| Titel: | Das Schmieden starker Eisenstücke, von Hrn. Bertrand-Geoffroy zu St. Paul-les-Dax im Departement des Landes. |
| Fundstelle: | Band 134, Jahrgang 1854, Nr. LVII., S. 203 |
| Download: | XML |
LVII.
Das Schmieden starker Eisenstücke, von Hrn.
Bertrand-Geoffroy zu St. Paul-les-Dax im
Departement des Landes.
Aus Armengaud's Génie industriel, Septbr. 1854,
S. 152.
Mit Abbildungen auf Tab.
III.
Bertrand-Geoffroy, über das Schmieden starker
Eisenstücke.
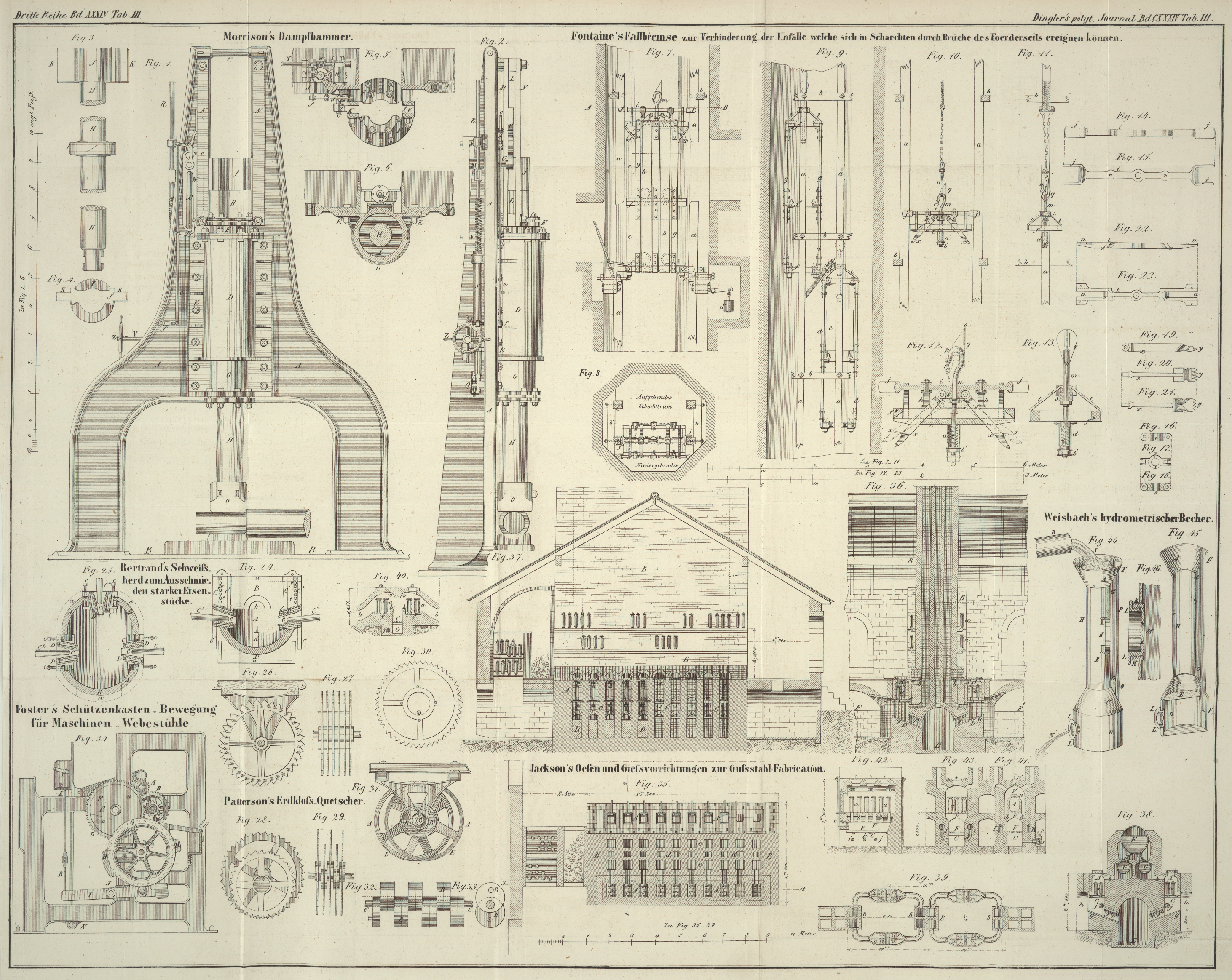
In Fig. 24 und
25 ist
der Apparat dargestellt, dessen sich der Erfinder zum Ausschweißen und Wärmen des
Eisens bedient.
