbunden;
dieselben sind zu beiden Seiten des Kniees angebracht und dienen nur dazu, dieses
mit sich zu ziehen und es jedesmal dann zu heben, wenn das Stück geprägt oder
durgeschnitten ist. Diese Bänder brauchen nicht stark zu seyn, da sie keine Last zu
halten haben; um dieselben ins Gleichgewicht zu setzen, wenigstens theilweise, kann
man einen großen Hebel g anbringen, an dessen Ende man
ein Gegengewicht h (am geeigneten Punkt) hängt.
Die genaue Höhe des Kniehebels und folglich der daran angebrachten Matrize oder des
Durchschnittes, im Verhältniß zu der unten befindlichen fixen Matrize oder des
Prägestempels, regulirt man mittelst eines langen Keils i, gegen den das Stück b tritt. Dieser Keil
wird mittelst einer Stellschraube j bewegt, die sich an
der vordern Seite der Maschine verlängert, und welche durch den in Fig. 9 und 11 abgebildeten Apparat
dem Arbeiter leicht zugänglich ist.
Diese Einrichtung besteht darin, daß auf der Achse der Schraube ein Winkelrad k angebracht wird, welches in ein zweites l greift; dieses zweite Winkelrad ist mit einer
horizontalen Welle versehen, an deren anderem Ende sich das Winkelrad m befindet; letzteres wird durch ein ähnliches oder
kleineres Rad m' bewegt, welches der Arbeiter leicht von
Hand mittelst des Schwungrades mit der Kurbel n drehen
kann.
Damit der Arbeiter auch im Stande ist, die Maschine nach Belieben aufzuhalten oder in
Betrieb zu setzen, ohne die Bewegung des Motors zu unterbrechen und ohne sich von
seinem Platz zu entfernen, hat Hr. Alard an dem Apparat
eine Aus- oder Einrückung angebracht, wodurch dieß leicht und rasch
bewerkstelligt werden kann. Es war dieß bei dieser Maschine schwierig, weil zwei
Getriebe gleichzeitig in zwei Räder greifen. Die Einrichtung, welche der Erfinder zu
diesem Zweck getroffen hat, besteht in der Anwendung zweier beweglichen Muffe o, o', die außerhalb der schmiedeisernen Getriebe F angebracht sind, so daß dieselben von den Rädern
ausgerückt und auch mit denselben wieder zum Eingriff gebracht werden können (Fig. 10),
indem sich die Getriebe auf den Wellen verschieben lassen. In den Kehlen dieser
Muffe liegen gabelförmige Stäbe p, p', welche ihre
festen Drehpunkte bei r, r' auf der gußeisernen Platte
haben, und die sich nach den entgegengesetzten Seiten verlängern, um durch Gelenke
mit den eisernen Lenkstangen q, q' verbunden zu werden;
letztere sind ihrerseits an den andern Enden mit den Hebeln N, N' verbunden, deren Stützpunkte sich in s,
s' an den äußeren Seiten des gußeisernen Gerüstes A befinden. Endlich verbinden sich dieselben Hebel am andern Ende mit den
eisernen Stangen t, t', welche in Zahnstangen auslaufen,
um zugleich in das
Getriebe u, die eine oben und die andere unten, zu
greifen. Die Achse dieses Getriebes, welche sich im Bereich des Arbeiters befindet,
ist mit einer Kurbel versehen, so daß sie leicht und rasch rechts oder links gedreht
werden kann. Nun wird man einsehen, daß, wenn der Arbeiter die Kurbel nach einer
Richtung dreht, die beiden Stäbe t, t' sich von einander
entfernen, und folglich beide Getriebe F zu gleicher
Zeit mit den Zahnrädern in Eingriff kommen, indem sie mit den Muffen und folglich
auch mit der Welle, welche dieselben trägt, fest verbunden werden. Wenn dagegen der
Arbeiter die Kurbel in der andern Richtung dreht, so nähert er die beiden Stangen
einander, daher die Muffe auseinandergehen und die Getriebe von den Rädern
ausrücken, so daß sie sich frei auf ihren Wellen drehen können und der Apparat
folglich stillsteht.
