| Titel: | Schmiede-Maschine von Hrn. Hattersley zu Keighley. |
| Fundstelle: | Band 135, Jahrgang 1855, Nr. XXXVIII., S. 171 |
| Download: | XML |
XXXVIII.
Schmiede-Maschine von Hrn. Hattersley zu Keighley.
Aus dem Mechanics'
Magazine, 1854, Nr. 1622.
Mit Abbildungen auf Tab.
III.
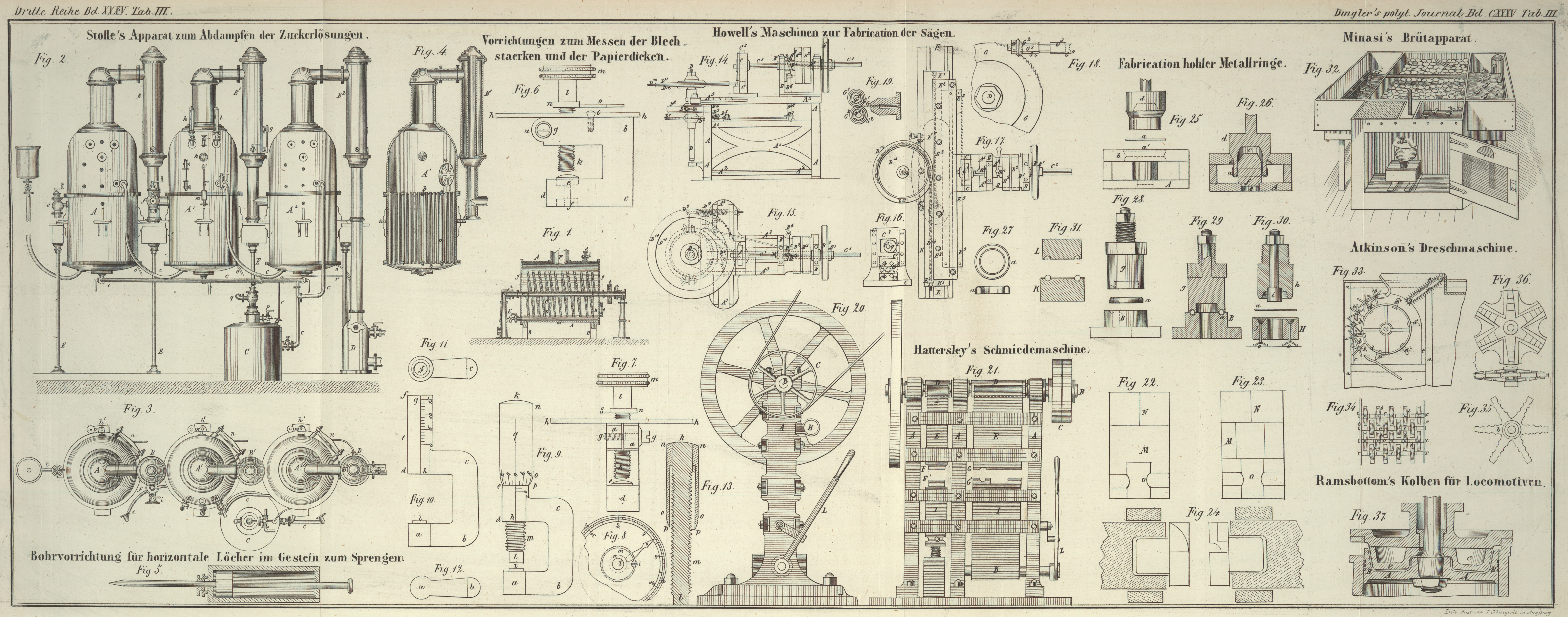
Hattersley's Schmiede-Maschine.
Der Erfinder hat sich Verbesserungen an der Maschinerie zum Schmieden von Eisen und
andern Metallen patentiren lassen, welche in einer Combination von Gesenken oder
Hämmern bestehen, zwischen denen die Schmiedeoperation bewirkt wird. Diese
Verbesserungen veranlassen wesentliche Vereinfachungen und Zeitverkürzungen, so daß
in den meisten Fällen der Proceß in einer Hitze ausgeführt werden kann.
Die Abbildungen Fig.
20 bis 24 erläutern diese Verbesserungen in Anwendung auf Ryder's Schmiedemaschinen.Polytechn. Journal Bd. CXXIII S. 342.
Fig. 20 ist
eine Ansicht von vorn; Fig. 21 eine Endansicht
der ganzen Maschine. Fig. 22 ist die vordere
Seite des obern combinirten Gesenkes; Fig. 23 die vordere Seite
des untern Gesenkes; Fig. 24 ein senkrechter
Durchschnitt des obern und untern combinirten Gesenkes und feiner Ansätze oder
Stäbe, nach der Linie 1–1.