Fig. 24 ist
ein senkrechter Durchschnitt durch die Mitte der Formen.
Fig. 25 ist
ein horizontaler Durchschnitt.
Der Apparat besteht aus einer gußeisernen Feuergrube A,
in die man Holzkohlen, Brucheisen, Drehspäne und andere Sorten alten Eisens bringt.
Ein Rand a dient zur Aufnahme des gleichen Randes eines
senkrechten Theils, welcher den Zweck hat, nöthigenfalls durch diese Erhöhung den
Raum des Herdes zu vergrößern.
Am niedrigsten Punkt des Herdes ist ein Loch a'
angebracht, welches man öffnet, um eine Brechstange zum Heben der Luppe oder des
Eisenklumpens einzuführen und um zuweilen die Schlacken abzulassen.
A' ist ein Wasserbehälter zur Abkühlung des untern
Theiles oder des Bodens von dem Schweißherde. B ist ein
beweglicher Theil des Schweißherdes, welchen man abnehmen kann, um unter gewissen
Umständen besser arbeiten zu können. Im entgegengesetzten Falle dient die Oeffnung b dazu, in das Innere einen Eisenstab einzuführen,
welcher an die Luppe angeschweißt, zum Herausnehmen derselben mittelst eines Krahns,
so wie auch als Handhabe beim Ausschmieden unter dem Hammer dient.
Die Formen C sind mittelst der Schieber C' an dem Herde angebracht, wobei nicht allein ihre
beliebige Erhöhung bewerkstelligt werden, sondern man auch den Wind in das Innere
des Herdes, bei ungleichen Höhen und Entfernungen zwischen den verschiedenen Formen,
einströmen lassen kann, ohne daß die Arbeit eingestellt zu werden braucht.
Stellschrauben c dienen zum Vorrücken und Zurückziehen
der Formen.
Ein Raum c' bleibt als Spielraum für den Schieber, um der
Form ein stärkeres Stechen in den Herd ertheilen zu können; c² bezeichnet einen andern Raum, der den Schieber aufnimmt, wenn
man ihn zurückzieht.
Die Löcher e dienen zur Aufnahme der Stange, zum
Aufhalten und Aufhängen der Schieber.
C² bezeichnet die Düse, mittelst welcher der Wind
aus dem Gebläse in die Formen geleitet wird. D ist eine
gußeiserne Büchse, durch welche ein Wasserstrahl läuft, um die Form abzukühlen,
welche von der besagten Büchse umgeben ist.
Nachdem man den Tiegel mit Holzkohlen angefüllt hat, wirft man Brucheisen auf
dieselben, und zwar die größten Stücke zuerst, damit sie nicht zu rasch niedergehen,
d.h. ehe das Feuer eine hohe Temperatur erreicht hat; dann bringt man abwechselnd
Kohlen und Eisen in den Herd, je nachdem die aufgegebenen Gichten niedergehen.
Das Brucheisen geht, indem die einzelnen Stücke zusammenschweißen, bald auf den Boden
nieder und drückt durch sein Gewicht die überflüssige Schlacke an den Wänden des
Herdes in die Höhe, was durch dessen beckenförmige Gestalt, so wie durch das starke
Stechen der Formen sehr erleichtert wird. Zwischen dem zusammenzuschweißenden Eisen
und den gußeisernen Herdwänden bleibt Schlacke liegen, was ein anerkannter Vortheil
ist.
Ein anderer Vortheil und Vorzug dieser Vorrichtung besteht darin, daß der Arbeiter es
in seiner Gewalt hat, den Formen jede beliebige Richtung zu geben, so daß der Wind
in die Mitte oder auf die Masse oder zum Boden gelangen kann, je nachdem es der
Betrieb erfordert. Dadurch liegt die ganze Arbeit gänzlich in seiner Hand, und er
kann dieselbedieelbe bei der erforderlichen Geschicklichkeit so leiten, daß das
auszuschweißende Eisen überall gleichartig wird und nirgend unganze Stellen zeigt.
Sobald das Eisen unter die Form niedergegangen ist, werden die Formen von dem Arbeiter mittelst der
Brechstange, welche er in den Schieber steckt, so gehoben, daß der Wind die
Oberfläche trifft, und dieß wird so oft wiederholt, als es die Größe oder vielmehr
das Gewicht des darzustellenden Eisenklumpens erfordert.