Hr. Alard hat schon sehr gute Resultate mit seinem
Apparate erlangt. So bewerkstelligt er z.B., durch den einfachen Druck und ohne
Stöße, alles das was sonst durch Schlagen und Treiben ausgeführt wird; dahin gehören
hauptsächlich Tafelgeräthschaften von Kupfer, Silber, Neusilber; nebst dem kann er
dieselben aus Eisenblech prägen, sowie auch größere Stücke, z.B. Schüsseln,
Präsentirteller und Gefäße von verschiedenen Formen.
Ein solches Resultat hat den Erfinder ganz natürlich auf eine sehr nützliche
Verbesserung geführt, die nicht ohne Wichtigkeit bei der Fabrication von
Tischgeräthen und anderen Gegenständen von Eisen ist. Diese Verbesserung besteht
nämlich darin, die Oberfläche dieser Gegenstände mit einer dickeren oder dünneren
Lage von Kupfer, Neusilber oder irgend einem anderen passenden Metall zu überziehen,
sie dann wieder zu stanzen oder zu prägen, damit sie die beste Form erlangen, und
alsdann zu versilbern, zu vergolden oder zu verplatiniren, wie dieß jetzt mit so
vielen Gegenständen geschieht, welche aus Kupfer oder Messing angefertigt werden.
Man begreift, daß diese aus Eisen bestehenden und mit einem andern Metall
überzogenen Gegenstände weit fester und dauerhafter seyn müssen als kupferne,
während sie sich überdieß wohlfeiler herstellen lassen.
Mit Hülfe des starken Apparates, welchen der Erfinder besitzt, lassen sich diese
Gegenstände schnell anfertigen, ohne bedeutende Arbeitslöhne, weder für die
Vorbereitung, noch für die Vollendung durch Prägen und Ausschneiden.
So verwendet er einerseits zur Vorbereitung und zur Bearbeitung der Stücke aus dem
Groben excentrische Walzwerke; andererseits zum Stanzen oder Prägen Matrizen, die
mit stählernen Stempeln dargestellt worden sind, wodurch deren Ausführung sehr
vereinfacht und in ihren Kosten verringert wird; auch kann man diese Matrizen
kleiner und leichter
machen, als die bisher zur Verfertigung ähnlicher Gegenstände verwendeten.
Man ersieht aus Fig.
12 bis 14 die Einrichtung, welche Hr. Alard seinem
excentrischen Walzwerk gegeben hat.
Fig. 12
stellt einen senkrechten Durchschnitt desselben dar, und Fig. 13 eine
Vorderansicht.
Fig. 14 ist
ein Theil eines horizontalen Durchschnitts in der Höhe der Linie 1–2, von der
Seite des arbeitenden Theiles der Walzen.
Man erkennt sogleich aus diesen Abbildungen, daß die beiden Walzen O und O' eine ganz andere
Einrichtung haben, als die gewöhnlichen Walzen zur Darstellung von Blech. Anstatt in
der Mitte zu arbeiten, d.h. zwischen den Ständern in denen die Walzen liegen,
arbeiten sie nur mittelst des einen ihrer Enden und außerhalb des Gestells; und
anstatt eine ununterbrochene rockende Bewegung durch Räderwerk zu erhalten, erhalten
sie im Gegentheil eine wiederkehrend rockende Bewegung, die jeder Walze besonders
durch eine Kurbelstange und eine Kurbel ertheilt wird.
Eine solche Einrichtung gewährt den Vortheil, daß der Arbeiter die zu walzenden
Stücke der Einwirkung der Walzen viel leichter unterziehen und überdieß das Material
an solchen Stellen, welche minder dick zu seyn brauchen, sparen kann.
Diese beiden Walzen können aus Schmied- oder aus Gußeisen bestehen, weil der
Erfinder an dem arbeitenden Ende, wo das Pressen geschieht, einen stählernen Theil
anbringt, welcher ausgewechselt werden kann. Diesen Stählen gibt man äußerlich die
Form, welche derjenigen des vorzubereitenden Stücks entspricht.