In dem Gerüst A der Maschine ist die horizontale
Excentricum- oder Kamm-Welle B angebracht,
welche auf gewöhnliche Weise durch Treib- und Leerrollen C umgetrieben wird. Die auf dieser Welle sitzenden
Excentrics D, D geben während der Umdrehung der Welle
den. Gesenken E, E eine schnelle senkrechte Bewegung und
es gleiten dieselben in Führern an dem Gerüst. Die Excentrics wirken auf die
Ansätze, Angeln oder Stiele der obern Gesenke und ihre untern Enden haben
Vertiefungen zur Aufnahme der Gesenke F und G. Die Gesenkangeln sind mit Federn H, H versehen, von denen sie nach jeder niedergehenden
Bewegung der Excentrics gehoben und getragen werden. Die untern Gesenke F', G' sind an den untern Gesenkansätzen l, l befestigt und diese können mittelst Verbindungen
und Schrauben am untern Ende höher oder niedriger gestellt werden. Die untern
Gesenkansätze, welche die gewöhnlichen flachen Gesenke enthalten, stehen auf einem
elastischen Mittel, so daß das untere Gesenk einen gewissen Grad der Elasticität
erhält und die Stöße vermindert, welche durch die Wirkung der Maschine entstehen.
Der untere Gesenkansatz, welcher das combinirte Gesenk enthält, ruht auf dem Excentricum oder Kamm K, welches auf einer Welle sitzt, die mit einem Hebels
am äußern Ende versehen ist, der den Zweck hat, das untere Gesenk, wenn es
erforderlich ist, zu heben.
Bisher war zum Schmieden oder Formen von Stücken durch mechanische Mittel ein
besonderes Paar von Gesenken bei jedem solchen Proceß erforderlich, und jedes dieser
Paare hatte seinen besondern Ansatz oder seine besondere Angel. Es wurde daher das
Niederdrücken des Metalles von einem Gesenkpaar, die Bildung eines hervortretenden
Theils an dem Stück durch ein zweites, das Abschneiden oder Abhauen von einem
Eisen- oder Stahlstabe durch ein drittes Paar bewirkt u.s.f., und so hatte
man für jeden besondern Proceß ein besonderes Gesenkpaar. Die zur Bewegung des
anzufertigenden Stücks aus einem Gesenk in das andere erforderliche Zeit ist aber
bedeutend, so daß das Schmieden oder vielmehr Pressen des Artikels nicht in einer
Hitze bewirkt werden kann, was Kosten und sonstige Nachtheile veranlaßt.
Bei den vorliegenden Verbesserungen sind die Flächen der Gesenke mit einander
verbunden, liegen dicht aneinander und haben gleichen Ansatz oder Angel, so daß man
den zu bearbeitenden Stab von Eisen oder Stahl sogleich von einem Oberflächenpaar zu
dem andern bringen, dadurch viel Zeit ersparen und den Artikel in einer Hitze
ausschmieden kann, wodurch er weit gleichartiger wird, als bei dem gewöhnlichen
Verfahren.
Die Oberflächen des in Fig. 22 und 23
abgebildeten combinirten Gesenkpaares haben den Zweck, den Mittlern Theil von
Spindeln, wie sie zum Spinnen und Dupliren der Baumwolle etc. angewendet werden, zu
schmieden; ihre Form muß natürlich stets dem darzustellenden Artikel
entsprechen.
Es sollen nun noch einige Bemerkungen über die Anfertigung des Mittlern Theils einer
solchen Spindel mit Hülfe der Maschine folgen. Der Eisen- oder Stahlstab,
welcher als Material zu der Spindel dient, wird in einem Ofen rothglühend gemacht
und dann von dem Arbeiter bei M zwischen die Gesenke
gebracht; das untere Gesenk wird von dem Excentricum K
von dem Arbeiter mittelst des Hebels L gehoben. Dadurch
wird die Verstärkung der Spindel, in geringer Entfernung von dem Stabe, in noch
rohen Umrissen gebildet. Er wird dann sogleich weggenommen und der Theil des Stabes
zwischen seinem Ende und der vorher roh vollendeten Verstärkung durch die flachen
Gesenke F, F' bis zu dem verlangten Durchmesser oder der
verlangten Größe niedergedrückt. Darauf wird er weggenommen und nach N gebracht, so daß durch den Niedergang des obern
Gesenkes mittelst Einwirkung der obern Welle und durch den Aufgang des untern Gesenkes
in Folge der Wirkung des untern Excentrics, welches der Arbeiter mittelst des Hebels
bewegt, das vorher niedergedrückte Ende, die roh geformte mittlere Verstärkung und
eine hinreichende Länge des Stabes, um das zweite Ende der Spindel zu bilden,
vermittelst der schmiedenden Oberfläche der Gesenke von dem Stabe abgeschnitten
wird. Das so abgeschnittene Stück wird nun weggenommen und das zweite Ende der
Spindel wird bis zu der erforderlichen Stärke auf dieselbe Weise wie das erstere
mittelst der flachen Gesenke F und F' ausgestreckt. Dann bringt man es zwischen die Gesenke
bei O, so daß die beim vorhergehenden Verfahren roh
gebildete Verstärkung direct über die Vertiefungen in dem Gesenk gelegt wird, damit
durch den Niedergang des obern Gesenkes und den Aufgang des untern das Metall die
Form der Vertiefungen in den Gesenken annimmt und die Verstärkung der Spindel ihre
eigentliche Form bekommt. Die auf diese Weise geschmiedete Spindel wird nun in
Gesenken auf die gewöhnliche Weise weiter bearbeitet und vollendet. Die ganze Arbeit
wird in einer einzigen Hitze bewirkt, wenigstens kann dieß bei einer gewöhnlichen
Spindel geschehen, wogegen kleine Spindeln und andere Gegenstände, welche leicht
kalt werden, nochmals gewärmt werden müssen.
Tafeln