Einige Minuten vor Beendigung der Schweißarbeit schweißt man den Stab welcher als
Handhabe beim Schmieden gebraucht wird, an die Luppe, indem man ihn durch das Loch
b einführt.
Der beschriebene Schweißherd gewährt den Vortheil, daß Brucheisen von jeder Größe
darin verarbeitet werden kann; er ersetzt auch vortheilhaft die in den
Maschinenbauanstalten gebräuchlichen Herde und Oefen zum Ausschmieden großer Stücke,
wie Spurkränze der Locomotiven und Eisenbahnwagenachsen, große Wellen etc. In den
gewöhnlich angewendeten Oefen zum Ausschweißen des Bruch- und alten Eisens
muß man dasselbe in Packeten einsetzen, wie es mit den auszuschweißenden Rohschienen
geschieht; dieses Verfahren veranlaßt viel Arbeit, Zeit und Brennmaterialaufwand,
und dennoch erlangt man nicht immer gute Schweißungen.Man s. die Beschreibung des bisherigen Verfahrens im polytechn. Journal Bd. CXXIII S. 338. A. d. Red.
Mit Hülfe des hier beschriebenen Apparates und Verfahrens kann man, nach der
Versicherung des Erfinders, Luppen von allen Größen ausschweißen, und zwar in viel
kürzerer Zeit, mit geringerem Brennmaterialaufwand und mit weniger Abgang, als in
den jetzt gebräuchlichen Feuern und Herden.
Mit dem Herd-Kessel (creuset-chaudière) erhält man einen beliebig großen
Eisenklumpen, welcher in allen seinen Theilen, äußerlich und innerlich, vollkommen
gleichartig ausgeschweißt ist, und man braucht nicht zu fürchten daß aus der
Zusammenschweißung verschiedener Eisensorten irgend ein Nachtheil entsteht, da die
Schweißung eine weit innigere ist, als wenn das Brucheisen in Packeten
zusammengelegt, diese ausgeschweißt, zu Stäben ausgeschmiedet und dann wieder zu
größern Packeten ausgeschweißt werden, was nur bei der größten Sorgfalt, mit großem
Brennmaterialaufwand, mit Zeit – und Eisenverlust, zum gewünschten Zweck
führen kann.
Es ist daher dieser Apparat hauptsächlich zu den schwierigsten Zeug- oder
Maschinen-Schmiedearbeiten und namentlich für große Stücke anwendbar.
Die gehörig ausgeschweißte Luppe wird unter den Stempelhammer gebracht und dort zu
einem cylindrischen oder prismatischen Stück von der gehörigen Länge und Stärke
gezängt, je nach den Erfordernissen des auszuschmiedenden Gegenstandes; das Eisen
hat aber alsdann noch eine lebhafte Rothglühhitze, und man braucht es hierauf nur
von Neuem zu wärmen, um mit geringen Kosten die Schiefern und unganze Stellen
auszuschweißen und es zu einer Welle, einem Spurkranz u.s.w. auszuschmieden.
Man kann sich auch eines, dem abgebildeten ähnlichen, aber cylindrisch gestalteten
Feuers bedienen, um die zweite Hitze zu geben und die Fabrication des Stückes zu
vollenden. Ein solcher Apparat besteht aus einem Cylinder mit kugelförmigem Boden,
er muß jedoch hoch genug seyn, damit er das gezängte Stück gänzlich aufnehmen kann.
Man könnte alsdann unten Brucheisen einschmelzen und die sich oben entwickelnde
Hitze zum Wärmen benutzen.
Das gewöhnlich angewendete Bruch- und alte Eisen ist mit Rost oder Eisenoxyd
überzogen. Manches Stück besteht sogar gänzlich aus oxydirtem Eisen, und solches
kann man nur im Gemenge mit andern reinern Sorten und mit großem Abgang
einschmelzen. Um den Abgang möglichst zu vermindern, muß man das Oxyd durch Kohle
reduciren; da das Stechen der Formen eine bedeutende Hitze-Entwickelung am
Boden gestattet, so verbindet sich bei dieser Temperatur die Kohle mit dem
Sauerstoff des oxydirten Eisens zu Kohlensäure und Kohlenoxydgas, und das Eisen wird
ohne irgend eine Veränderung seiner Beschaffenheit frei.
Tafeln