Eine Art Winkel w (Fig. 14) wird auf dem
Ende der untern Walze O' angebracht, um als Führer und
Aufhalter für jedes von den Walzen zu bearbeitenden Stück zu dienen, indem der
Arbeiter dasselbe nach und nach in die Längenrichtung zu bringen sucht, und dahin
sieht, daß das Ende gegen einen Aufhalter v' tritt,
welcher ebenfalls an der äußeren Peripherie der Walze und dem Führer w gegenüber angebracht ist.
Die beschriebene Vorrichtung gewährt auch noch den Vortheil, daß man dieselben Walzen
zu der gröberen Bearbeitung verschiedenartig gestalteter Stücke von verschiedener
Größe benutzen kann, da man nur die Stähle und die Führer auszuwechseln braucht.
Obgleich diese Walzen nur an einem ihrer Enden arbeiten, so sind sie doch nicht
minder fest, und gerathen eben so wenig in Unordnung als die in der Mitte benutzten.
Wie man aus der Abbildung ersieht, liegt einestheils die untere Walze vollkommen
fest in den beiden Theilen des gußeisernen Gerüstes A, dessen
Ständer besonders dick und stark an derjenigen Seite ist, wo die Bearbeitung
stattfindet, und andererseits liegt die obere Walze in einem bronzenen Futter x, welches genau über dem wirkenden Theil angebracht ist
und durch eine stärke senkrechte Schraube R angedrückt
wird, die man von Hand mittelst einer Kurbel drehen kann. Der Zapfen des anderen
Endes dreht sich ebenfalls in einem bronzenen Futter x',
welches durch eine minder starke Schraube R' angedrückt
wird, weil es weniger auszuhalten hat.
Am äußersten Ende derselben Walzen, außerhalb des Gerüstes und der Arbeitsseite
gegenüber, sind die Hebel S, S' angebracht, welche,
durch Gelenke mit den eisernen Lenkstangen T, T'
verbunden, beide eine gleich große, hin und hergehende Bewegung, jedoch in
entgegengesetzter Richtung, erhalten; diese Bewegung wird ihnen durch eine gekröpfte
Welle vom Motor ertheilt.
Hr. Alard hat auch die Anfertigung der Matrizen, welche
zum Stanzen oder Prägen dienen, bedeutend vereinfacht, da er sie mittelst stählerner
Stempel ausführt, welche, vertieft oder erhaben, dieselbe Form haben, wie die
hervortretenden oder vertieften Theile dieser Matrizen. Sind nun diese Stempel
einmal ausgeführt, so lassen sich damit so viele Matrizen anfertigen als
erforderlich sind, und man kann dazu die zuerst beschriebene Prägmaschine oder einen
ähnlichen kräftig wirkenden Apparat benutzen. Auf diese Weise erlangt man den
Vortheil, jede erbrochene Matrize leicht durch eine neue ersetzen zu können, was bei
der Fabrication currenter Gegenstände, welche, wie die Tischgeräthe, in sehr großer
Menge angefertigt werden, ein wichtiger Umstand ist.
Tischgeräthe und andere Gegenstände von Eisen werden auf diese Weise mit Hülfe der
excentrischen Walzen vorbereitet, nachdem sie vorher ausgeschlagen wurden und ihre
Oberfläche mechanisch gereinigt worden ist. Das Ausschneiden geschieht mit einer dem
oben beschriebenen Stanz- oder Prägwerk ähnlichen Maschine, und die Reinigung
der Oberfläche mit einer Hobel- oder Fräsmaschine, welche die Rauhigkeiten
wegnimmt. Dann erhalten die Gegenstände ihre vorläufige Form mittelst Walzens und
Stanzens, worauf sie, wie wir oben bemerkten, verkupfert, oder mit einem andern
Metall überzogen und hierauf fertig geprägt werden; endlich werden sie auf
galvanoplastischem Wege vergoldet, versilbert etc.
Tafeln